Изобретение относится к приборостроению, а именно к инструментам для изготовления магнитных головок аппаратов магнитной записи.
Целью изобретения является повышение качества обработки.
На фиг. 1 изображен предлагаемый инструмент, вид сбоку; на фиг. 2 - рабочая поверхность инструмента, вид сверху.
Инструмент (фиг. 1 и 2) состоит из металлического корпуса 1,и капроновой ткани 2, натянутой на корпус при помощи обечайки 3. Ячейки, образованные нитями 4 ткани (фиг. 2), заполнены воском или парафином 5.
Ткань 2 состоит из капроновых одножильных нитей толщиной порядка 100 мкм. Расстояние между нитями также составляет 100 мкм. Ткань в мокром состоянии натягивают на металлический корпус, рабочая поверхность которого имеет допуск плоскостности не более 0,002 мм. На рабочую поверхность инструмента, нагретого до 70-90°С, наносят термопластический наполнитель, например воск, который заполняет ячейки.
По остывании инструмента рабочую поверхность выглаживают ровной стеклянной пластиной таким образом, чтобы глубина образованной воском ячейки составляла 6- 15 мкм. Во время работы на инструмент наносят алмазно-абразивную водную суспензию зернистостью 0,1 -1,0 мкм. Капроновую ткань удаляют по мере износа и заменяют новой, повторяя операцию нанесения воска.
Использование капрона на рабочей поверхности инструмента обеспечивает упругое воздействие алмазных зерен на обрабатываемую плоскость зазора, а также нивелирование воздействия крупной фракции абразива. Слой капроновой ткани имеет высокую прочность. Введенный между нитями наполнитель лищает их взаимной подвижности, что создает благоприятные условия для получения высокой плоскостности и четкости края на плоскости рабочего зазора, а соотношение обеспечивает достаточную площадь рабочей поверхности инструмента и способствует размещению в ячейках, внедрению и удержанию в воске отходов обработки.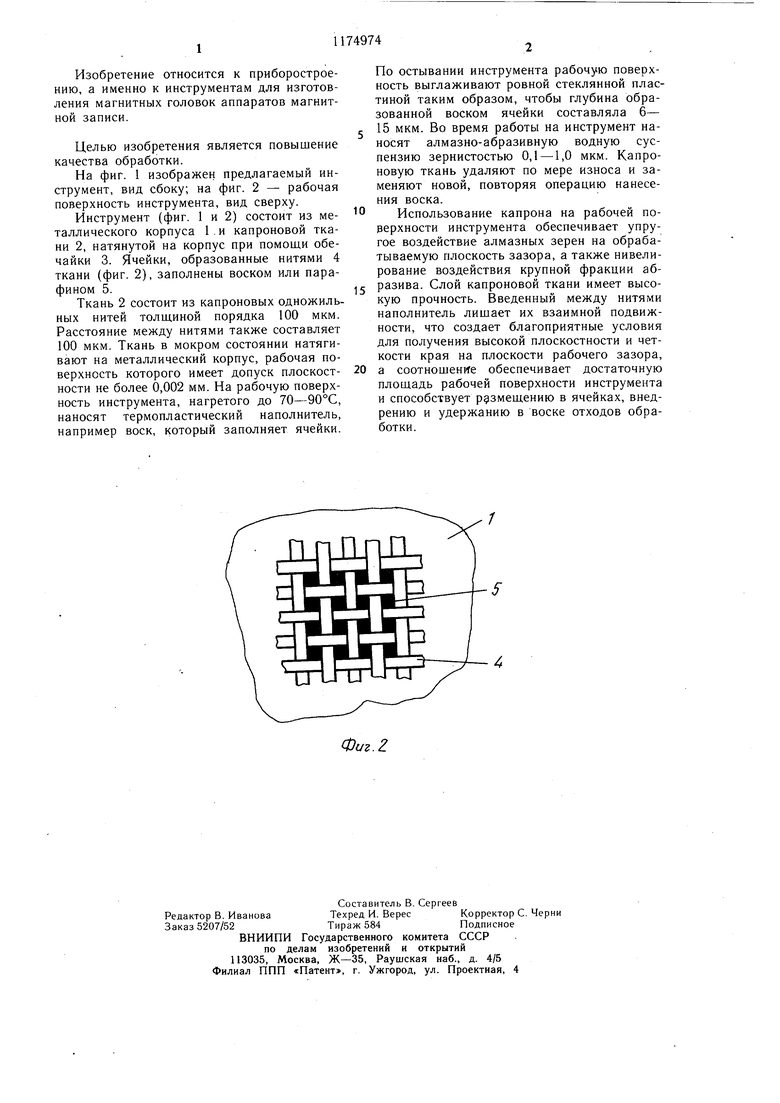
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСКОНЕЧНАЯ ПОЛИРОВАЛЬНАЯ ЛЕНТА | 1991 |
|
RU2014990C1 |
| Инструмент для чистовой обработки | 1979 |
|
SU870095A1 |
| Инструмент для обработки ферритовых магнитных головок | 1980 |
|
SU871200A1 |
| БРОНЕВАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2268453C1 |
| Способ абразивной обработки исландского шпата | 1983 |
|
SU1348145A1 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ЯЧЕИСТОЙ СТРУКТУРЫ С ПЛОСКИМИ ПОВЕРХНОСТЯМИ ИЗ УГЛЕРОДНОЙ ТКАНИ | 2014 |
|
RU2562986C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬНАЯ ТКАНЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОПРОВОДНОЙ РЕЗИСТИВНОЙ НИТИ ДЛЯ ЭТОЙ ТКАНИ | 2005 |
|
RU2282317C1 |
| ИНСТРУМЕНТ С АЛМАЗНЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2111846C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИДРАВЛИЧЕСКОГО ГИДРОСТАТИЧЕСКОГО ПОДШИПНИКА С ЯЧЕЙКАМИ | 2015 |
|
RU2686343C2 |
1. ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ МАГНИТНЫХ ГОЛОВОК, содержащий жесткое основание с плоской рабочей поверхностью в виде ячеек, заполненных наполнителем, отличающийся тем, что, с целью повыщения качества обработки, плоская рабочая поверхность выполнена из слоя капроновой ткани, состоящей из одножильных нитей, а наполнитель выполнен из мягкого термопластичного материала - воска. 2. Инструмент по п. I, отличающийся тем, что соотнощение между усредненным поперечным размером ячеек, их глубиной и расстоянием между ними составляет 1:0,1:1. i (/ С Hti «7г/г./
| Патент США № 4358295, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Инструмент для обработки ферритовых магнитных головок | 1980 |
|
SU871200A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| si; .-iv | |||
