При существующей практике раскроя в прокатном производстве значительное количество металла теряется, вследствие нестабнль юсти технологического процесса, в результате разброса в развесе слитков, колебания температуры металла, потерь па угар и других причин.
Отсутствие эффективных способов и устройств, обеспечивающих устранение этих потерь, объясняется трудностями осуп1ествления измерений и расчетов в процессе раскроя металла.
Описываемая управляющая электронная цифровая вычислительная мащина разрешает эту проблему и обеспечивает автоматическое управление и регулирование процессом раскроя проката па летучих по/кницах непрерывных заготовительных станов с одновременным учетом теоретического веса прокатного металла.
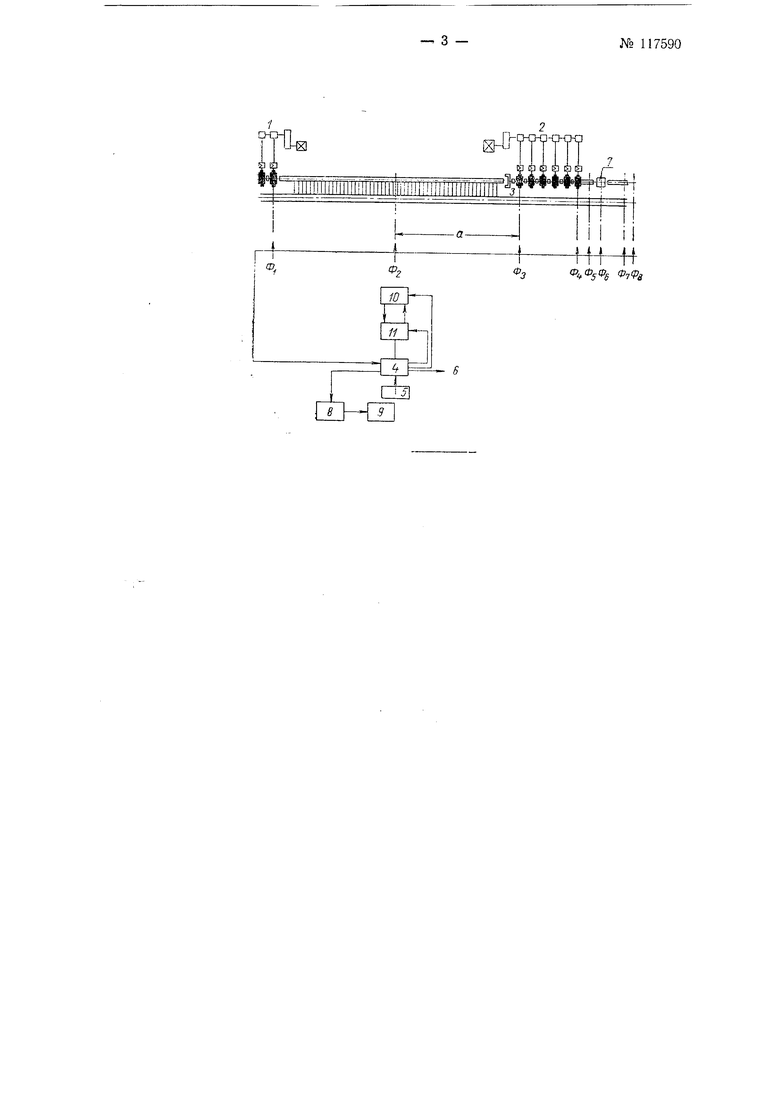
Прокатываемый металл поступает по ро.чьгангам от первой группы клетей / ко второй группе клетей 2 и иожннцам 3. Вдоль прокатной лин1П установлены фотоэлементы Ф|, Ф2,... Фв, используемые в качестве внещпи : датчиков, от которых в устройство управления 4 поступают исходные данные, характеризующие ожидаемую длипу и все полосы.
Мащина оперирует с длинами, представленными во временном масщтабе, таким образом, что определенной длине соответствует определенное число имнульсов электрического тока, ненрерывная носледовательность которых поступает от генератора нмпульсов 5.
Па первом этапе мащина определяет ожидаемую длину прокатываемой полосы, а на втором этапе производит вычисление программы раскроя из условия, сведения к минимуму потерь на обрез. Последнее реализуется в силу установленных отрицательных допусков на номинальные длины. Для этого служат фотоэлементы Фз и Фз, расстояние между которыми а выбрано меньще минимальной длины заготовки.
В дальнейщем вычислительная машина ведет управление процессом в соответствии с выбранной программой, выдает сигналы прореза 6 па ле№ 117590- 2 -
тучие ножницы 7 и на перфоратор 8 для отметки теоретического веса и числа слитков, на перфокарте 9.
Запоминающее устройство W выполнено в виде магнитного барабана, который снабжен пятью дорожками: дорожкой памяти, дорожкой синхронизирующих импульсов и тремя оперативными дорожками.
На дорожке памяти записываются все параметры и моменты раскроя. Оперативные дорожки используются для вычислений и управления летучими ножницами.
Вычислительные операции осуществлены с помощью вычислительного угла // совместно с оперативными дорожками магнитного барабана.
Предмет изобретения
Управляющая электронная цифровая вычислительная машина, состоящая из запоминающего устройства с блоком буферной памяти, вычислительного узла, устройства управления и выводного устройства в виде перфоратора, отличающаяся тем, что, с целью получения безотходного раскроя проката на летучих ножницах непрерывно заготовочных станов и учета теоретического веса проката с автоматическим выводом итогов на стандартные перфорированные карты, в ней применены размещенные вдоль рольганга фотоэлектрические датчики, управляющие блоком буферной памяти, и вычислительный узел, осуществляющий вычислительную программу и управление летучими ножницами путем сравнивания числа импульсов времени, прощедщих с момента предыдущего пореза, с расчетным числом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU336100A1 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА . НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU327009A1 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |