16
В В
СП
00
о го
14)
Изобретение касается контактной сварки и может быть использовано в электронной промьииленности при производстве полупроводниковых приборов.
Целью изобретения является снижение трудозатрат и повышение качества сварки путем г1втоматизации загрузки ножек при бора.
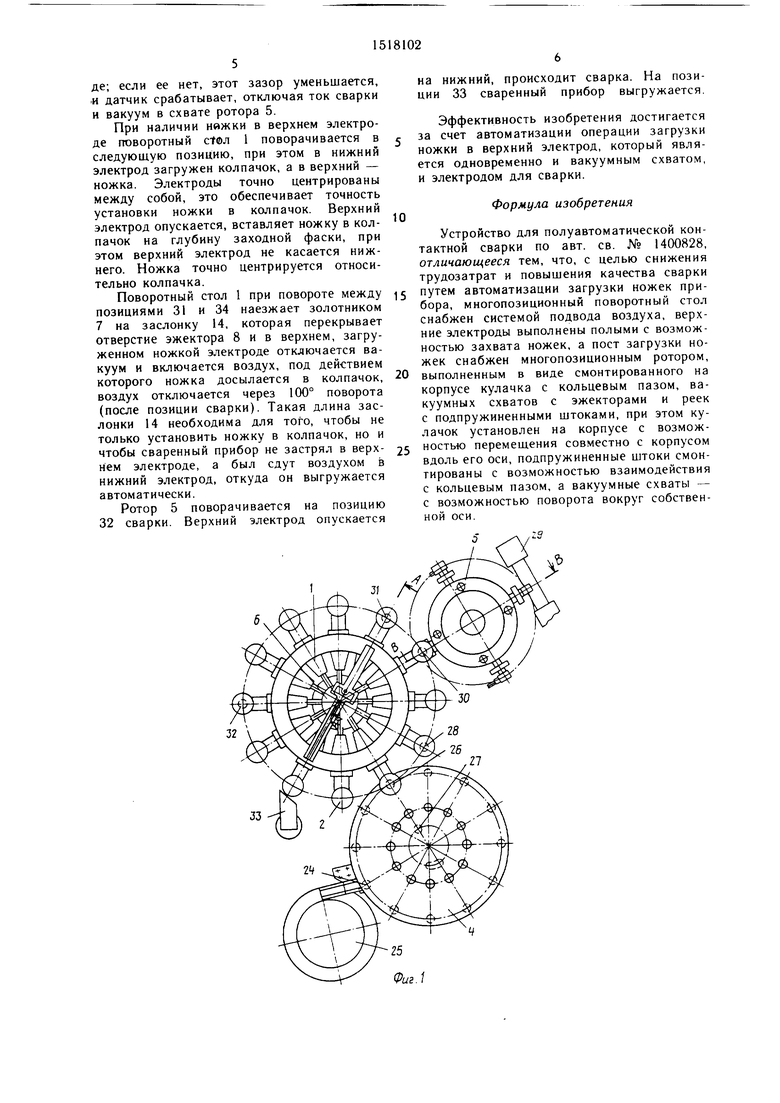
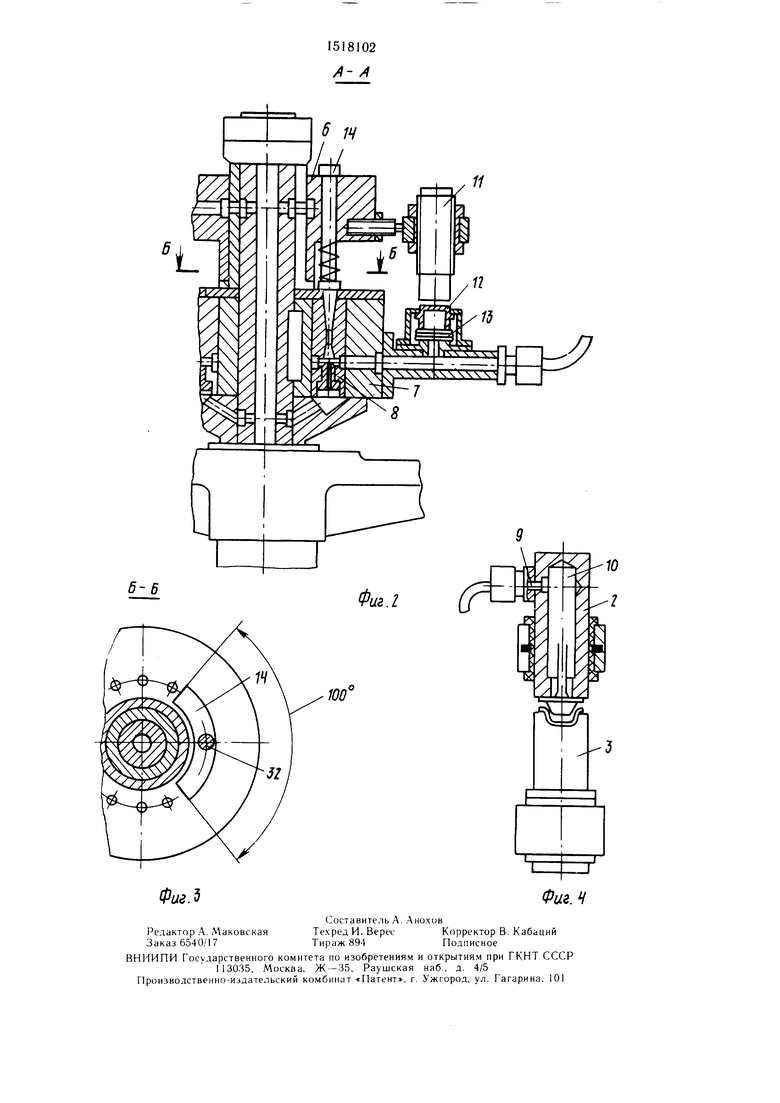
На фиг. 1 схематично изображено описываемое устройство; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид на позиции сварки; на фиг 5 - ротор загрузки ножки, разрез.
Устройство содержит многопозиционный поворотный стол 1, оснащенный верхними 2 и нижними 3 электродами, установлен- ными с возможностью вертикального перемещения. Вокруг поворотного стола 1 смонтирован многопозиционный ротор 4 загрузки колпачка, который выполнен в виде диска и содержит двенадцать вакуумных схватов, и многопозиционный ротор 5 загрузки ножки, установленный с возможностью поворота и вертикального перемещения. Роторы 4 и 5 кинематически связаны с поворотным столом 1. Поворотный стол 1 снабжен устройством для подвода воздуха, содержа- щим неподвижную воздухораспределительную муфту 6 и подвижный золотник 7 с эжекторами 8.
Вакуум подводится по центральному каналу в корпусе ко всем верхним электродам 2. В верхних электродах предусмотрены каналы 9 д:1я подвода вакуума и 10 захвата ножки. Для контроля наличия ножки в верхнем электроде предназначены датчик 11 и заслонка 12 с сильфоном 13. Заслонка 14 вьпюлнена в виде кольцевого сектора с углом 100° и предназначена для перекрытия выходных отверстий эжекторов 8.
Многопозиционный ротор 5 загрузки ножек выпо. шен в виде корпуса 15 с эжекторами 16, вакуумными схватами 17 и рей- ками 18 с подпружиненными штоками 19, размеп1енными внутри реек 18.
Кулачок 20 смонтирован на корпусе 15 с возможностью вертикального перемещения вместе с ним.
Заслонки 21 установлены в кулачке 20 д;|я взаимодействия с выходными каналами эжекторов 8. Подпружиненные штоки 1У имеют возможность перемещаться по пазу кулачка 22 и поворачивать шестерни 23 вакуумных схватов 17.
Позиция 24 предназначена для загрузки колпачка из вибробункера 25 в ротор 4, позиция 26 - для загрузки колпачка в нижниГ| электрод 3 и снабжена заслонкой 27 для взаимодействия с выходными кана- лами ротора 4. На позиции 28 осуществляют контроль наличия колпачка в нижнем э.лектроде 3. Загрузочное устройство 29 произ
Q
5 П 5
0
-
5
0
5
водит подачу кассеты с установленными в ни ножками. Позиция 30 предназначена для загрузки ножки в верхний электрод 2, а позиция 31 - для установки ножки в колпачок; позиция 32 - сварочная; позиция 33 предназначена д-тя выгрузки готового прибора, позиция 34 - вал многопозиционного ротора загрузки ножек, а позиция 35 - фиксатор кулачка 20.
Устройство работает следующим обра зом.
На позиции 24 из вибробункера 25 колпачок изделия поступает к отсекателю, который отделяет один колпачок и выдает его под вакуумный схват ротора 4 загрузки колпачка. Ротор 4, опускаясь, вводит вакуумный схват в колпачок и захватывает его, затем ротор поднимается и поворачивается синхронно с двенадцатипозициоиным поворотным столом 1 так, что в момент выстоя ось вакуумного схвата ротора загрузки колпачку совпадает с осью нижнего электрода. На позиции 26 при опускании ротора 4 заслонка 27 перекрывает выходное отверстие эжекторов и колпачок западает в нижний электрод 3. В следующей позиции 28 контролируется наличие колпачка в нижнем электроде 3. Датчик с сильфоном (не показан) опускается на нижний электрод. При наличии колпачка воздух не будет выходить через специальный канал в нижнем электроде. Если колпачок не загружен, то воздух будет выходить через канал, сигнал поступит на от- к.:1ючение тока сварки, на ротор 5 загрузки ножки для отключения вакуума и загрузочное устройство 29 для его остановки.
Ротор 5 загрузки ножки захватывает ножки из загрузочного устройства 29, в котором они установлены выводами вниз, поднимается под действием кулачка (не показан) и поворачивается на 180° в позицию загрузки ножки в верхний электрод. При повороте ротора 5 на 180° вакуумные схваты 17 также поворачиваются на 180° за счет перемещения подпружиненных штоков 19 по пазу кулачка 22. Ножка переворачивается вакуумным схва- том выводами вверх.
В позиции 30 ротор 5 поднимается, ножка выводами вверх заходит в верхний электрод 2. Когда между схватом 17 и верхним электродом 2 остается минимальный (регулируемый зазор, включается вакуум в верхнем электроде, а в роторе 5 заслонкой 21 перекрывается отверстие эжектора 16, вакуум отключается, включается воздух, который досылает ножку в верхний электрод 2. В позиции 31 производится контроль наличия ножки в верхнем электроде 2. Между датчиком 1 1 с сильфоном 13, установленным на поворотном столе 1, поддерживается определенный зазор, если ножка находится в верхнем электроде; если ее нет, этот зазор уменьшается, |И датчик срабатывает, отключая ток сварки и вакуум в охвате ротора 5.
При наличии нйжки в верхнем электроде поворотный ctoл 1 поворачивается в следующую позицию, при этом в нижний электрод загружен колпачок, а в верхний - ножка. Электроды точно центрированы между собой, это обеспечивает точность установки ножки в колпачок. Верхний электрод опускается, вставляет ножку в колпачок на глубину заходной фаски, при этом верхний электрод не касается нижнего. Ножка точно центрируется относительно колпачка.
Поворотный стол 1 при повороте между позициями 31 и 34 наезжает золотником 7 на заслонку 14, которая перекрывает отверстие эжектора 8 и в верхнем, загруженном ножкой электроде отключается вакуум и включается воздух, под действием которого ножка досылается в колпачок, воздух отключается через 100° поворота (после позиции сварки). Такая длина заслонки 14 необходима для того, чтобы не только установить ножку в колпачок, но и чтобы сваренный прибор не застрял в верхнем электроде, а был сдут воздухом в нижний электрод, откуда он выгружается автоматически.
Ротор 5 поворачивается на позицию 32 сварки. Верхний электрод опускается
на нижний, происходит сварка. На позиции 33 сваренный прибор выгружается.
Эффективность изобретения достигается за счет автоматизации операции загрузки ножки в верхний электрод, который является одновременно и вакуумным схватом, и электродом для сварки.
Формула изобретения
Устройство для полуавтоматической контактной сварки по авт. св. № 1400828, отличающееся тем, что, с целью снижения трудозатрат и повышения качества сварки
5 путем автоматизации загрузки ножек прибора, многопозиционный поворотный стол снабжен системой подвода воздуха, верхние электроды выполнены полыми с возможностью захвата ножек, а пост загрузки ножек снабжен многопозиционным ротором,
0 выполненным в виде смонтированного на корпусе кулачка с кольцевым пазом, вакуумных схватов с эжекторами и реек с подпружиненными штоками, при этом кулачок установлен на корпусе с возмож5 ностью перемещения совместно с корпусом вдоль его оси, подпружиненные щтоки смонтированы с возможностью взаимодействия с кольцевым пазом, а вакуумные схваты - с возможностью поворота вокруг собственной оси.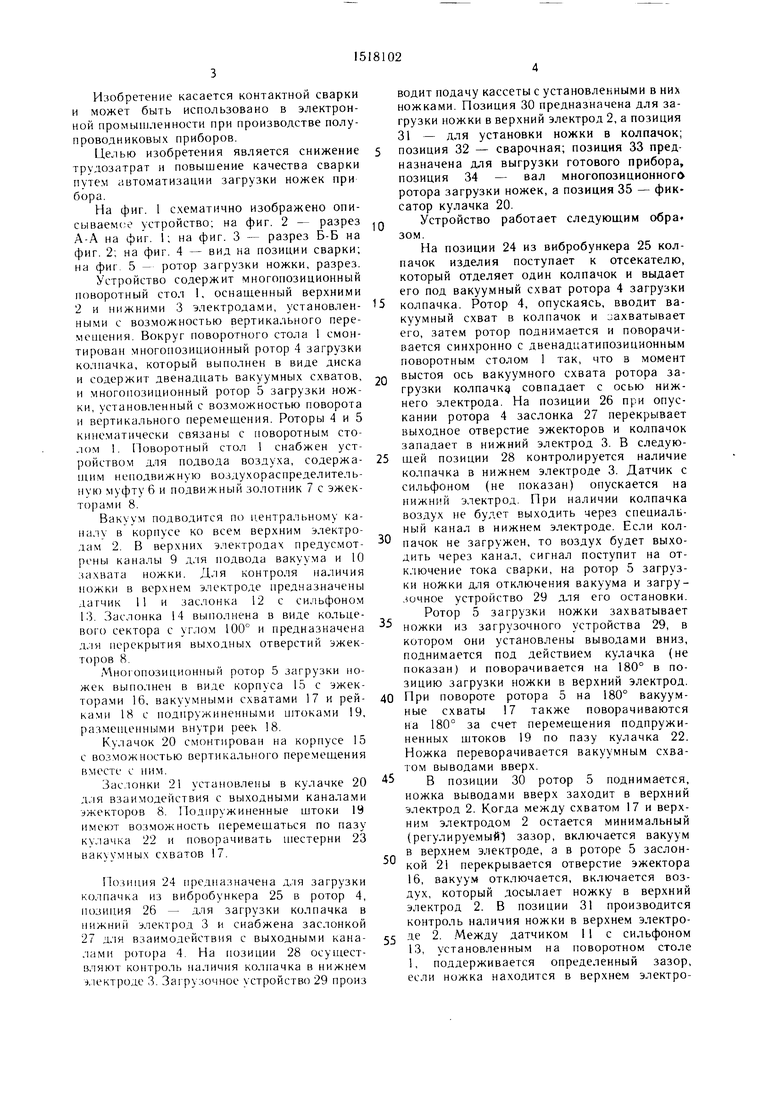
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для полуавтоматической контактной сварки | 1986 |
|
SU1400828A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Машина для набора комплектов печатной продукции | 1988 |
|
SU1676980A1 |
| Многопозиционный автомат для сборки узлов | 1990 |
|
SU1779530A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для монтажа ножек люминесцентных ламп | 1988 |
|
SU1622911A1 |
| Установка для диффузионной сварки | 1979 |
|
SU863250A1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |
Изобретение относится к сварке и может быть использовано в устройствах для полуавтоматической сварки полупроводниковых приборов в электронной промышленности. Цель изобретения - снижение трудозатрат и повышение качества путем автоматизации загрузки ножек приборов. Устройство содержит многопозиционный поворотный стол с верхними 2 и нижними 3 электродами, многопозиционный ротор загрузки колпачка с вакуумными схватами и многопозиционный ротор загрузки ножки. Поворотный стол снабжен устройством для подвода воздуха. Вакуум подводится по центральному каналу в корпусе ко всем верхним электродам 2. В верхних электродах 2 предусмотрены каналы для подвода вакуума и захвата ножки. Ротор загрузки ножки захватывает ножку из загрузочного устройства 29, в котором они установлены выводами вниз, поднимается под действием кулачка, поворачивается на 180° в позицию загрузки ножки в верхний электрод. При повороте ротора на 180°, вакуумные схваты 17 так же поворачиваются на 180° за счет перемещения подпружиненных штоков 19 по пазу кулачка 22. Ножка переворачивается вакуумным схватом выводами вверх. Затем ротор поднимается, ножка выводами вверх заходит в верхний электрод 2. Когда между схватом 17 и верхним электродом 2 остается минимальный зазор, включается вакуум в верхнем электроде, а в роторе заслонкой 21 перекрывается отверстие эжектора 16, вакуум отключается, включается воздух, который досылает ножку в верхний электрод 2. 5 ил.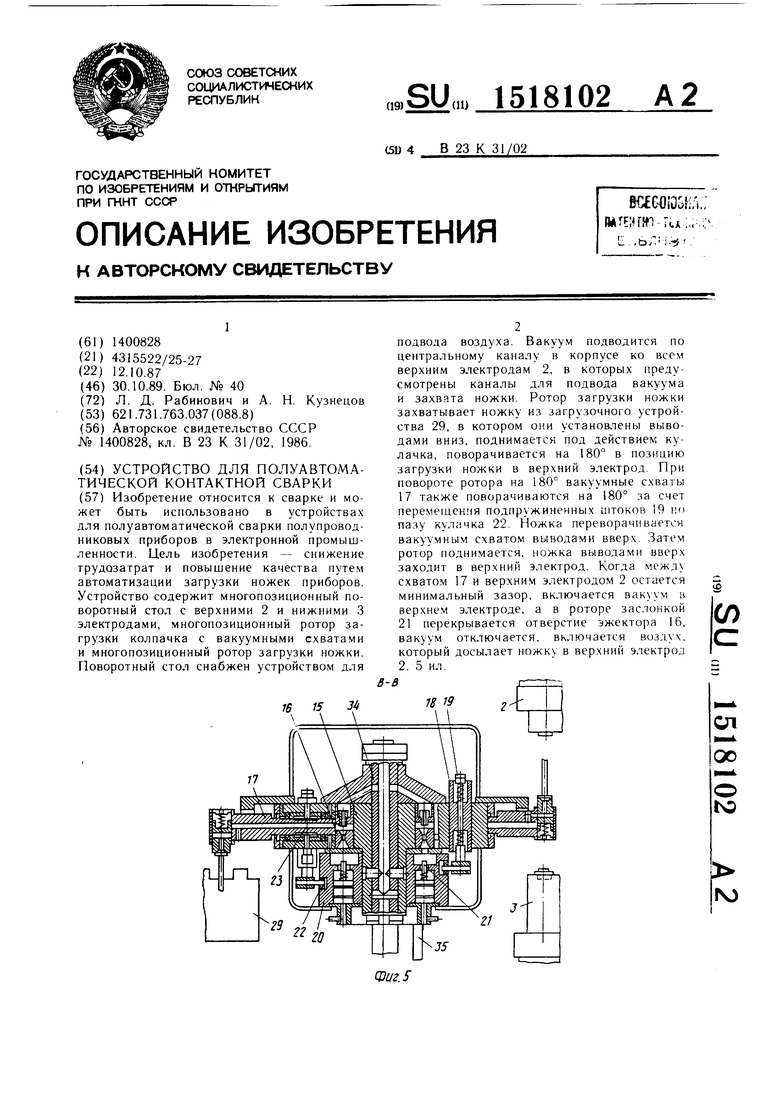
14
Фиг. Ъ
Редактор А. Маковская Заказ 6540/17
Составитель А. Анохов
Техред И. ВересКорректор В. Кабаций
Тираж 894Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат «Патент, г. Ужгород, ул. Гагарина, 101
11
Фиг. Ч
| Устройство для полуавтоматической контактной сварки | 1986 |
|
SU1400828A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
