11 Изобретение относится к обработке металлов давлением, может быть исполь зовано в машиностроении и подшипниковой промьшшенности при высадке стержневых изделий и роликов и является усовершенствованием известного штампа по авт. св. № 884817. Целью изобретения является повьппение качества получаемых изделий путем получения центральной выемки торца ролика требуемой геометрии и повышения эффективности работы штампа путем устранения затрат времени на регу ровку положения выталкивателя штампа На чертеже представлен штамп для штамповки роликов. Штамп состоит из пуансона 1 с рабочей полостью и выступом 2, выполнен ным на дне рабочей полости пуансона матрицы 3 с деформирующим пояском 4, прилегающим ко дну матрицы 3, выталкивателя 5, размещенного в отверстии матрицы 3 и снабженного центральным коническим выступом 6 и дополнительным коническим выступом 7с углом конусности боковых сторон высотой, равной 0,4-0,6 высоты выступа 2 рабочей полости пуансона. Дополнительный конусный выступ на выталкивателе компенсирует неточность вго осевого установа, а также упругие его деформации и износ. Минимальный угол з выбран из условия стойкости пуансона. При уменьшении угла нагрузка на кромку дополнительного выступа увеличивается из-за увеличения сопротивления течению металла, увеличивается износ пуансона, ухудшаются условия формирования торца ролика.82Увеличение угла более чем до 5 приводит к существенному отклонению диаметрального размера центрального углубления. Коэффициент 0,4 обусловлен предельным допустимым значением глубины углубления в торце 2 мм. При принятом на практике двухстороннем припуске на высоту штамповки ролика 0,9 мм минимально технологически допустим односторонний припуск на последующую шлифовку 0,25 мм. Таким образом, чтобы не превьш1алась глубина, размеры инструмента должны учесть крайний случай, т.е. минималвный припуск на сторону по высоте 0,25 мм. В результате га+0,4 ,25 мм, отсюда ,6, а высота уступа О,,41,,65 мм, т.е. в наибольших пределах практически в.стречающегося интервала регулировки установочной высоты выталкивателя. Значение 0,6 обусловлено минимальной глубиной углубления мм с учетом интервала регулировки и формирования торца ролика, а также последующей обработки. Пример. Штампуют ролик размером 24x24 мм на холодновысадочном одноударном автомате. Высота выступа на дне рабочей полости пуансона 1,5 мм, высота дополнительного выступа -0,6 мм. G учетом припуска на штамповку допустимые размеры выемок в торцах для ролика 24x24 вьщержаны. Изобретение по сравнению с известным устройством позволяет получать требуемую геометрию центральной выемки на торце ролика и устранить затраты времени на переналадку выталкивателя .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления полых изделий из листовой штучной заготовки | 1987 |
|
SU1690908A2 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380190C1 |
| ШТАМП ДЛЯ ОБРАТНОГО ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ | 1992 |
|
RU2013181C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСТУПЕНЧАТОЙ ТОНКОСТЕННОЙ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2807406C1 |
| Штамп для изготовления роликов | 1980 |
|
SU884817A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ РОЛИКОВ по авт. св.№ 884817, отличающийся тем, что, с целью улучшения качества получаемых изделий и повышения производительности путем устранения затрат времени на переналадку, выталкиватель снабжен дополнительным выступом в форме усеченного конуса, большее основание которого совпадает с меньшим основанием центрального выступа, дополнительный выступ вьтолнен с углом конусности боковых сторон 3-5 и высотой, равной 0,4-0,6 высоты выступа дна рабочей полости пуансона. § СО 00 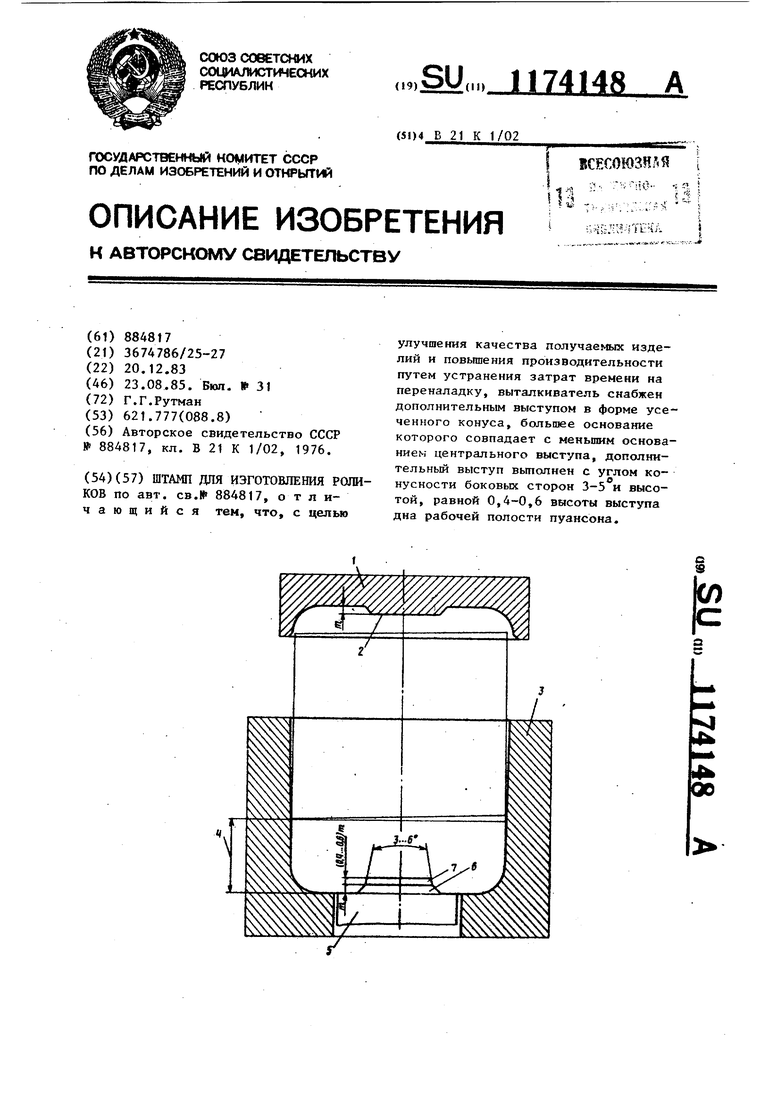
| Штамп для изготовления роликов | 1980 |
|
SU884817A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
