13
вращением которого перед сваркой по нониусу устанавливают оптимальную величину осадки равную зазору S. На изолированной стойке 10 шарнирно закреплен с уержень 11 с роликом 12, который поднимается до уровня, на котором происходит сварка, при взаимодействии с поднимающимся Ш 6 через упор 8. В момент осадки ролик 12 теряет
1
Изобретение относится к электронно-лучевой сварке.
Цель, изобретения - повьшение стабильности качества кольцевых сварных соединений путем уменьшения влияния на процесс осадки сил сопротивления движению штока осадки и упрощение конструкции установки.
На фиг. 1 изображена схема уста новки; на фиг. 2 - разрез А-А на на фиг. 1.
Установка состоит из вакуумной камеры 1 со сварочной пушкой 2, формирующей кольцевой электронньй пучок 3 по периметру стыка свариваемых деталей 4, установленных на оправке штока 5 механизма подачи соосно с пушкой 2; На штоке.6 осадки с приводной пружиной 7 жестко закреплены изолированный упор 8 и регулрфуемый элемент с контактом 9 и нониусом. На изолированной стойке 10 шарнирно закреплен стержень 11 с роликом 12, расположенным между контактом 9 и упором 8.Стержень 11 контакта жестко связан с кольцом 13, представляющим србой постоянный магнит, закрепленньй на оси 14 с возможностью поворота на ней.
Питание пушки 2 осуществляется источником питания, отключение которого происходит при замыкании контактов 9, и роликов 12 выключателя. Между выключателем и источником питания включено триггерное, устройство.
Перед сваркой вращением регулируемого элемента с контактом 9 по нониусу устанавливают оптимальн ю величину осадки, равную зазору S между торцевой поверхностью контакта регулируемого элемента 9 и поверхностью роли196
связь с упором 8, но за счет усилия, создаваемого магнитом, удерживается в определенном положении. При достижении заданной величины осадки, равной зазору S, контакт 9 регулируемого элемента касается ролика 12, соединенного с триггерным устройством, отключающим источник питания, 2 з,п. ф-лы, 2 ил.
ка 12 в положении, когда он прижат к упору 8. Свариваег-1Ь е детали 4 одевают на оправку штока 5 механизма перемещения, находящегося в нижнем положе- НИИ.
После откачки камеры 1 свариваемые детали 4 поступательным движением штока 5 перемещают в полость пушки 2.
По ходу движения торец верхней из свариваемых деталей 4 вступает в контакт со штоком 6 и поднимает его, преодо-. левая сопротивление пружины 7, определяющей усилие осадки. В свою очередь упор 8 поднимающегося штока 6 вступает в контакт с роликом 12 и поднимает его до уровня, на котором стык свариваемых деталей 4 совпадает с фокальной плоскостью электронного пуч ка 3. При колебаниях .длины верхней . из свариваемых деталей зазор S сохраняется постоянным. В начальной стадии- нагрева электронным пучком происходит тепловое расширение свариваемых дета- пей, вследствие чего шток 6 осадки перемещается в направлении, противоположном осадке,. увлекая за собой, ролик 12, который свободно катит.ся по поверхности упора 8.При сквозном проп- лавлении стыка шток 6 осадки под действием усилия пружины 7 перемещается в направлении осадки, обеспечивая подачу металла в зоне плавления за счёт перемещения верхней из свариваемых 35 деталей 4. В начальньй момент ролик 12 теряет связь с упором 8, но за счет усилия поворота шарнира, создаваемого магнитом 13, удерживается в определенном положении. 40. .
Во время осадки шток 6 свободно перемещается в собственных направля5
0
ющих, не подвергаясь воздействию нестабильных сил сопротивления.
При достижении заданной величины осадки, равной зазору S, контакт 9 регулируемого элемента, электрически связанньй с корпусом, касается поверхности ролика 12, соединенного с триггерным устройством. При этом в источник питания поступает электрический сигнал на его отключение.
Наличие триггера в цепи управле™ ния источником питания исключает влияние дребезга контактов 9 я ролиг ков 2 на формирование сигнала на отключение источника питания.
После отключения питания шток 6 ев.е некоторое аремя продолжает свое движение в направлении осадки. При этом контакт 9 поворачивает .стержень 11 с роликом 12 на шарнире, содержащем постоянный магнит 13 и обеспечивающем постоянное и небольшое усилие сопротивления движению штока осадки.
Установка позволяет повысить качество при сварке с осгщкой свариваемых деталей, Особенно эффективно при- ;менение установки для сварки с осадкой взамен пайки припоями,содержащими драгоценные металлы. Формула изобретения
1.Установка для электронно-лучевой сварки , содержащая вакуумную камеру
со сварочной пушкой, источник питания пушки, механизм подачи сваривае- sыx деталей, привод осадки со штоком осадки и выключатель источника пита- ния с регулщ)уемым элементом и двумя контактами, один из которых подключен к источнику питания электронно-лучевой пушки, отличающаяся тем, что, с целью повышения стабильности качества кольцевых сварных соединений путем уменьшения влияния на процесс осадки сил сопротивления движению штока осадки и упрощения конструкции установки, второй контакт
вьослючателя выполнен в ввде неподвижной изолированной стойки, с которой шарнирно связан одним концом стержень с роликом, на другом конце, шток осадки выполнен с изолированньм упором, а
ролик распложен меяду регулируемым элементом и изолированным упором.
2,Установка по п. 1, о т л и ч а- ю щ а я с я тем, что шарнир выполнен
с подвижными и неподвижным элементами, соединенными постоянным магнитом.
3.Установка по пп. 1 и 2, о т - личающаяся тем, что она
снабжена триггерным устройством, последовательно соединенным с выключателем и источником питания пушки.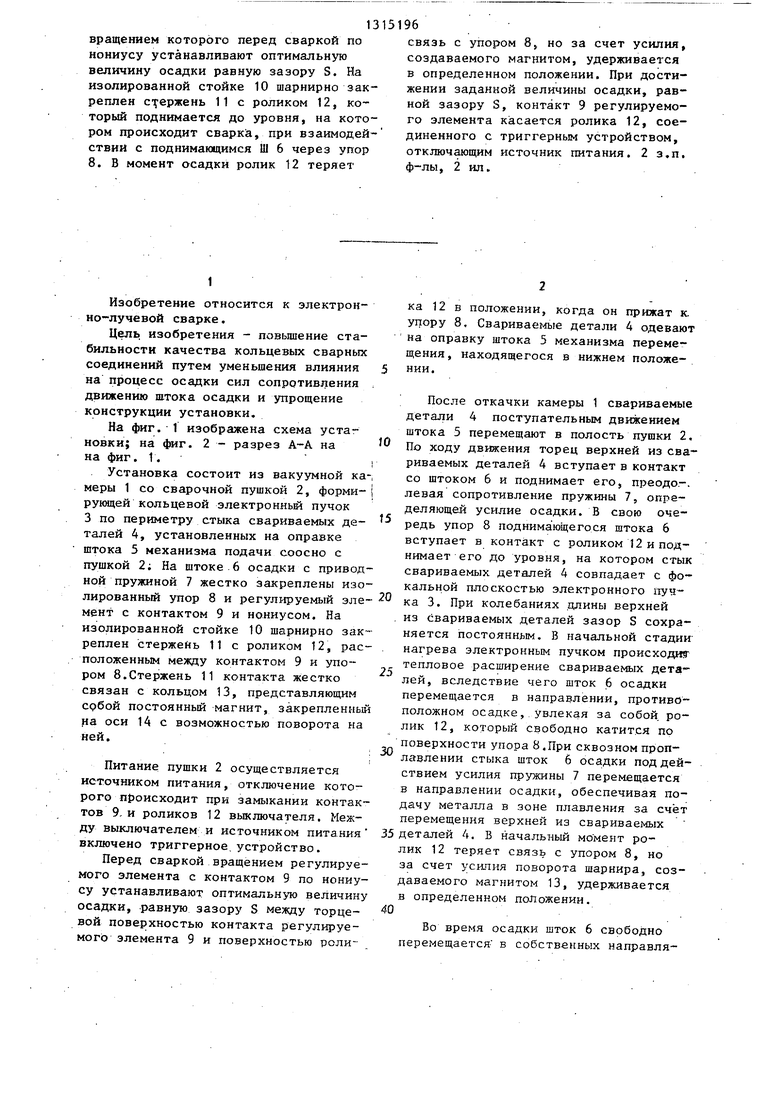

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электронно-лучевой сварки | 1986 |
|
SU1382623A2 |
| Способ наведения электронного луча на стык свариваемых деталей | 1985 |
|
SU1303326A1 |
| Полуавтоматическая вакуумная установка | 1987 |
|
SU1447595A2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Способ электронно-лучевой сварки деталей круглого сечения | 1987 |
|
SU1433691A1 |
| Полуавтоматическая вакуумная установка | 1984 |
|
SU1175638A1 |
| Устройство для приварки контактов | 1975 |
|
SU551144A1 |
| Установка для электроннолучевой свар-Ки КОльцЕВыХ шВОВ | 1979 |
|
SU846178A1 |
| Установка для электроннолучевой сварки кольцевых швов | 1982 |
|
SU1087287A1 |
| Полуавтомат герметизации полупроводниковых приборов контактной сваркой | 1988 |
|
SU1590290A2 |
Изобретение относится к элект-. ронно-лучевой сварке. Цель изобретения - повышение стабильности качества кольцевых сварных соединений путем уменьшения влияния на процесс осадки сил сопротивления движению штока осадки и упрощения конструкции установки,В установку с вакуумной камерой 1 с сварочной пушкой 2, создающей кольцевой пучок 3, подаются свариваемые детали 4, установленные на оправке штока (Ш) 5 механизма подачи. На Ш 6 осадки с приводной пружиной 7 жестко закреплены изолированный упор 8 и регулируемый элемент с контактом 9. S А от ночной Фиг.1 системе
Редактор В. Данко
Составитель Г. Квартальнова
Техред М.Моргентал Корректор Г. Решетник
Заказ 2243/12 Тираж 975Подписное.
ВНИШИ Государственного комитета СССР
по дбшам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Машина для сварки давлением | 1979 |
|
SU975280A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| СПОСОБ ПРОИЗВОДСТВА ВОССТАНОВЛЕННОГО ТАБАКА | 2008 |
|
RU2361485C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| Электронно-лучевая сварка трубчатых соединений ИЭТ с авторегулированием энергии сварочного.импульса | |||
| Электронная техника | |||
| Сер | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
