ел сд
а Изобретение относится к ме санизации процессов подачи заготовок в пресс и может быть использовано для установки штампов в пресс и как передаточное устройство деталей в.технологических потоках. Целью изобратения является расши рение технологических возможностей устройства. На фиг. 1 изображено устройство, глдвный вид; на фиг. ,2 - вид А на фиг. 1. Устройство для загрузки заготово и установки штампов в рабочую зону njjecca содержит подъемный стол 1, приводимый цилиндром 2, закрепленны на неподвижной раме 3, вертикальные направляющие 4, рольганг 5, перемещающийся на катках б. по направляю щим 7, установленным на подъемном столе 1, и закрепляемьй с помощью зажима 8, прихват 9, приводимый рук яткой 10, механизм ориентации 11, устапопленный между роликами 12 рольганга 5 и приводимыйцили1здром 1 переналаживаемый откидной упор 14, еледя ну 1Й упор 15, толкатель 16, каретка 17 которого перемещается на катках 18 по направляющим 19, опирающимся па колонну 20 и на подштамп вую плиту 21 пресса 22 сбокуот мат рицы 23, привод толкателя 24, приводную цепь 25 и тяговую цепь 26. Устройство работает следующим образом. Рольганг 5 выкатывается в рабоче положение и закрепляется зажимом 8, поворотам рычага 10 прихват 9 зажимает крайний ролик 12 рольганга 5, предотвращая его вращение, следящий упор 15 вращением вокруг вертикальной оси отводится в сторону, упор 1 откидывается вниз, механизм ориента ции 11 устанавливается в нижнее пол жение. Толкатель 16 отводится в кра нее (исходное) положение. Стопа заг товок 27 краном укладывается на ролики 12 рольганга 5 и выставляется по оси пресса. Следя11:(ий упор 15 устанавливается над стопой заготовок 27. Включается привод 2 и подъемный стол 1 поднимает стопу, пока верхни лист не коснется следящего упора 15 Включается привод 24 и толкатель 16 приводимый в движение тяговой цепью 26, перемещает верхний лист в прессе 22 до упора 28 в штампе 23 И вращается в исходное положение. Цикл повторяется. После загрузки всей стопы стол опускается. Порядок работы устройства при аагрузкё в пресс узких деталей (например желобов)f укладываемых в ряд по ширине, следующий. Порядок приведения механизмов в исходное подожение аналогичен описанному. Переналаживаемый зшор 14 устанавливается в рабочее положение .(на расстоянии от оси пресса, равное половине ширины детали 29), рычагом 10 отжимается прихват 9 (ролик 12 свободно вращается); подъемный стол 1 устанавливается так, чтобы ролики 12 рольганга 5 бьши на одном уровне с матрицей 23, следящий упор 15 отводится в сторону. На ролики 12 рольганга 5 и механизм ориентации 11 укладываются краном детали 29 в ряд по ширине. Включается привод 13, механизм ориентации 11 поднимается, детали 29 смещаются до упора 14, таким образом крайняя деталь устанавливается по оси пресса, а механизм ориентации 11 вращается в исходное положение , Включается привод 24 и толкатель 16 перемещает деталь 29 в пресс 22 до упора 28, а затем возвращается в исходное положение. Механизм ориентации 11 вновь поднимается и устанавливает по оси пресса следующую деталь и т.д. до загрузки всех деталей. Порядок работы .устройства при установке штампа в пресс следующий. Подъемный стол устанавливается таким образом, чтобы ролики 12 рольганга 5 бьши на одном уровне с подштамповой плитой 21 пресса 22, прихват 9 отжимается, упор 14 откидывается вниз, следящий упор 15 отводится в сторону, каретка 16 отводится в крайнее (исходное) положе- , ние. I . Штамп 23 устанавливается краном на ролики 12 рольганга 5, включается привод 24 и толкатель 16, перемещая штамп 23 по роликам 12, а затем по подштамповой плите 21, устанавливает его в пресс 22. При загрузке в пресс мелких заготовок вручную подъемный стол 1 опускается в крайнее нижнее положение.
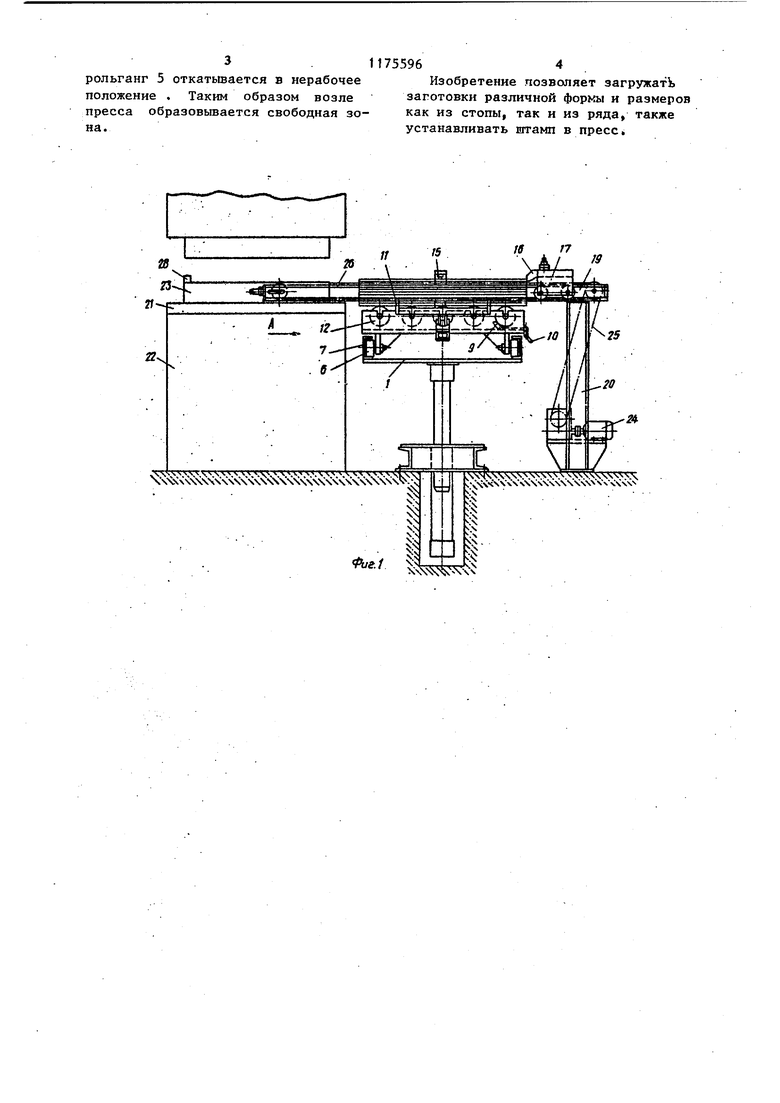
рольганг 5 откатьшается в нерабочее положение . Таким образом возле пресса образовьшается свободная зона.
Изобретение позволяет загружать заготовки различной формы и размеров как из стопы, так и из ряда, также устанавливать штамп в пресс.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для подачи листовых заготовок | 1981 |
|
SU1018762A1 |
| Штамповочный комплекс | 1981 |
|
SU1015991A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Автоматизированная установка для перфорации листовых заготовок | 1983 |
|
SU1091965A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Устройство для смены штамповНА пРЕССАХ | 1979 |
|
SU846311A1 |
УСТРОЙСТВО ,ТПЯ ЗАГРУЗКИ ЗАГОТОВОК И УСТАНОВКИ ШТАМПОВ В РАБОЧЛО ЗОНУ ПРЕССА, содержащее смонтированные на основании шиберный захватный орган, рольганг, подъемный стол для заготовок со следящим упором, отличающееся тем, что, с целью расширения технологических возможностей,оно снабжено механизмом ориентации заготовок, выполненным в виде поворотного рьиага с силовым цилиндром, и установлено с возможностью возвратно-поступательного перемещения в горизонтальной плоскости перпендикулярно направлению подачи заготовок, а рольганг установлен на подъемном столе. g
44 4 4V44X S 4 v . AV4V4XS...NVv. «чхухЧЧчЧхчЧчЧЧЧчЧХ Ч vv I
| Устройство для ультразвукового шлифования и полирования | 1957 |
|
SU114551A2 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
