Изобретение относится к обработке металлов давлеинем, в частности к обработке листового материала, и может быть использовано в различных отраслях машиностроения при изготовлении деталей из листа путем нанесения перфорации,
Известна автоматическая становка для перфорирования листовых загото зок, содержащая систему управления, пресс, тележку с подъемным столом для размещения стопы, механизм разгрузки с захватами, валковый механизм подачи листа в зону обработки, приемный стол для обработанных заготовок, установленный на платформе, механизм разгрузки С 1 1
Недостатком известного устройства является невысокая точность установки листа на столе пресса и небольшие габариты обрабатываемого листа.
Наиболее близким к предлагаемому является автоматизированная установка для перфорации листовых заготовок, содержащая систему управления, пресс с координатным столом, и направляющими, установленную в них подающую ка ретку с зажимами для листа, подъемный стол для размещения стопы и механизм отделения листа от стопы, расположенные по одну сторону пресса, устройство для выгрузки обработанных листов и приемньш стол для их укладки, расположенные по другую сторону С 23.
Недостатком этого устройства являются малые габариты обрабатываемых листов, а их увеличение приводит к значительному конструктивному усложнению устройства и увеличению металлоемкости.
Цель изобретения - расширение технологических возможностей за счет увеличения номенклатуры обрабатываемых листов.
Поставленная дель достигается тем что в автоматизированной установке для перфорац1«1 листовых заготовок, содержащей систему управления, пресс с координатным столом и направляющими установленн то в них подающую каретку с зажимами для листа, подъемньш стол для размещения стопы и механизм отделения листа от стопы, расположенные по одну сторону пресса, устройство для выгрззки обработанных листов и стол для их укладки, рас положенные по другую сторону, координатный стол выполнен в виде установленной на опорах поперек станины пресса и по обе стороны его балки и консольно закрепленной на ней плиты,
механизм отделения листа от стопы выполнен в виде горизонтального расположенного параллельно балке на стойках поворотного вала, рычагов, несущих захваты и закрепленных на
валу с возможностью поворота в вертикальной плоскости.
В плите вьшолнены пазы, параллельные рычагам и расположенные в соответствии с их расположением на пово5 ротном валу.
Кроме того, по меньшей мере два рычага сршбжены передвижными упорами, установленными с возможностью взаимодействия с кромкой стопы и отделен0 кого.листа.
Подающая каретка снабжена датчиками контроля положения листа и контроля его толщины, связанными с системой управления, и толкателями вывода
5 листа из зажима.
Толкатепи вьшода листа из зажима выполнены в виде гидродилиндров, штоки которых связаны с датчиками положения листа.
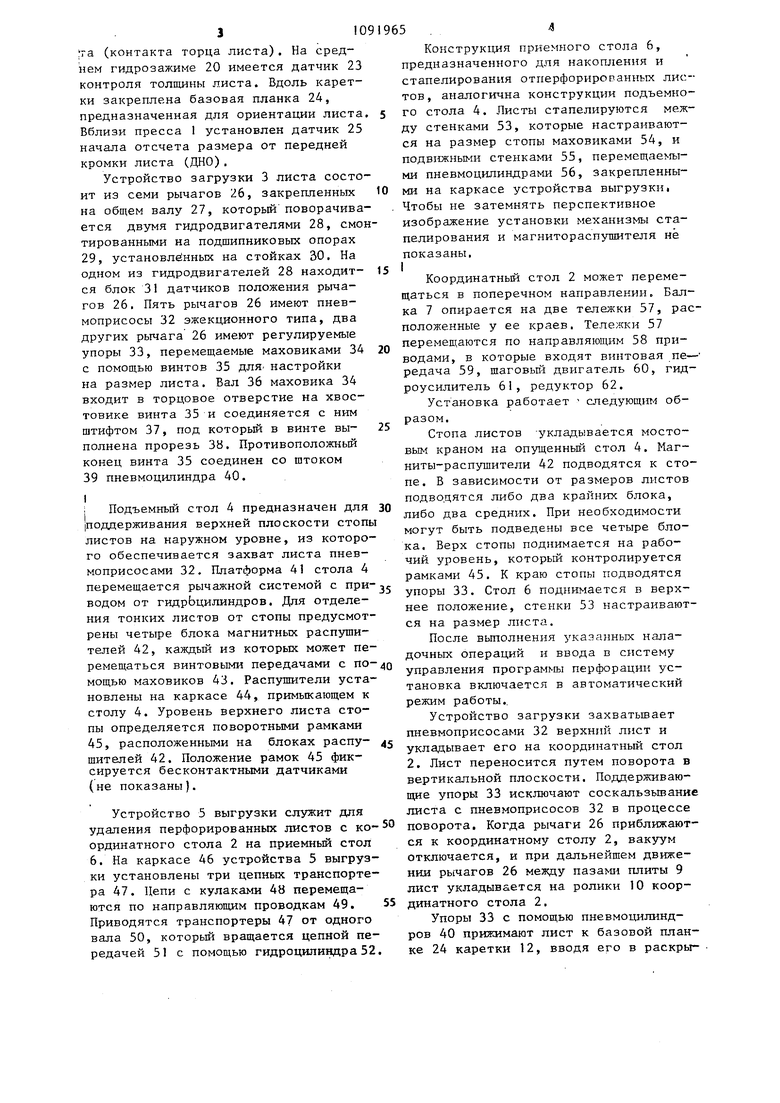
0 На фиг. 1 изображена автоматизированная установка, об, вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 2; на фиг. 4 разрез на фиг. 2; на фиг. 5 5 вариант вьшолнения координатного стола, вид сбоку.
Автоматический комплекс содержит перфорированный пресс Ij координатный стЬл 2, устройство 3 загрузки, подъемд ньш стол 4 для ИСХОДНОЙ стопы листов, устройство 5 выгрузки, приемный стол
6для накопления перфорированных листов ,
Координатньм стол выполнен в виде с сварной балки 7, опирающейся на стойки 8. К балке консольно крепится плита 9 с пазами и роликами 10, На балке
7на направляющих 1 установлена каретка 12, которая перемещается ходовьм винтом 13, вращаемым шаговым электродвигателем 14 через гидроусилитель 15 и редуктор 16. Ходовой винт 13 закреплен в переднем 17 и заднем 18 подщипниковых узлах и имеет убирающиеся промежуточные опоры 19. На-каретке 12 в трех блоках расположены гидрозаж11мы ,20 и два толкателя 2 плунжерного типа, связанные с. датчиками 22 контроля положения лисга (контакта торца листа) . На среднем гидрозажиме 20 имеется датчик 23 контроля толщины листа. Вдоль каретки закреплена базовая планка 24, предназначенная для ориентации листа, Вблизи пресса 1 установлен датчик 25 начала отсчета размера от передней кромки листа (ДНО).
Устройство загрузки 3 листа состоит из семи рычагов 26, закрепленных на общем валу 27, которыйповорачивается двумя гидродвигателями 28, смонтированными на подшипниковых опорах 29, установленных на стойках 30. На одном из гидродвигателей 28 находится блок 31 датчиков положения рычагов 26, Пять рычагов 26 имеют пневмоприсосы 32 эжекдионного типа, два других рычага 26 имеют регулируемые упоры 33, перемещаемые маховиками 34 с помощью винтов 35 для настройки на размер листа. Вал 36 маховика 34 входит в торцовое отверстие на хвостовике винта 35 и соединяется с ним штифтом 37, под который в винте выполнена прорезь ЗЬ. Противоположный конец винта 35 соединен со штоком 39 пневмоцилиндра 40.
I
I Подъемный стол 4 предназначен для
Поддерживания верхней плоскости стопы листов на наружном уровне, из которого обеспечивается захват листа пневмоприсосами 32. Платформа 41 стола 4 перемещается рычажной системой с приводом от гидрЬцилиндров. Для отделения тонких листов от стопы предусмотрены четыре блока магнитных распушителей 42, каждый из которьк может перемещаться винтовыми передачами с помощью маховиков 43. Распушители установлены на каркасе 44, примыкающем к столу 4. Уровень верхнего листа стопы определяется поворотными рамками 45, расположенными на блоках распущителей 42. Положение рамок 45 фиксируется бесконтактными датчиками (не показаны).
Устройство 5 выгрузки служит для удаления перфорированных листов с координатного стола 2 на приемньй стол 6. На каркасе 46 устройства 5 выгрузки установлены три цепных транспортера 47. Пепи с кулаками 48 перемещаются по направляющим проводкам 49. Приводятся транспортеры 47 от одного вала 50, которьй вращается цепной передачей 5 с помощью гидроцилиндра 52
Конструк1Ц1Я приемного стола 6, предназначенного для накопления и стапелирования отперфорированных листов, аналогична конструкции подьемного стола 4. Листы стапелируются между стенками 53, которые настраиваются на размер стопы маховиками 54, и подвижными стенками 55, перемещаемыми пневмоцилиндрами 56, закрепленными на каркасе устройства выгрузки Чтобы не затемнять перспективное изображение установки механизмы стапелирования и магнитораспущителя не показаны. I
Координатньй стол 2 может перемещаться в поперечном направлении. Балка 7 опирается на две тележки 57, раположенные у ее краев. Тележки 57 перемеш;аются по направляющим 58 приводами, в которые входят винтовая пе- редача 59, щаговьш двигатель 60, гидроусилитель 61, редуктор 62.
Установка работает следующим образом.
Стопа листов -укладывается мостовым краном на опущенный стол 4. Магниты-распушители 42 подводятся к стопе. В зависимости от размеров листов подводятся либо два крайних блока, либо два средних. При необходимости могут быть подведены все четыре блока. Верх стопы поднимается на рабочий уровень, который контролируется рамками 45. К краю стопы подводятся упоры 33. Стол 6 поднимается в верхнее положение, стенки 53 настраиваются на размер листа.
После выполнения указанных наладочных операций и ввода в систему управления программы перфорации установка включается в автоматический режим работы..
Устройство загрузки захватьшает пневмоприсосами 32 верхн1пЧ лист и укладывает его на координатный стол 2. Лист переносится путем поворота в вертикальной плоскости. Поддерживающие упоры 33 исключают соскальзьшание листа с пневмоприсосов 32 в процессе поворота. Когда рычаги 26 приближаются к координатному столу 2, вакуум отключается, и при дальнейщем движении рычагов 26 между плиты 9 лист укладывается на ролики 10 координатного стола 2.
Упоры 33 с помощью пневмоцилиндров 40 прижимают лист к базовой планке 24 каретки 12, вводя его в раскрытые гйдрозажимы 20, и перемещают плун жеры толкателей 21, полости которых открыты в это время на слив. Когда срабатьшают оба датчика 22, фиксиру.ни;ив конечное положение плунжеров толкателей 21 и прилегание листа к базовой планке 24, гидрозажимы 20 за крываются и каретка 12 начинает подай ать лист в рабочую зону пресса 1, Если по каким-либо причинам на стол 2 уложено два листа, датчик 23, измеряющий толщину листа, блокирует подачу, исключая поломку пуансонов щтампа.
После пересечения передней кромко листа датчика 25, расположенного на известном расстоянии от оси штампов, начинается отработка шаговым приводо этого расстояния, а затем отработка заданной программы перфорации первого ряда (первых рядов) отверстий. Затем инструмент пресса перемещается в поперечном направлении и при возвратном движении каретки 12 продолжается перфорация следующего ряда
Когда пресс 1 оснащен неподвижным инструментом в горизонтальной плоскости, то перемещение обрабатываемого листа осуществляется вместе со столом 2, Стол 2 перемещается в поперечном направлении на необходимое расстояние при помощи тележек 57 по направляющим 58.
Когда выполнены все технологические операции, заданные программой перфорахши, лист транспортируется на позицию выгрузки. Зажимы 20 раскрываются, лист выталкивается из зажимов 20 толкателя 21. Каретка 12 возвращается в исходное положение, а лист кулаками 48 цепных транспортеров 47 механизма выгрузки удаляется с координатного стола 2 на стол 6, где укладывается (стапелируется) между подвижными 53 и неподвижными 55 стенками.
Укладка следующего листа происходит следующим образом. Как только лист в процессе перфорации первых рядов отверстий, двигаясь к штампу, открывает зону загрузки, рычаги 26 выходят из пазов координатного стола 2 и возвращаются к стопе листов, а когда лист после окончания перфорации, двигаясь к позиции сброса, покинет рабочую зону, начинается укладка следующего листа на координатный стол 2, т.е. начинается цикл обработки следующего листа. Процесс продолжается до выработки всех листов стопы, уложенной на подъемном столе 4.
Предлагаемая автоматизированная установка позволяет обрабатывать листы различных типоразмеров длиною до 4-6 м.
45
к
«о
CU
3 & ir - СЧ1СО t- TJ 1 Ча t«S - 33 26
ВидА
ие.З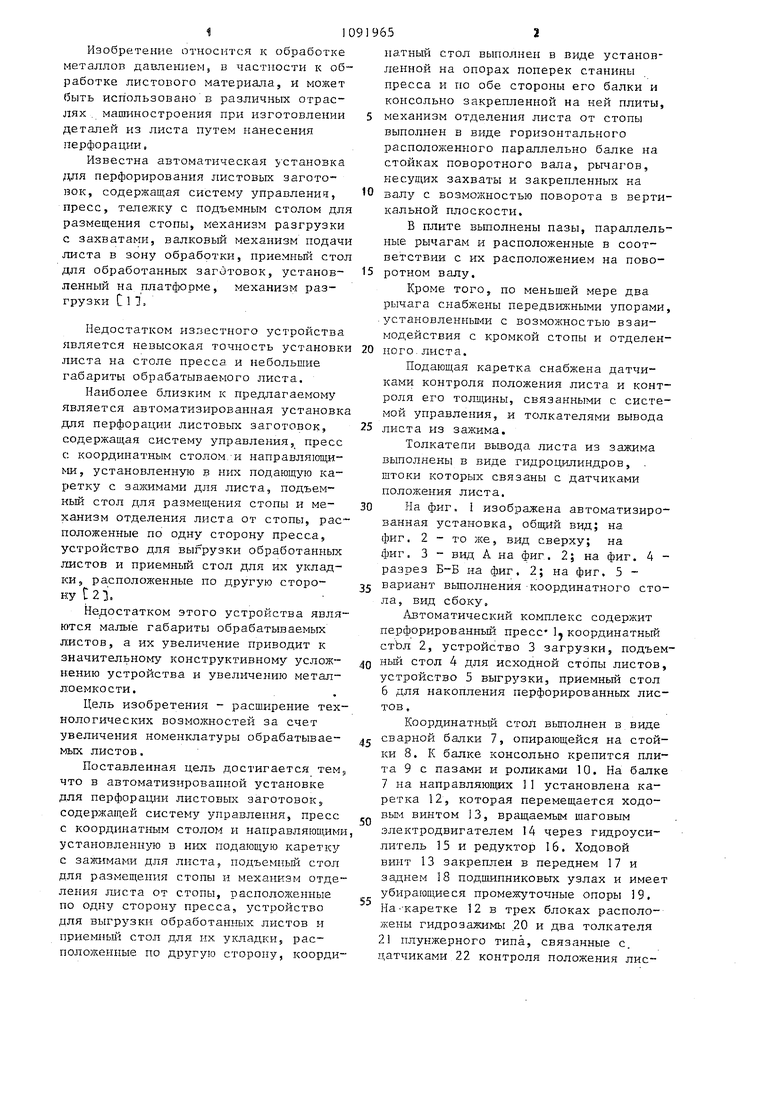

| название | год | авторы | номер документа |
|---|---|---|---|
| Модуль для автоматизированной безраскройной листовой штамповки | 1987 |
|
SU1505641A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированная линия для листовой штамповки | 1985 |
|
SU1319981A1 |
| Устройство для подачи полос | 1983 |
|
SU1175839A1 |
| Модуль для автоматизированной безраскройной листовой штамповки | 1987 |
|
SU1484412A1 |
| Автоматизированный комплекс для обработки листового материала | 1987 |
|
SU1475757A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для подачи листовых заготовок в пресс | 1986 |
|
SU1393506A1 |
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |

1. АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ПЕРФОРАЦИИ ЛИСТОВЫХ ЗАГОТОВОК, содержащая систему управления, пресс с координатным столом и направляющими, установленную в них подающую каретку с зажимами для листа, ПОДЁемный стол для размещения стопы и механизм отделения листа от стопы, расположенные по одну сторону пресса, устройство для выгруяки обработанньк листов и приемный стол для их уклад-ки, расподоженные по другую сторону отличающаяся тем, что, с целью расширения технологических возможностей за счет увеличения номенклатуры обрабатываемых листов, координатный стол выполнен в виде установленной на опорах поперек станины пресса и по обе стороны его балки и консольно закрепленной на ней плиты, механизм отделения листа от стопы выполнен в виде горизонтально расположенного параллельно балке на стойках поворотного вала, рьтагов, несущ1х захваты и закрепленных на валу с возможностью поворота в вертикальной плоскости. 2.Установка по п. 1, отличающаяся тем, что в плите выполнены пазы, параллельные рычагам и расположенные в соответствии с их рас(О положением на поворотном валу. (Л 3.Установка по п. 1, отличающаяся тем, что по меньшей с: мере два рычага снабжены передвижными упорами, установленными с возможностью взаимодействия с кромкой стопы и отделенного листа. о ф 4.Установка по п. 1, о т л и ч ающа я с я тем, что подающая каретка снабжена датчиками контроля со положения листа и контроля его толщи35 ЬГ1 ны, связанными с системой управления, и толкателями вывода листа из зажима 5.Установка по п. 4, отличающаяся тем, что толкатели вьшода листа из зажима вмполнены в виде гидроцилиндров, птоки которых связаны с датчиками положения листа.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Средства механизации и автоматизации холодной штамповки | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Руководящий технический материал | |||
| М., 1971, с | |||
| Контактное устройство | 1974 |
|
SU501503A1 |
| РУЧКА С РЕЗЕРВУАРОМ ДЛЯ ЧЕРНИЛ | 1922 |
|
SU402A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
