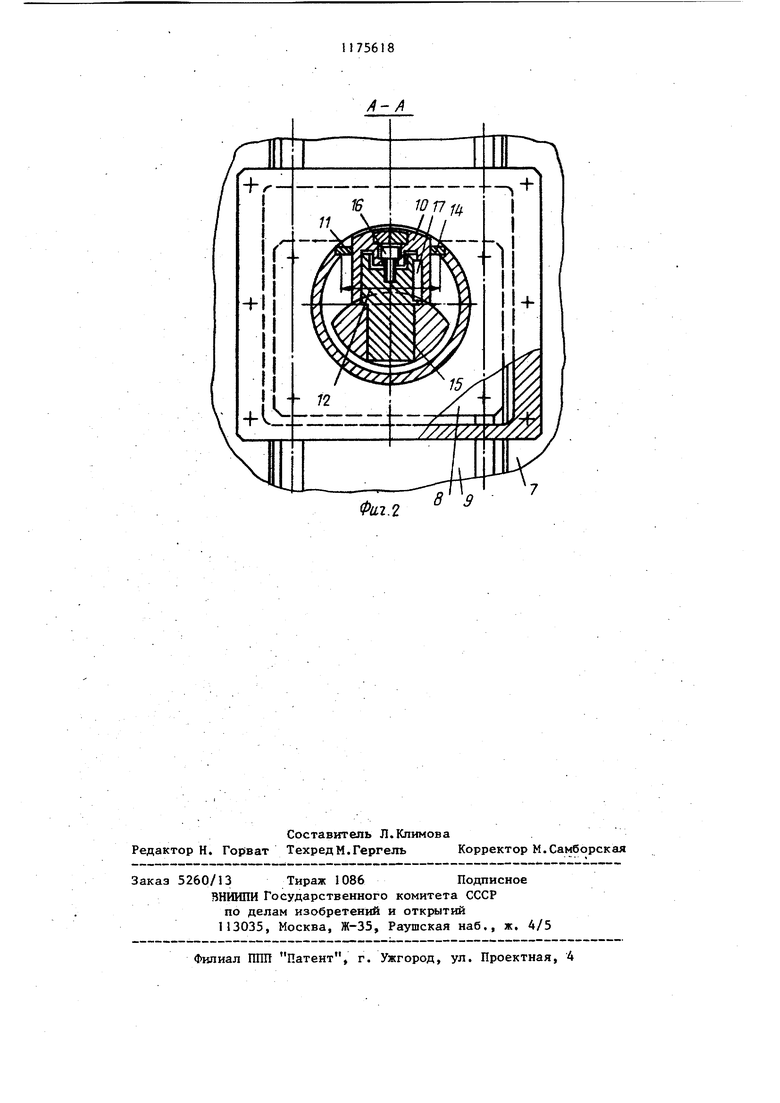
J1 Изобретение относится к станкостроению и может найти применение в металлообработке, в частности в качестве резцовых наладок для расточки и подрезки торцов деталей. Цель изобретения - повышение качества обрабатываемого отверстия и производительности обр аботкй путем повьшения жесткости стержней, несущих резцы, -за счет увеличения момен та инерции их поперечных сечений. . На фиг.1 изображена резцовая наладка для расточки и подрезки, общи вид; на фиг.2 - разрез А-А на фиг,1 Резцовая наладка содержит расположенные параллельно друг другу дер жавки 1 и 2, несущие соответственно расточной резец 3 и подрезные резцы 4 и 5. Державка I выполнена в виде поло цилиндра с фланцем 6, посредством которого он закреплен на корпусе планшайбы 7 станка. Державка 2 выполнена с диаметром, меньшим чем внутренний диаметр полого ципиндра, и установлена в нем с зазором, равным величине радиальной подачи подрезньтх резцов 4 и 5, и с фланцем 8, с помощью которого он закреплен на радиальном суппорте 9 плашпайбы 7. Державка 2 снабжена цилиндрическим стержнем 10, на котором закреплены подрезные резць 4 и 5 и размещены внутри державки I, на цилиндрической поверхности которого выполнена лыска 11, образующая сквозное отверстие 12, которое плотно закрывается крышкой 13 с ципиндриче ким отверстием, снабженным уплотнительным кольцом 14, для прохода стержня 10. 82 С целью возможности осуществления замены подрезных резцов 4 и 5 цилиндрический стержень 10 выполнен съемным и закреплен на цилиндрическом выступе 15 с помощью винта I6 и шпонки 17, а выступ 15 связан с телом державки 2, например запрессован в негр и сварен. Поперечное сечение державки 2 может быть вьшолнено в виде зллипса с большими радиусами, равными внутреннему радиусу державки 1 и обращенньми в сторону радиального хода суппорта 9. Устройство работает следующим образом. Перед началом обработки державка 2 устанавливается автоматически ходом радиального суппорта 9 в исходное нижнее положение до срабатывания злектрического сигнала. Так как расточной резец 3 стоит впереди подрезных резцов 4 и 5 в направлении осевой подачи планшайбы 7, то первоначально осуществляется расточка отверстия, по окончании которой осевая подача автоматически прекращается и подается команда на радиальную подачу суппорта 9. При зтом сначала осуществляется подрезка прямого торца детали резцом 4, затем державка 2 возвращается в исходное положение, после чего подается команда на быстрый ход вперед вдоль оси планшайбы 7 до останову резца 5 в положении начала подрезки обратного торца. Затем включается повторная радиальная подача суппорта 9, после окончания подрезки державка 2 занимает исходное положение и подается команда на выход державки из обработанного отверстия.
8 3
Фаг.2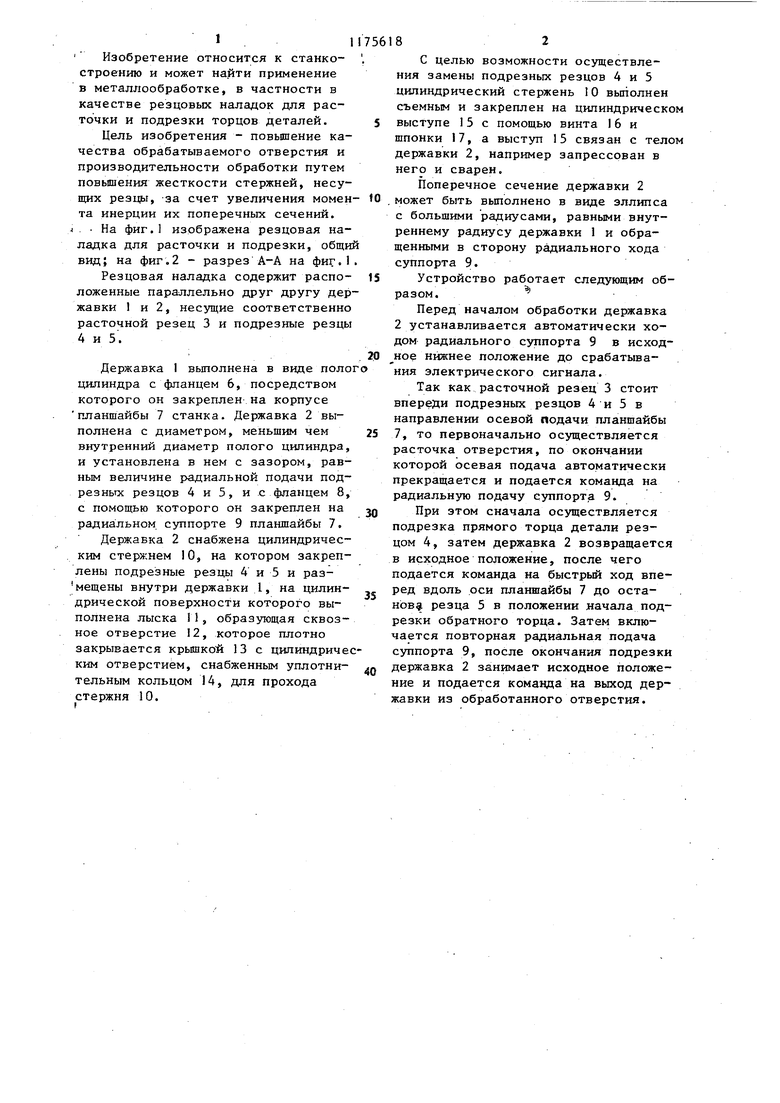
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая наладка для расточки и подрезки торцов | 1987 |
|
SU1496933A2 |
| Резцовая наладка для расточки и подрезки торцов | 1984 |
|
SU1253742A1 |
| Борштанга | 1990 |
|
SU1743710A1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| Резцовая головка для расточки и подрезки | 1979 |
|
SU880636A1 |
| Устройство для расточки | 1982 |
|
SU1143520A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
| Устройство для расточки соосных отверстийи пОдРЕзКи ТОРцОВ | 1979 |
|
SU848161A1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| Устройство для расточки и подрезки торца | 1980 |
|
SU867527A1 |
РЕЗЦОВАЯ НАЛАДКА ДЛЯ РАрТОЧКИ И ПОДРЕЗКИ ТОРЦОВ, содержащая расположенные параллельно одна другой , державки с резцами, причём державка с расточным резцом установлена на корпусе планшайбы, а державка с подрезными резцами - на радиальном суппорте планшайбы, отличающаяся тем, что, с целью повышения качества обрабатываемого отверстия и производительности обработки, резцовая наладка снабжена цилиндрическим стержнем, установленным на державке с подрезными резцами и предназначённьм для закрепления последних, а державка с расточным резцом выполнена в виде охватывающего державку с подрезными резцами полого цилиндра с отверстием на его цилиндрической поверхности для прохода упомянутого стержня,при этом .державка установлена в отверстии ци-, (Л линдра с зазором. ел Од 00
| Специальный расточной станок мод | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
