113336592
Изобретение относится к свекольной. ка формы; h - высота тороидального
промышленности, в частности к производству бутьшок различного ассортимента с конфигурацией тел вращения переменного сечения на стеклоформую- щих автоматах роторного типа.
Цель изобретения - снижение массы стеклоизделий при улучшении их качества и повьшение производительности.,д изделия .и таких параметров готового На фиг. 1 изображены профи.пь черно- изделия как диаметры изделия и его
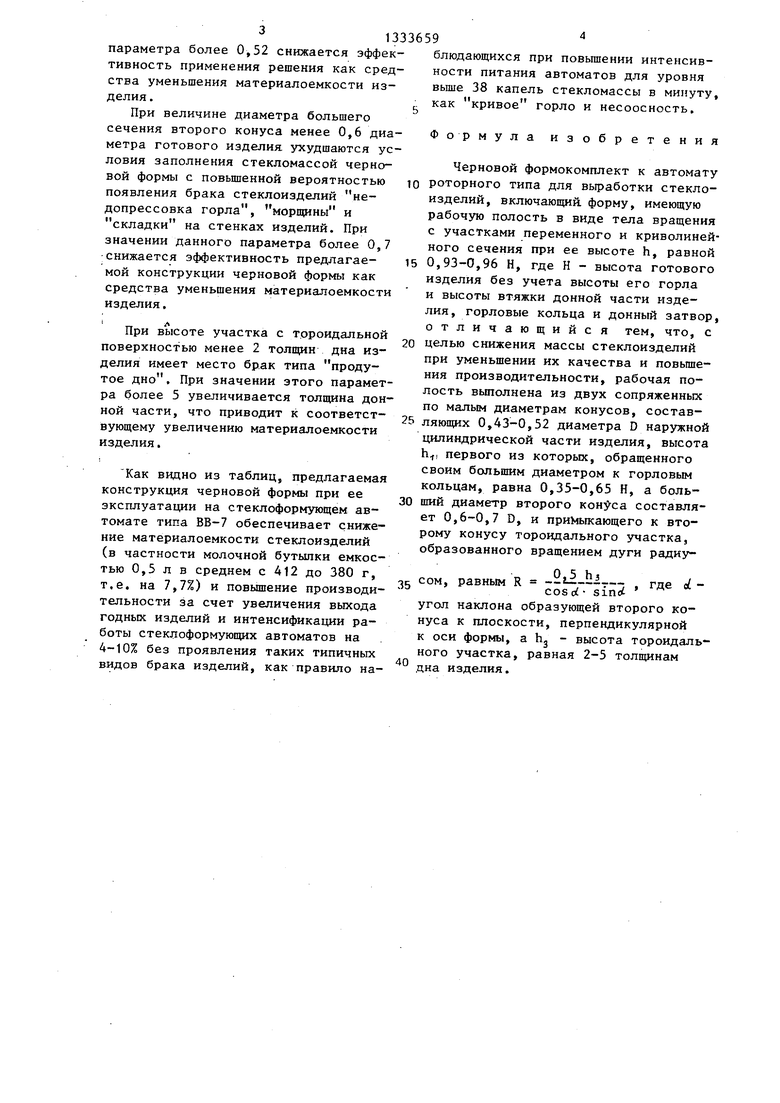
вого формокомплекта; на фиг. 2 - го- горла - D и D и толщина дна «
товое стеклоизделие, общий вид
Черновая форма высотой h состоит
горла - D и D и толщина дна cf в расчете на формование бутылок, напри мер молочных, емкостью 0,25; 0,5 и 1 л.
из сопряженных малыми сечениями усе- ченного конуса 1 с высотой h, совмещенного своим большим сечением с гор- ловым кольцом 2 (при диаметре этого сечения, составляющем ,98 диаметра горла готового изделия), и усеченного конуса 3 высотой h.. Примыкающая к большему сечению конуса 3 часть выполнена в виде тороидального участка 4 высотой h.
В процессе формования стеклоизде- -лия капля стекломассы определенной массы с постоянной периодичностью подается питателем в черновую форму через входное отверстие 5, расположенное в основании ее тороидального участка 4. Под действием подведенно - го к горловой части формы вакуума стекломасса заполняет свободную полость горлового кольца 2 и плотно прилегает к поверхности рабочей полости черновой формы. Тем обес печивается оформление горла стеклоиз- делия и формируется так называемая пулька стекломассы. Окончательное распределение т-емпературы по высоте
пульки стекломассы зависит от уровня температур поверхности рабочей полости черновой формы и характера теплообмена между пулькой и телом черновой формы, определяемого профилем рабочей полости последней.
Оптимальные значения основных параметров черновой фор, а именно: d - диаметр сечения совмещения первого усеченного конуса и горлового кольца; d, - диаметр малых сечений, по которым осуществляется сопряжение двух усеченных конусов; dg - диаметр большего сечения второго усеченного конуса и высот участков рабочей пог лости формы; h - высота первого усеченного конуса; h. - расстояние от малого сечения второго усеченного конуса до начала тороидального участучастка - определены экспериментально. Проведенные с этой целью испытания позволили установить количественную зависимость указанных параметров черновой формы от высоты готового изделия Н, без учета высоты горла изделия и высоты втяжки донной части
горла - D и D и толщина дна «
горла - D и D и толщина дна cf в расчете на формование бутылок, например молочных, емкостью 0,25; 0,5 и 1 л.
Результаты сравнительных испытаний предлагаемой и известной конструкцн;й черновой формы при производстве молочных бутьшок емкостью 0,5 л на стеклоформ ующих автоматах ВВ-7.
Техническая характеристика производства.
В стекловаренной ванной печи три пары горелок, топливо - мазут. Про- изводительность по сваренной стекломассе 60 т/сут.
Состав стекла, мас.%: SiOo
NajO 4- KjO
CaO + MgO ,
F-A SO,
71,4 14,3 11,5 2,3 0,25 0,25
Стеклоформующее., оборудование.
Тип стеклоформующих автоматов ВВ-7; количество установленных на печи автоматов 3; среднесуточная суммарная производительность, количество изделий в сутки в расчете на молочную бутылку емкостью 0,5 л, тыс.шт. 48..
Как следует из табл. 2 при уменьшении высоты первого, совмещенного с горловым кольцом усеченного конуса ДО уровня менее 0,35 Н имеет место
невыдутые плечибрак изделий типа
ки, морщины. При значении зтого параметра более 0,65 Н снижается эффективность применения решения как средства уменьшения материалоемкости изделия.. Кроме того, появляется брак продутость в придонной части изделия . При уменьшении диаметра сечения сопряжения усеченных конусов до величины менее 0,43 диаметра готового изделия ухудшаются условия заполнения стекломассой горловой части формы, что приводит к браку - недо- прессовка горла. При значении этого
параметра более 0,52 снижается эффективность применения решения как средства уменьшения материалоемкости изделия .
При величине диаметра большего сечения второго конуса менее 0,6 диаметра готового изделия ухудшаются условия заполнения стекломассой черновой формы с повьшенной вероятностью появления брака стеклоизделий не- допрессовка горла, морщины и складки на стенках изделий. При значении данного параметра более 0,7 снижается эффективность предлагаемой конструкции черновой формы как средства уменьшения материалоемкости изделия.
При высоте участка с тороидальной поверхностью менее 2 толщин дна изделия имеет место брак типа продутое дно. При значении этого параметра более 5 увеличивается толщина донной части, что приводит к соответствующему увеличению материалоемкости изделия.
Как видно из таблиц, предлагаемая конструкция черновой формы при ее эксплуатации на стеклоформующем автомате типа ВВ-7 обеспечивает снижение материалоемкости стеклоизделий (в частности молочной бутыпки емкостью 0,5 л в среднем с 412 до 380 г, т.е. на 7,7%) и повышение производительности за счет увеличения выхода годных изделий и интенсификации работы стеклоформующих автоматов на 4-10% без проявления таких типичных видов брака изделий, как правило наблюдающихся при повьшхении интенсивности питания автоматов для уровня вьше 38 капель стекломассы в минуту, горло и несоосность.
как кривое
Формула изобретения
Черновой формокомплект к автомату роторного типа для выработки стекло- изделий, включающий форму, имеющую рабочую полость в виде тела вращения с участками переменного и криволинейного сечения при ее высоте h, равной
0,93-0,96 Н, где Н - высота готового изделия без учета высоты его горла и высоты втяжки донной части изделия, горловые кольца и донный затвор, отличающийся тем, что, с
целью снижения массы стеклоизделий при уменьшении их качества и повьш1е- ния производительности, рабочая полость выполнена из двух сопряженных по малым диаметрам конусов, составляющих 0,43-0,52 диаметра D наружной цилиндрической части изделия, высота первого из которых, обращенного своим большим диаметром к горловым кольцам, равна 0,35-0,65 Н, а больший диаметр второго составляет 0,6-0,7 D, и примыкающего к второму конусу тороидального участка, образованного вращением дуги радиу 0 Ь,
cos d sin(fугол наклона образующей второго конуса к плоскости, перпендикулярной к оси формы, а hj - высота тороидального участка, равная 2-5 толщинам
сом, равным R
где d
на изделия.
Молочная бутылка, емкостью 0,5 л
iJS. Г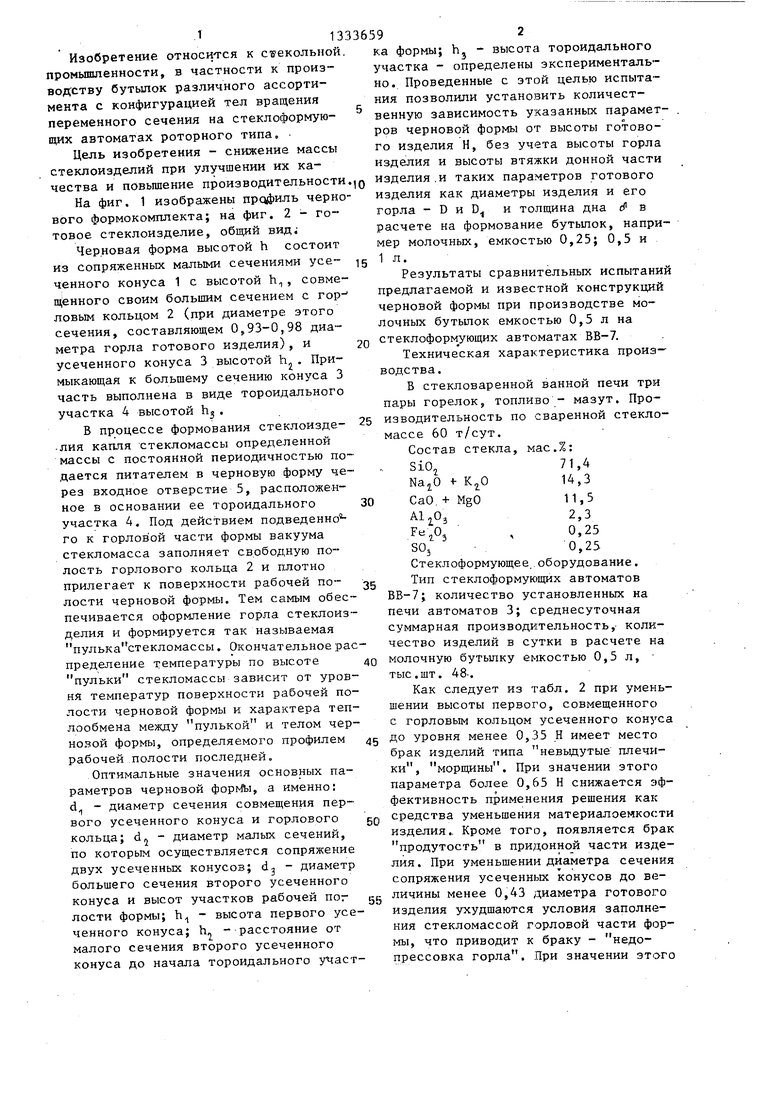

| название | год | авторы | номер документа |
|---|---|---|---|
| Черновая форма | 1982 |
|
SU1057443A1 |
| Черновая форма | 1984 |
|
SU1174392A1 |
| Черновая форма | 1982 |
|
SU1030322A1 |
| ПРЕССУЮЩАЯ ГОЛОВКА СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ | 1998 |
|
RU2130903C1 |
| Устройство для изготовления полых стеклоизделий | 1977 |
|
SU737366A1 |
| Черновая форма к автомату секционного типа | 1987 |
|
SU1558880A1 |
| Черновой комплект к стеклоформующему автомату | 1985 |
|
SU1273336A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| ЧЕРНОВАЯ ФОРМА К АВТОМАТУ СЕКЦИОННОГО ТИПА ДЛЯ ВЫРАБОТКИ СТЕКЛОИЗДЕЛИЙ | 1998 |
|
RU2129098C1 |
| Способ формования стеклоизделий | 1980 |
|
SU977412A1 |
Изобретение относится к стекольной промьшшенности, в частности к производству бутылок различного ассортимента с конфигурацией тел вращения переменного сечения на стекло- формующих автоматах роторного типа. Цель изобретения - снижение массы стеклоизделий при улучшении их качества и повьшение производительности. Черновая форма вьтолнена из двух сопряженных по диаметрам малых сечений конусов. Высота первого совмещенного по диаметру своего большего сечения с горловым кольцом конуса равна (0,35-0,65) Н, где Н - высота готового изделия без учета высоты его горла и высоты втяжки донной части изделий. Диаметры малых сечений конусов и большего сечени второго конуса составляют соответственно 0,43- 0,52 и 0,6-0,7 диаметра готового изделия . Примыкающий к большему сечению второго конуса участок черновой формы выполнен с тороидальной поверхностью и высотой участка, равной 2-5 толщины дна готового изделия. Тороидальная поверхность образована вращением вокруг оси формы дуги окружности с радиусом, равным 0,5(cos Ы sinof) высоты тороидального участка. 2 ил. 2 табл. (Л с: со 00 со а in CD
Составитель В.Юдина Редактор Н.Киштулинец Техред Л. Сердюкова Корректор Е.Рошко
Заказ 3922/21 Тираж 427Подписное
ВНИИПИ Государственнэго комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
U8. 2
| Авторское свидетельство СССР № 759458, кп | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
