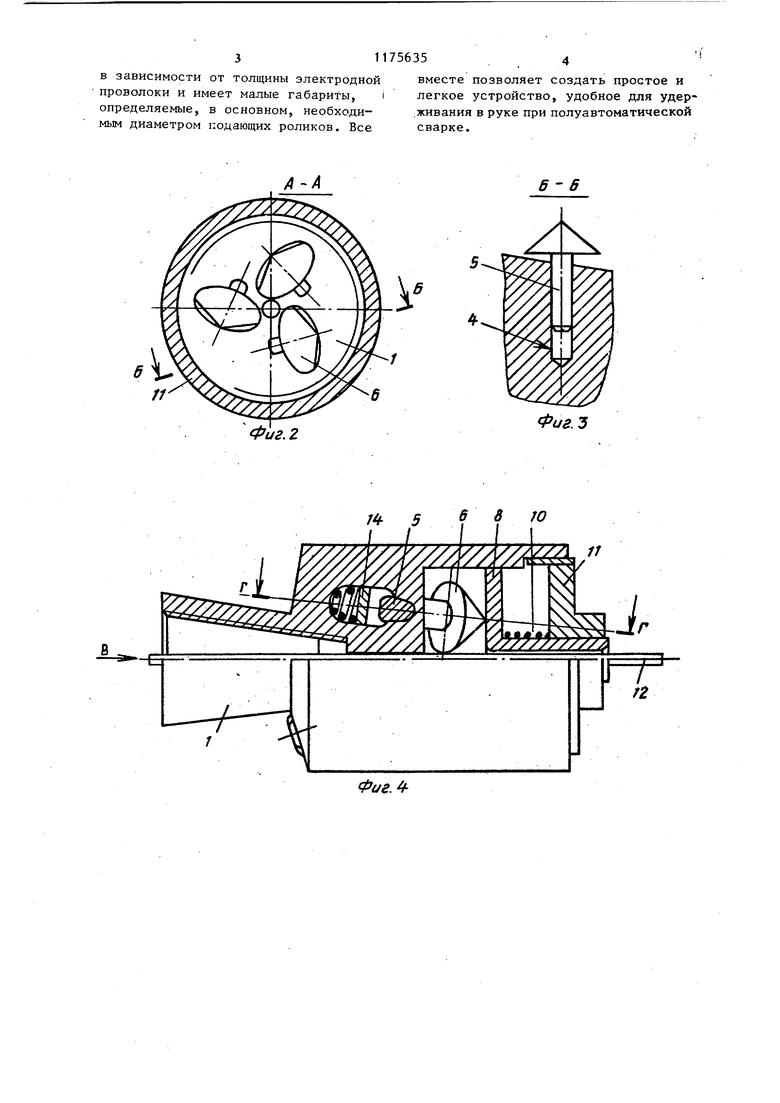
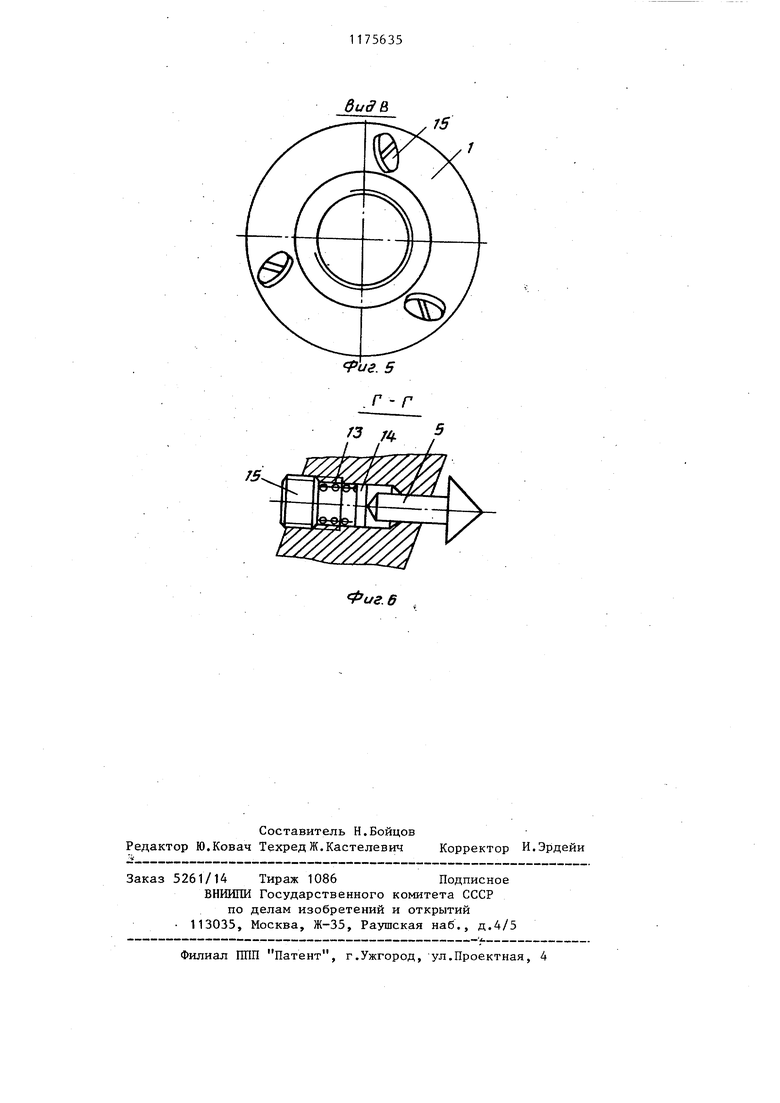
1 Изобретение относится к сварочной технике и может найти применение в устройствах подачи сварочной проволо ки в сварочных автоматах и полуавтоматах. Цель изобретения - упрощение конс рукции и снижение габаритов устройства. Указанная цель достигается тем, что в устройстве, содержащем связанный с электродвигателем корпус с осе вым отверстием и установленными в нем роликами со скрещивающимися осями, подпружиненный упор и регулировочную гайку, ролики снабжены с одной стороны валами, установленными в отверстиях корпуса, выполненными наклонно к осевому каналу. На фиг.1 изображено предлагаемое устройство, продольный разрезi на фиг.2 - разрез А-А на фиг.1 на фиг разрез Б-Е на фиг.2J на фиг.4 - устройство, продольный разрез (вариант); на фиг.5 - вид В на фиг.4; на фиг.6 - разрез Г-Г на фиг.4. Устройство содержит корпус 1 со сквозным осевым каналом 2 и конусом 3 под пустотелый вал приводного элек тродвигателя (не показан). На торцовой поверхности корпуса просверлены скрещивающие отверстия. 4 таким образом, что оси отверстий 4 наклонены к продольному каналу 2. В отверстия 4 вставлены валики 5 роликов 6, упирающихся КОНУСНЬГМИ вы ступами 7 в упор 8, также имеющий сквозной канал 9, соосный каналу 2 корпуса 1. Упор 8 поджат пружиной 10, упирающейся в регулировочную гай ку 1 1 , навинченную на корпус 1. Устройство работает следующим образом. Сварочную проволоку t2 вводят в каналы 2 и 9 устройства, пропуская между роликами 6, для чего несколько отворачивают гайку 11, ослабляя пружину 10. При этом неподжатый упор 8 может быть подан в сторону пружины 10, н.апример при повороте устройства гайкой 11 вниз. . Вместе с упором под действием со ственного веса вьщвигаются и валики 5 вместе с роликами 6. При этом ролики 6 несколько расходятся за счет расходящихся осей отверстий 4, После пропускания проволоки 12 заворачивают гайку 11, которая, воз действуя через пружину.10 и упор В 35 на выступы 7 роликов 6, прижимает их к проволоке 12. При включении электродвигателя корпус 1 приводится во вращение и ролики 6 начинают обкатывать проволоку 12, вращаясь своими валиками 5 в отверстиях 4 корпуса. За счет разворота роликов 6 их вращательное движение преобразуется в поступательное движение проволоки, которая, выступая из канала 9, подается на сварку. Изменение толщины проволоки компенсируется большей или меньшей затяжкой колпака 11. Корпус 1 целесообразно изготовить из железо-графитового материала метоДом прессования порошка - этот материал обладает свойством самосмазки. Кроме того, в отверстия 4 может быть помещена смазка, в результате чего легко решается проблема смазки вращающихся деталей. Показанный на фиг.4-6 вариант устройства отличается от первого варианта (фиг.1-3) тем,.что изменяется конфигурация корпуса 1 и колпака 11 (он выполнен в виде резьбовой крышки, а валики 5 дисков 6 наклонены в направлении подачи проволоки 12. Кроме того, валики поджаты пружинами 13 посредством шайб 14, помещенных в сквозные сверления корпуса Iи закрытых пробками 15. Работа устройства по второму варианту аналогична работе по первому варианту, но при введении проволоки в устройство для разведения роликов необходимо завернуть крьш1ку 11 (ролики уходят в сверления 4, преодолевая действие пружин 13), а после введения проволоки - вернуть крьш1ку IIв прежнее состояние. При вращении корпуса 1 (в этом варианте он вращается- в другую сторону) ролики, врезаясь в проволоку 12 по винтовой линии, стремятся сжать пружины 13. Поэтому степенью завинчивания пробок 15 регулируют оптимальное поджатие роликов 6. Улор 8 в этом варианте является лишь ограничителем вьщвижения роликов 6 вперед (по ходу подачи проволоки). Таким образом, предлагаемое устройство просто по конструкции, поскольку содержит небольшое число деталей, допускает легкую регулировку
311756354
в зависимости от толщины электродной вместе позволяет создать простое и проволоки и имеет малые габариты, i легкое устройство, удобное для удеропределяемые, в основном, необходи- .живанияв руке при полуавтоматической мым диаметром подающих роликов. Все сварке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1976 |
|
SU939173A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРОВОЛОКИ | 1972 |
|
SU349518A1 |
| Механизм подачи сварочной проволоки | 1989 |
|
SU1764883A1 |
| Устройство для мерной резки проволоки | 1985 |
|
SU1294439A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН | 2000 |
|
RU2166399C1 |
| Устройство для подачи сварочной проволоки | 1979 |
|
SU872100A1 |
1. УСТРОЙСТВО ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ, содержащее связанный с электродвигателем корпус с осевым каналом для сварочной проволоки, подающие ролики со скрещивающимися осями и регулировочную гайку, отличающееся тем, что, с целью упрощения конструкции, оно снабжено подпружиненным упором, установленным с возможностью контактирования с подающими роликами и взаимодействия с регулировочной гайкой, а подающие ролики выполнены конусными и устанорлены в отверстиях, выполненных в корпусе, с возможностью перемещения. 2. Устройство ПОП.1, отличающееся тем, что, с целью обеспечения регулирования усилия поджима сварочной проволоки, подающие ролики подпружинены со стороны корпу(С са. ел Од со ел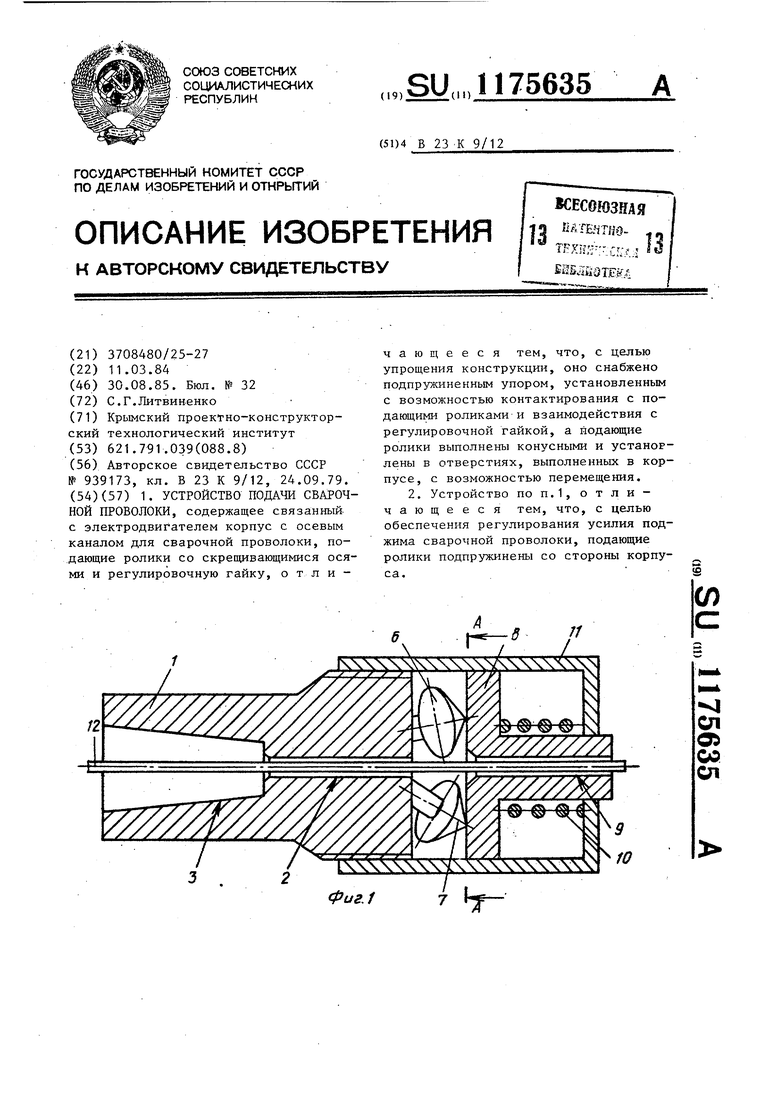
fl
Фиг, 2
6 - В
хч
Фиг-Ъ
/ 5 f
Фиг.
3 Ji
Фиг. 6
| Устройство для подачи сварочной проволоки | 1976 |
|
SU939173A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
