Фиг.
Изобретение относится к обработк металлов давлением, а именно к производству соединительных деталей трубопроводов, в частности тройников.
Цель изобретения - расширение технологических возможностей способа и повышение надежности трубопроводов путем получения возможности изготовления тройников с большой высотой патрубков, диаметры которых могут быть равными диаметру основной трубы или меньшими последней.
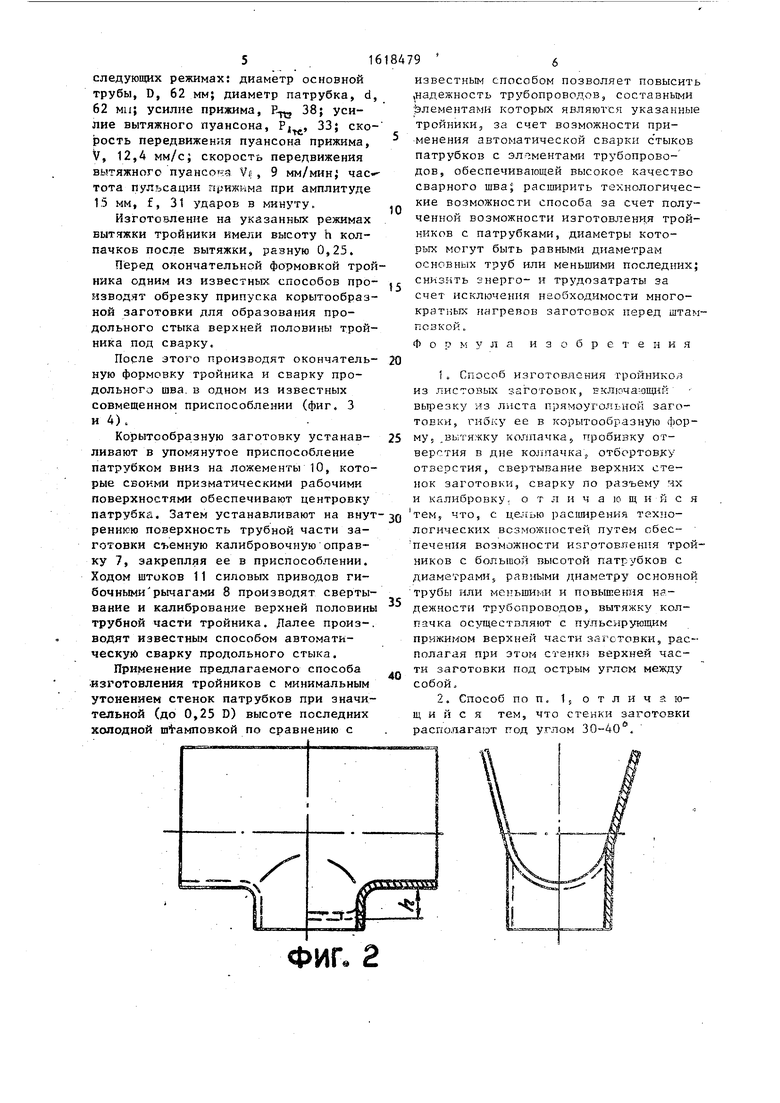
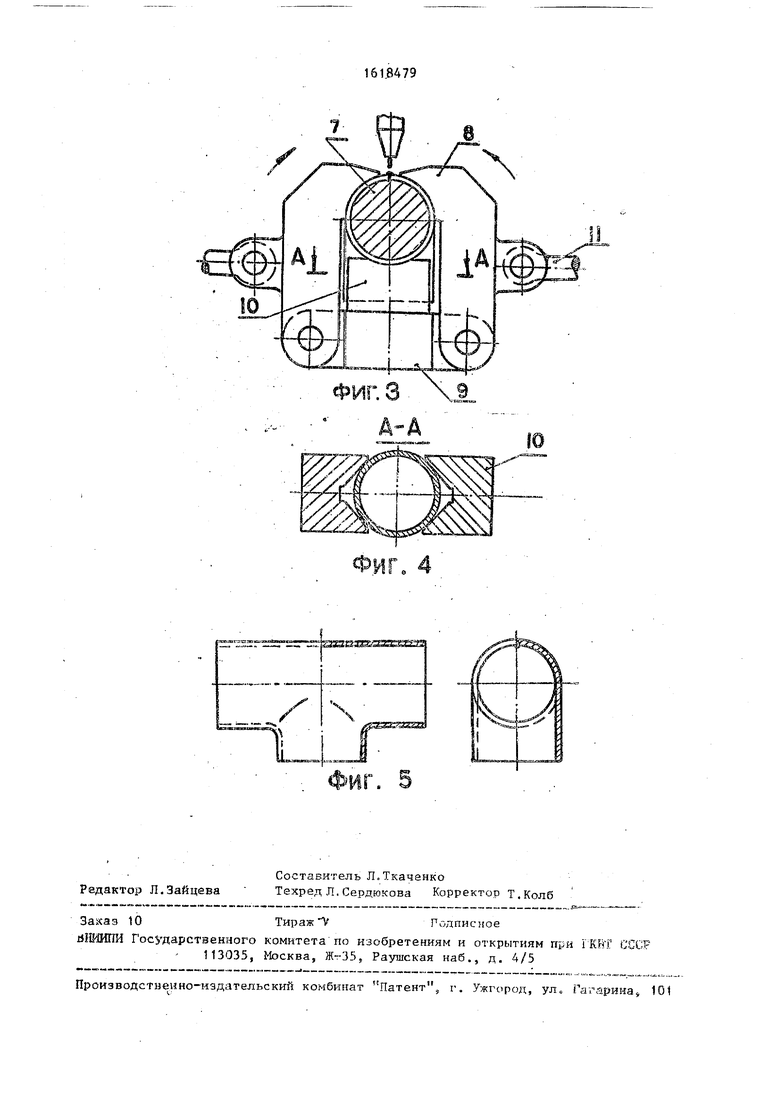
На фиг. 1 показана схема обработки заготовки в штампе (слева от осе- вой Линии - момент окончания гибки заготовки в корытообразную форму, вытяжки колпачка и пробивки в нем отверстия под отбортовку патрубка тройника, справа от. осевой линии - момент окончания отбортовки патрубка)4, на фиг. 2 - заготовка изделия после формовки патрубка в двух проекциях J на фиг. 3 - схема обработки заготовки в совмещенном приспособле- нии - сварка по разъему после свертывания верхней половины тройника и ;кали5рования на оправке; на фиг.4 - разрез А-А на фиг. 3°, на фиг. 5 - г.отсвое изделие в двух, проекциях.
Обработка заготовки 1 осуществляется в совмещенном штампе для формовки патрубка, содержащем формовочную матрицу 2s гибочный, пуансон-прижим 3, пробивной пуансон 4, установ- .ленный в полость формовочной матрицы 2, вытяжной пуансон 5, в котором выполнено сквознре продольное отверстие 6 для выхода отхода после пробивки отверстия в вытянутом колпачке заготовки 1. Вытяжной пуансон 5 одновременно выполняет функцию пробивной матрицы.
Свертывание верхней половины трои пика, калибрование и автоматическая сварка стыка- осуществляются в универсальном приспособлении (фиг. 3), содержащем съемную калибровочную оправку 7, гибочные рычаги 8, шар- нирно смонтированные на станине 9 и жестко установленные на станине 9 ложемента 10. Гибочные рычаги 8 шар- нирно связаны со штоками 11 силовых приводов (не показано).
Способ осуществляют следующим образом.
Прямоугольную заготовку 1 укладывают .на зеркале формовочной матрицы 2. Движением пуансона-прижима 3 вниз
производят- гибку заготовки 1 в корытообразную форму с расположением ее стенок под углом 30-40 относительно друг друга, а последующим перемещением вытяжного пуансона 5 вниз осуществляют вытяжку колпачка при одновременном приложении пульсирующего усилия прижима верхней части заготовки 1 между рабочими поверхностями формовочной матрицы 2 и пуансона- прижима 3. При этом в момент отвода от заготовки пуансона-прижима 3 на величину амплитуды происходит затягивание в течение определенного време- ни вытяжным пуансоном 5 материала заготовки в зону вытяжки колпачка с образованием гофров на освобожденной в этот момент от,прижима верхней половине заготовки тройника. В момент прижима заготовки пуансон-прижим 3 осуществляет осадку образовавшихся на ней перед этим гофров. Такой пульсирующий режим прижима заготовки длится от начала процесса вытяжки колпачка до окончания образования последнего. После окончания процесса вытяжки колпачка при постоянном усилии прижима осуществляют пробивку в колпачке отверстия и отбортовку патрубка.
Пульсирующий режим прижима заготовки включает в себя такие параметры, как величина усилия прижима Ртс, скорость движения пуансона-прижима V мм/с, скорость движения вытяжного пуансона V ,мм/мин и частота пульсации прижима f ударов в минуту. Амплитуда передвижения пуансона-прижима обычно выбирается равной 15 мм.
Изготовление полуфабриката трой ника в штампе осуществляется за один уставов и за един рабочий ход ползу- на пресса. .
Путем проведенных экспериментов было установлено, что оптимальное значение угла «/ (между боковыми рабочими поверхностями формовочной мат- рицы 2) находится в пределах 30-40°, что обеспечивает наиболее благоприятные условия оформления колпачка с . достаточной его высотой при минималь- ном утонении стенки.
Выбор необходимого режима прижима заготовки зависит от пластичности материала заготовки и ее толщины.
Так, например, при изготовлении тройников из нержавеющей стали «арки 12х18НЮТ с толщиной стенки 0,8 мм вытяжка колпачка производилась на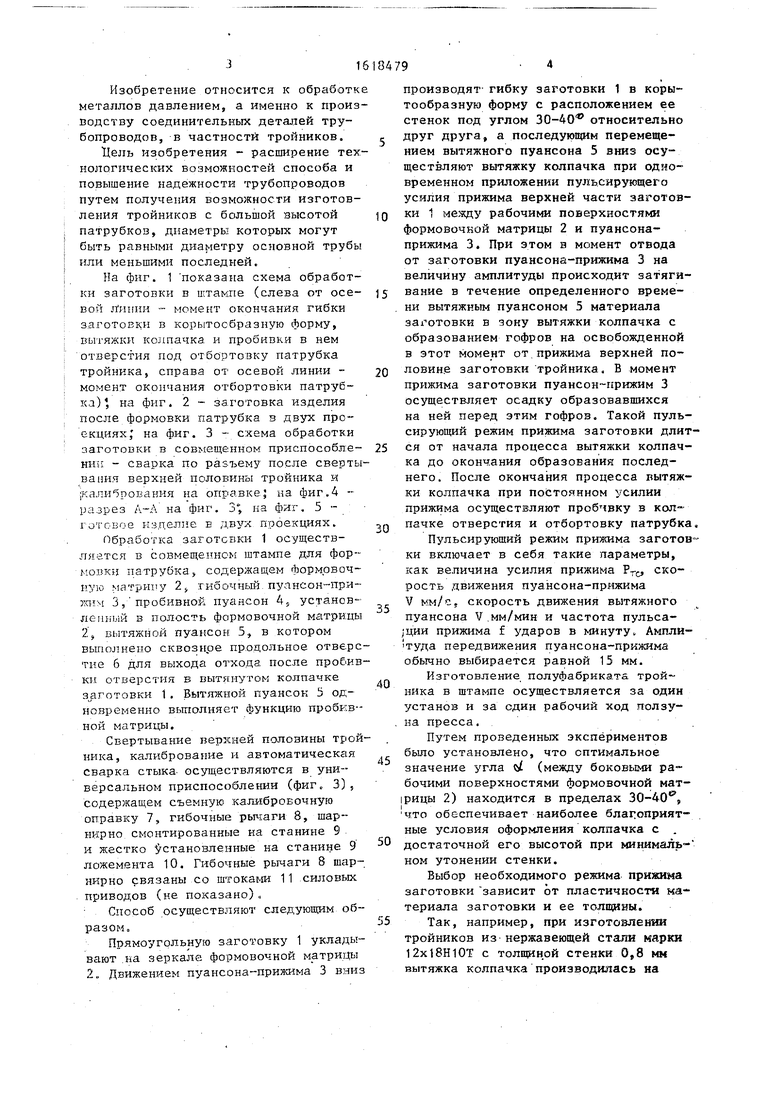
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Штамп совмещенного действия | 1980 |
|
SU927379A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| Способ изготовления полых деталей | 1986 |
|
SU1423222A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
Изобретение относится к обработке металлов давлением, а именно к производству соединительных деталей, трубопроводов, в частности тройников. Цель изобретения - расширение технологических возможностей путем обеспечения возможности изготовления тройников с высотой патрубков, диаметры которых равны диаметру основной трубы или меньшими ее. Тройник изготавливают из листовой заготовки 1 путем гибки ее Б корытообразную форму пуансоном-прижимом 3 с расположением стенок под углом 30-40°. Затем вытягивают колпачок путем приложения пульсирующего усилия прижима верхней части, при котором в момент отводе от пуансона-прижима 3 на величнгу амплитуды происходит затягивание в течение определенного времени, вытяжным пуансоном 5 материала в вытяжки колпачка с образованием гофров на освобожденной верхней части. В момент прижима пуансон-прижим 3 осуществляет осадку образовавшихся говров. После вытяжки колпачка в нем Пробивают отверстие, а верхние части свертывают, сваривают по шву и полученную деталь калибруют. 1 з.п. ф-лы, 5 ил. & (Л
.-./
N
