т
г.1
Изобретение относится к обработке металлов резанием и может быть использовано для вьтолнения операций сверления и резьбонарезания за один проход инструмента.
Цель изобретения - повышение производительности устройства и упрощение его конструкции путем сокращения времени на регулирование осевой подачи инструмента и переключение механизма его смещения в радиальном направлении.
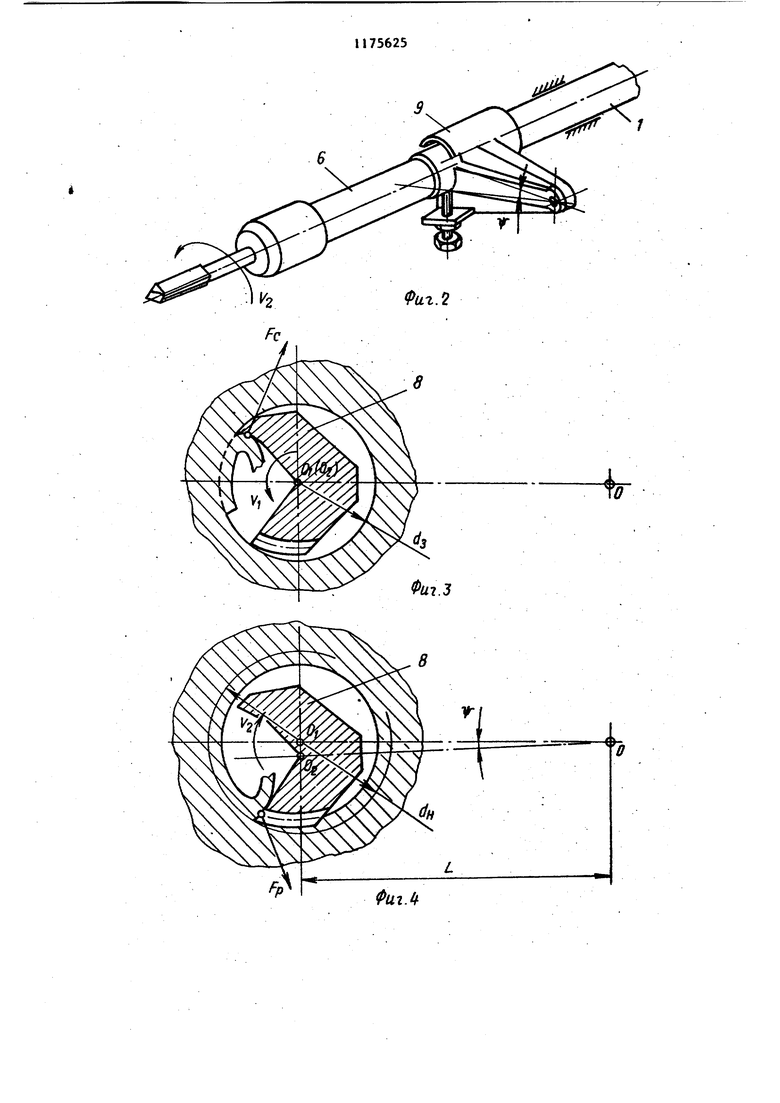
На фиг. 1 изображено устройство для обработки отверстий при прямом ходе} на фиг. 2 - устройство для обработки отверстий при обратном ходе; на фиг. 3 - поперечное сечение инструмента в зоне резания при прямом ходе; на фиг. 4 - поперечное сечение инструмента в зоне резания при обратном/ходе; на фиг. 5 - конструкция инструмента.
Устройство для обработки отверсти содержит шпиндель 1« установленный в корпусе 2 с возможностью вращения и осевого перемещения. На шпинделе 1 размещен кронштейн 3, несущий палец 4, на котором с возможностью поворота установлен рычаг 5 с закрепленным в нем инструментодержателем 6 На инструментодержателе 6 установлен патрон 7 с инструментом 8. На кронштейне 3 выполнен упор 9 и размещен ограничительный винт 10. На противоположном конце шпинделя 1 установлен копирный винт 1 I, по поверхности одной резьбы которого выполнена другая нарезка с шагом, неравным шагу основной резьбы.
На копирном винте 11 установлены копирная гайка 12 и копирная гайка 13, взаимодействз/ющие с соответствующими резьбами копирного винта 11. Копирные гайки установлены с возможностью вращения в корпусе двусторонней электромагнитной муфты 14,закрепленной неподвижно.
Устройство для обработки отверстий работает следукнцим образом.
пйинделю 1 сообщают вращение V( с одновременным осевым перемещением, которое обеспечивается при включении правой обмотки электромагнитной муфты 14 и сцеплении ее с копирной гайкой 13. Шаг резьбы указанной копирной гайки равен подаче на один оборот шпинделя для операции вьтолняемой инструментом 8 при прямом ходе - сверления (рассверливания). Движение со шпинделя 1 переедается через рычаг 5 на инструментодержатель 6, который под действием силы резания Fj, (фиг. 3), действующей на режущий зуб инструмента, прижимается к упору 9 кронштейна 3. При зтом ось Oj инструмента В совпадает с осью О,- шпинделя 1 и происходит сверление либо рассверливание отверстия (до диаметра dg), предназначенного под резьбонарезание (фиг. 3).
Прсле обработки гладкого цилиндрического отверстия на требуемую глубину шпинделю 1 сообщается движение реверсирования Vj, при этом сила резания F (фиг. 4), Действующая на резьбообразующий зуб инструмента 8, поворачивает инструмент с инструментодержателем 7 и рычагом 5 относительно оси 4 (точка О на фиг. 4) до упора с ограничительным винтом 10 на угол (f . L - расстояние между пальцем 4 и шпинделем 1. Угол (j/ обеспечивает такое смещение оси О, инструмента 7 относительно оси 0 шпинделя 1, чтобы резьбообразующий зуб инструмента 8 внедрился в обрабатываемую поверхность в радиальном направлении на высоту образуемого резьбового профиля, т.е. до диаметра d. При этом включена левая обмотка электромагнитной муфты 14, с которой сцеплена копирная гайка 12 с шагом резьбы, равным шагу резьбы, нарезаемой инструментом 8 в обрабатываемом отверстии при реверсировании Ул шпинделя 1..
Диаметр рабочей части инструмента должен быть равным внутреннему диаметру резьбового отверстия d, величина L -расстояние от пальца 4 до оси шпинделя - выбирается из конструктивных соображений. В зависимости от этих параметров и параметров резьбового отверстия выбирается угол (f,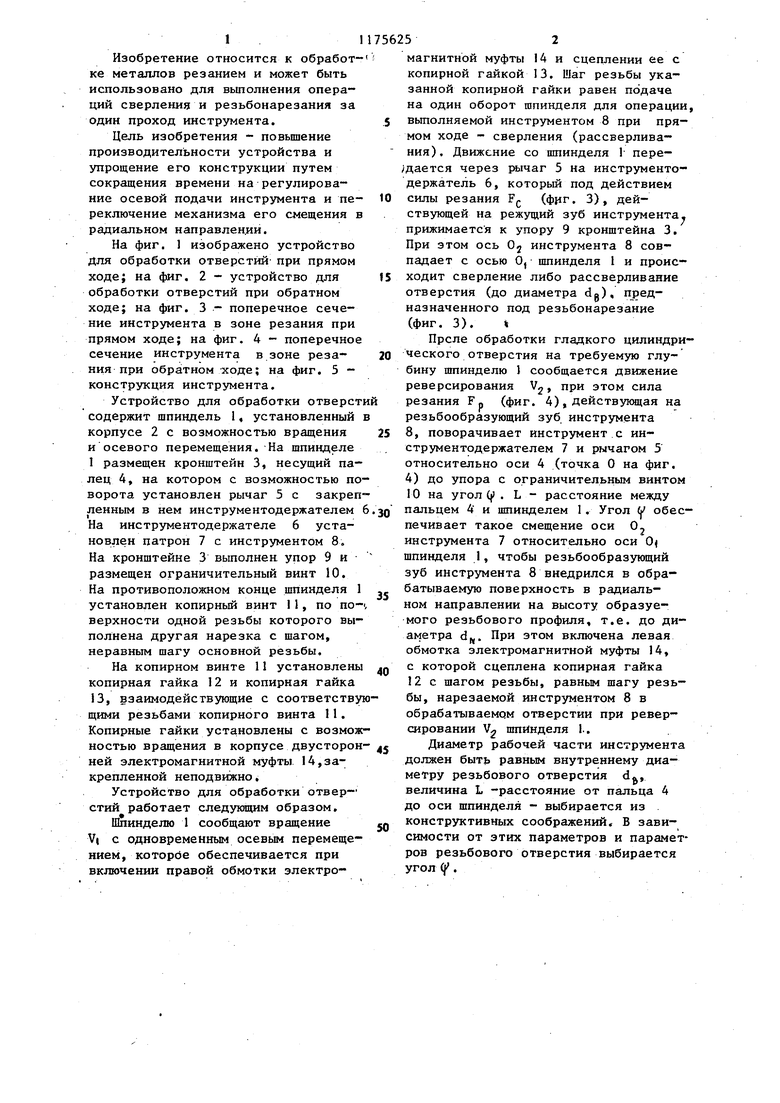
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Резьбонарезная головка | 1976 |
|
SU603511A1 |
| Оправка для нарезания резьбы метчиком | 1984 |
|
SU1238911A1 |
| Устройство для нарезания резьбы | 1982 |
|
SU1071382A1 |
| Резьбонарезная насадка | 1983 |
|
SU1133050A1 |
| УСТРОЙСТВО ДЛЯ МНОГОИНСТРУМЕНТАЛЬНОЙ ОБРАБОТКИ ОТВЕРСТИЙ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 2000 |
|
RU2184638C2 |
| Оправка для нарезания резьбы метчиком | 1986 |
|
SU1437167A2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
| Головка для нарезания внутренней резьбы резцом | 1976 |
|
SU614910A2 |
| Устройство для обработки резьбовых отверстий | 1984 |
|
SU1220897A1 |
I. УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ, содержащее привод вращения шпинделя с инструментодержателем, механизм их осевого перемещения, включающий копириый винт с двумя копирными гайками, и механизм смещения инструментодержателя в радиальном направлении, отличающ е вся тем, что, с целью повьппения производительности устройства и упрощения его конструкции, механизм смещения инструментодержателя в радиальном направлении выполнен в закрепленного на шпинделе кронштейна, несущего палец, параллельный оси шпинделя, и установленного на пальце с возможностью поворота рычага с закрепленным в нем инструментодержателем, причем кронштейн снабжен упором и ограничительным винтом для поочередного взаимодействия с инструментодержателём. ., 2. Устройство по п. 1, о т л и I чающееся тем, что резьбы разного шага под гайки выполнены (Л на одном участке копирного винта, а гайки установлены с возможностью вращения и поочередного взаимодействия с упомянутыми резьбами.
| Устройство для автоматического нарезания внутренней резьбы | 1972 |
|
SU477795A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
