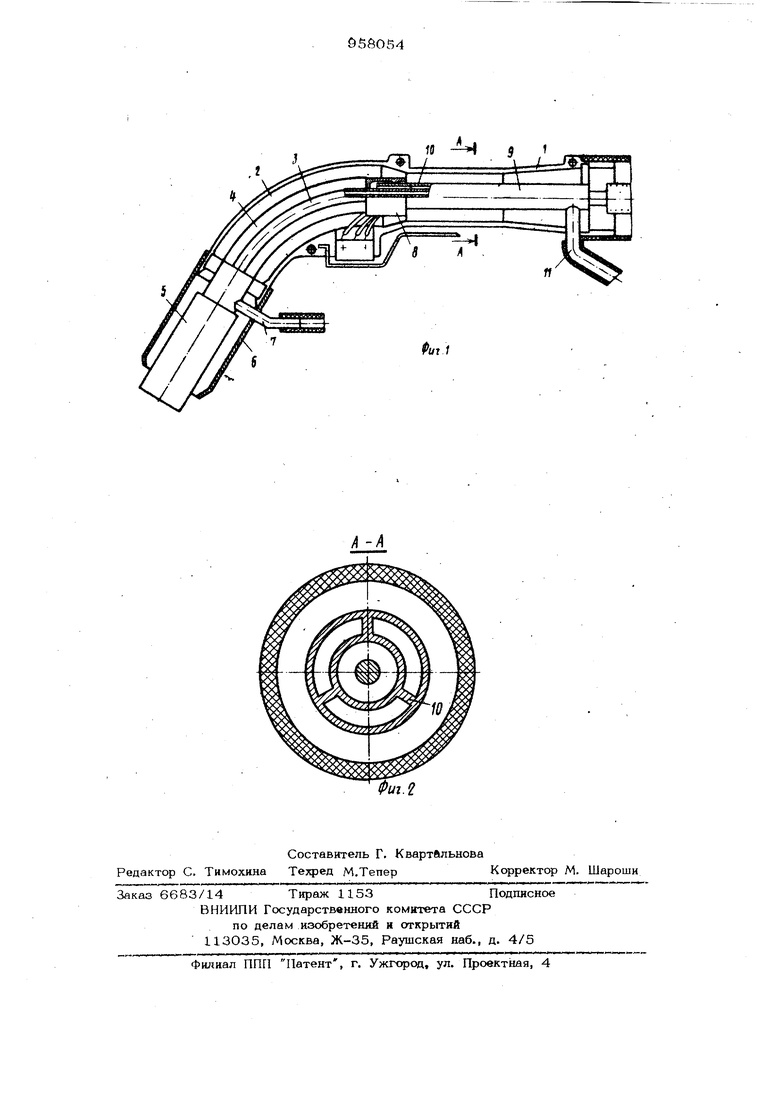
395 В процессе сварки вьщеляющиеся газы и аэрозоль подсасываются в насадку и далее, через рукав, удаляются из зоны сварки. Медостатком такой горелки является то, что охлаждение наиболее теплонапряже)1ных элементов осуществляется за счет теплосъема потоком отсасываеморо воздуха и подаваемым газом, что в ряде случаев недостаточно. В результате недостаточного охлажде ния токоведущих элементов и наличия выступа в аспирационном тракте, образующего лабиринтный канал для всасываем го потока газопылевьщелений, происходит засорение аэрозолем части токоведущих элементов, расположенных в насадке, и накопление аэрозоля перед выступом. Это приводит к резкому снижению теплоотдачи токоведущими элементами. Кроме того, повышается аэродинамиче ское сопротивление аспирационного тракта, что резко снижает эффективность системы газоотсоса. Энергия эжектирующего газа используется нерационально, поскольку в зоне наиболее низких температур (на выходе ,сопла) отсутствует омывание холодным воздухом теплонапряженных элементов. Несмотря на то, что сопло эжектора ЯБляется наиболее холодным элементом горелки, отсутствует ее непосредственный контакт с-токоведущим корпусом. Кроме того, подаваемый к соплу эжектирующий газ не контактирует;с токоведущим корп сом, поскольку канал для его подачи вы полнен в виде отдельной трубки. Таким образом, энергия эжектирующе го газа используется для удаления сварочных газов и аэроаоля и лишь косвенно, за счет эжектируемого загрязненног воздуха, участвует в охлаждении, что нерационально. В случае использования такой конструкции для ручных горелок, имеющих традиционно изогнутый участок токоподвода, длина нагнетательной части эжектора (камеры смешения и диффyзqpa) определиется длиной прямого участка вблизи насадки. Нагретательная способность эжектора существенно зависит от длины камеры смещения к диффузора. Поскольку прямолинейный участок ограничен, выполнение, камеры смещения и диффузора достаточной длины затрудне но. Поэтому эффективность работы эжектора в ручных горелках, такой коиструкцни незначительна. 4 Наиболее близкой но технической сущ,ности и достигаемому э(})фекту к изобретению является горелка для электродуговой сварки в защитШ)1Х газах с отсосом вредных вьщелений из зоны сварки, содержащая корпус, в котором встроен эжектор, имеющий сопло для подачи рабочего газа с дном и выходным каналом, установленное на токоподводящей хрубке концентрично ей, и трубку для подачи рабочего газа. Горелка имеет сопло для подачи защитного газа и охватывающую его насадку для, отсоса вредных вьщелений из зонысварки з. Однако это устройство характеризуется недостаточным охлаждением нагревающихся элементов вследствие того, что недостаточно используется холодный сжатый воздух, подаваемый в сопло эжектора. Воздух подается к соплу по отдельной трубке и не контактирует с нагретыми элементами, в частности с токоподводящей трубкой. Нагревающиеся элементы горелки создают значительные неудобства при ее эксплуатации, т.е. возможен перегрев рукоятки горелки. Целью изобретения является обеспечение удобства при эксплуатации путем повышения эффективности охлаждения нагревающихся элементов и повыщение эффективности использования энергии сжатого газа. Эта цель достигается тем, что в горелке для электродуговой сварки в защитных газах с отсосом вредных выделений из.-зоны сварки, содержащей корпус, в котором встроен эжектор, имеющий установленное на токоподводящей трубке концентрично ей сопло для подачи рабочего газа с дном и выходным каналом и трубку для подачи рабочего газа, а также сопло для под&чи защитного газа и охватывающую ехчэ насадку для отсоса вредных Выделений из зоны сварки, выходкой канал сопла для подачи рабочего газа образован его внутренней поверхностью и наружной поверхностью трубки для подачи рабочего газа, а трубка для подачи рабочего газа установлена снаружи токоподводящей трубки кониентрично ей на радиальных ребрах. На токоподводящей трубке могут быть вьшолнены радиальные ребра, установленные в контакте с дном сопла для подачи рабочего газа. На фиг. 1 схематически изображена предлагаемая горелка в плоскости разъема корпуса, продольный разрез; на фн1т. 2 - сечение А-А на фиг. I. Горелка содержит корпус 1 с рукояткой, полость образует аспирацнонный канал 2. Токоподводящая трубка 3 выполнена с радиальными ребрами 4. Горелка имеет сопло 5 для подачи защит ного газа и охватывающую его насадку 6 для отсоса вредных вьщелений из зоны сварки. В сопло 5 защитный газ подаетс по трубке 7. В корпусе 1 горелки встроен эжектор, предназначе1шый для создани разрежения в аспирационном канале 2. Эжектор имеет сопло 8 для подачи рабочего газа, с дном и выходным каналом, образованным внутренней поверхностью сопла 8 и наружной поверхностью трубки 9 для подачи рабочего газа. Трубка 9 установлена снаружи токоподводящей трубки 3, концентрично ей на радиальных pe pax lO. Ребра 4 токоподводящей трубки 3 установлены в контакте с дном сопла 8. По трубке 11 рабочий газ, например сжатый воздух, подается в трубку 9 Горелка работает следующим образом. Электродная проволока подается в зону сварки по центральному каналу токо- подводящей трубки 3. Одновременно через трубку 7 и сопло 5 поступает защитный газ. Образующиеся в процессе сварки вредные газы и аэрозоль просасываются через насадку 6 и аспирационный канал 2 внутри корпуса I и по асп«фационному шлангу удаляются из зоны сварки. Вакуум в аспирационном сопле создается за счет энергии рабочего эжек Т1фующего газа, подаваемого по трубке 9 к соплу 8 эжектора. При рабочий (эжектирующий) газ омывает токоподводя щую трубку 3, отбирая часть вьщеляющегося тепла. На выходе сопла 8, выполненного, например в виде сопла Лаваля, происходит глубокое расщирение рабочего (эжектирующетч)) газа и, как следствие, резкое снижение его температуры. В результате образуется зона сильно охлажденного газа, омывающего трубку 9 пода чи рабочего (эжектирующего) газа. При этом теплосъем с токоподводящей трубки 3 осуществляется через ребра Ю. Дно сопла 8, являясь также холодным элементом эжектора, благодаря контакту с ребрами 4 токоподводящей трубки 3, интенсивно охлаждает последнюю. Удаляемый загрязненный воздух и защитный газ, омывая теплонапряжвнные элементы горелки, также охлаждает их. Предлагаемая горелка обладает следу, ющими преимуществами по сравнению с прототипом. Наряду с эффективным удалением из зоны сварки пылегазовыделений обеспечивается эффективное охлаждение наиболее тешюнапряженных элементов. .годаря этому достигается рациональное использование эжектирующего газа. Благодаря эффективному охлаждению возможна сварка на повьш1енных токах, что увеличивает производительность труда. При этом не происходит перегрева рукоятки, поскольку она находится в зоне эффективного охлаждения. Формула изобрете нн я 1.Горелка для электродуговой сварки в защитных газах с отсосом вредных вьщелений из зоны сварки, содержащая Kqpnyc, в котором встроен эжектор, имеющий установленное на токоподводящей трубке концентрично ей сопло для подачи рабочего газа и трубку для подачи рабочего газа, а также сопло для подачи за-г щитного газа и охватывающую его насадку для отсоса вредных выделений из зоны сварки, отличающаяся тем, что, с целью обеспечения удобства эксплуатации путем повышения эффективности охлаждения нагревающихся элементов и повышения эффективности использования энергии сжатого газа, выходной канал сопла для подачн рабочего газа образован его внутренней поверхностью и наружной поверхностью трубки для подачи рабочего газа, а трубка для подачи рабочего газа установлена снаружи токоподводящей трубки конценгрично ей на радиальных ребрах. 2.Горелка по п. 1,отличающая с я тем, что, на токоподводящей трубке выполнены радиальные ребра, установленные в контакте с дном сопла для подачи рабочего газа. Источники информации, гфннатые во внимание при экспертизе 1.Авторское свидетельство СССР № 599938, кл. В 23 К 9/16, 28.Об.76 2.Авторское свидетельство СССР по заявке Ns 2420605 , кл. В 23 К 9/16, 27.О9.76. 3.Авторское свидетельство СССР по заявке Ms 2457424, кл. В-23 К 9/16, 01.03.77, (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996131A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1031672A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1007875A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| Горелка для электродуговой сварки в защитных газах | 1984 |
|
SU1197806A1 |
| Горелка для электродуговой сварки в защитных газах | 1984 |
|
SU1224120A1 |
| Горелка для дуговой сварки в среде защитных газов | 1980 |
|
SU998045A1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для дуговой сварки в защитной среде с отсосом вредных выделений из зоны сварки | 1977 |
|
SU1041247A2 |