(54) ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ РОЛИКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления роликов | 1983 |
|
SU1174148A2 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| ШТАМП ДЛЯ ОБРАТНОГО ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ | 1992 |
|
RU2013181C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380190C1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСТУПЕНЧАТОЙ ТОНКОСТЕННОЙ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2807406C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| Совмещенный штамп для получения пустотелых осесимметричных поковок без штамповочных уклонов | 1987 |
|
SU1588479A1 |
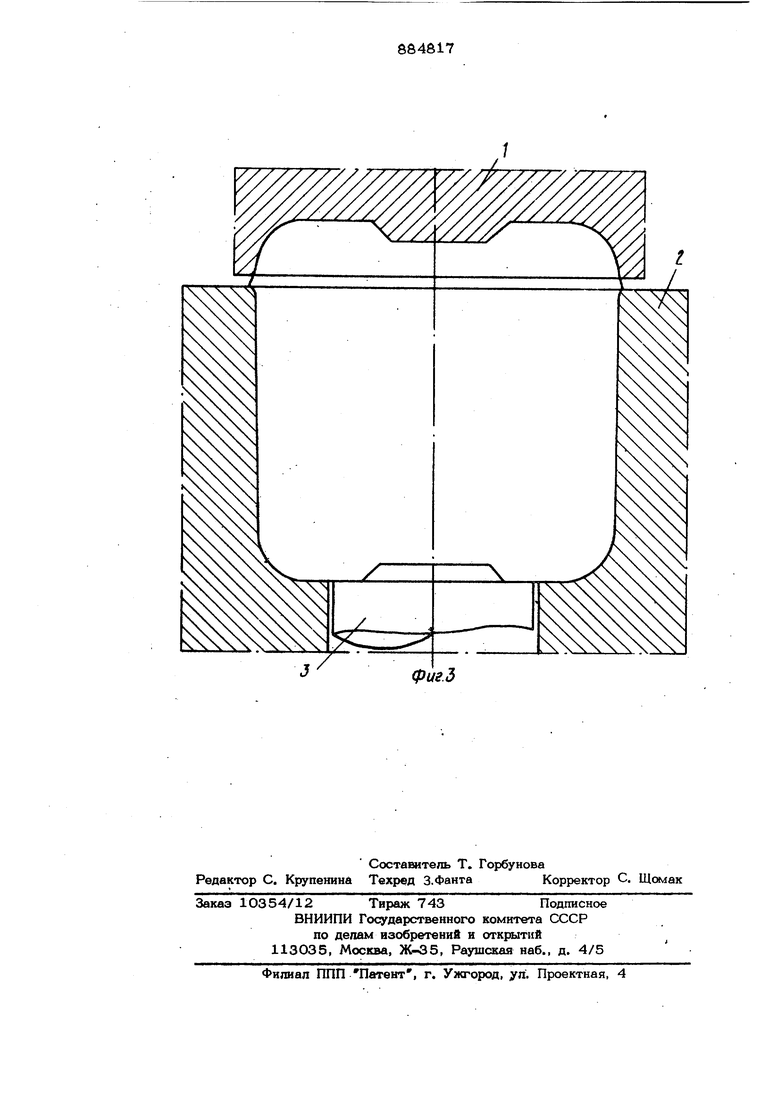
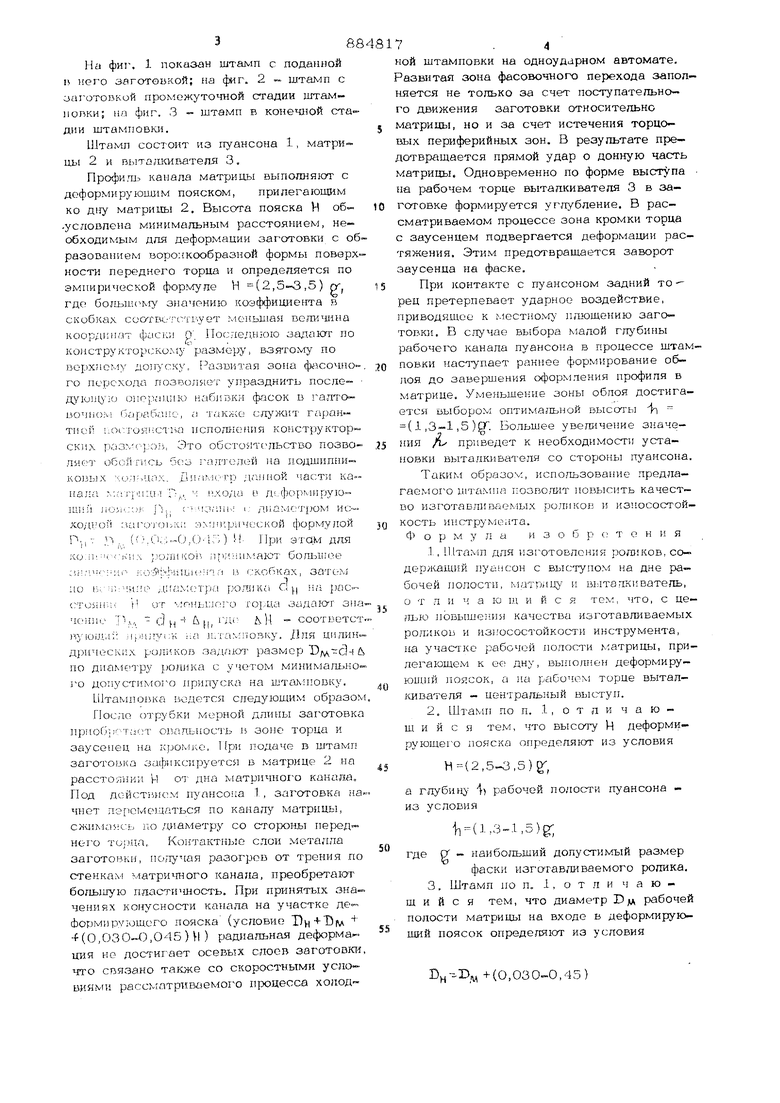
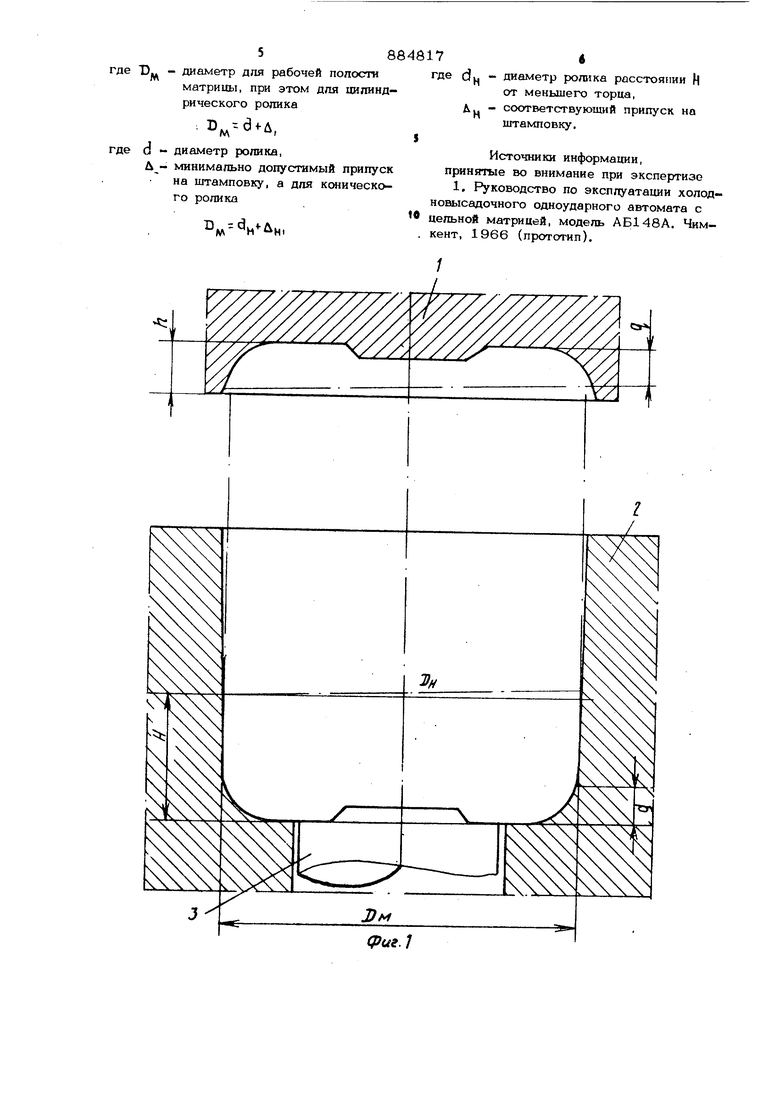
Изобретение относится к обработке ме таллов давлением и может быть испопьзо вано при изготовлении штамповкой роликов с цилиндрической и конической образующей. Известен штамп для изготовления роликов, содержащий пуансон с выступом на дне рабочей полости, матрицу и выталкиватель flj. Недостатком известного штампа является мала стойкость инструмента, штампа, а также заштамповка (заворот) заусенца, образующегося на торцовой кромке заготовки, и как следствие низкое качество изготавливаемых роликов. Цель изобретения - повьпиение качества изготавливаемых роликов и износостой кости инструмента. Указанная цель достигается тем, что в штампе, содержашем пуансон с выступом на дне рабочей полости, матрицу и выталкиватель, на участке рабочей полости матртцы, прилегаюшем к ее дну, выполнен деформируюший поясок, а нэ рабо чем торце выталкивателя - центральный выступ. При этом вьгсоту Н деформирующего пояска определяют из условия Н (2,53,5)g, а глубину Ц рабочей полости пуансона - из условия li (l,3-l,5)g где g- наибольший допустимый размер фаски изготавливаемого ролика. Кроме того, диаметр 1)дд рабочей полости матрицы на входе в деформируюишй поясок определяют из условия + + (0,030-0,45) Н, где D -диаметр дна рабочей полости матрицы, при этом для цилиндрического ролика DM -d + Л , где с - диаметр ролика, - минимально допустимый припуск на штамповку, а для конического ролика D/A -,йн где CJ, - диаметр ролика на расстоянии Н от меньшего торца, д.- соответствующий припуск на штамповку.
Df, - диаметр для рабочей полости
матрицы, при этом для цилиндрического ролика
.
d - диаметр ролика,
Д - минимально допустимый припуск на штамповку, а для котического ролика
.
где du - диаметр ролика расстоянии М
от меньшего торца, / - соответствующий припуск на
штамповку.
Источники информации, пртнятые во внимание при экспертизе
