-Nj
Од
Изобретение относится к контроль но-измерительной технике, в частности к крнструкции Устройств контроля нйтяга резьбы-И является дополнительным к основному авт.св. № 1025990. Цель изобретения - повьшение про изводительности путем сокращения вр мени определения момента остановки рабочего органа шпинделя за счет автоматизации операций контроля вр щения последнего. На чертеже изображена блок-схема предлагаемого устройства. Устройство для контроля Натяга конической резьбы содержит датчикподсчета числа оборотов калибркольца,, контактный датчик 2, логическое устройство 3, к выходам которого подключены исполнительные механизмы 4, вычислительное устройс во 5, выход которого подключен к входу информационного табло 6, а та же схему фиксации остановки вращения шпинделя с калйбрг-кольцок, состоящую из инвертора 7, первого элемента 8 задержки, входы которых подключены к выходу датчика 1 подсчета числа оборотов калибр-кольца, вькод инвертора подключен к другому элементу задержки 9, а.выходы элементов задержки через элемент ИШ1 10 подключены к входу триггера выход которого подключен к логическому устройству 3.1 Устройство работает следу1«цим об разом. При включении птинделя с калибркольцом, (т.е. рабочего органа устройства ) импульсы с выхода датчика поступают на вход первого элемента задержки 8 и через инвертор 7 на вход идентичного второго элемента задержки 9. Выходы обоих элементов задержки посредством элемента ИЛИ 10 подключены к входу триггера 11. Частота следования импульсов датчика 1 в режиме врав;ения рабочего органа такова, что элементы задержки не пропускают их и исключают срабатывание триггера. При соприкосновении контактного датчика 2 с торцом трубы включается вычислительное устройство 5. Когда величина крутящего момента достигает значения, установленного механизмом регулирования крутящего момента шпиндель с калибр-кольцом тормозится. Вычислительное устройство 5 выдает на информационное табло 6 величину натяга. При полной остановке шпинделя с калибр-кольцом с выхода датчика 1 на элементы задержки 8 и 9 поступает постоянньй сигнал, который может быть прямым или инверсным в зависимости от того, находится ли индуктивный щунт в датчике 1 или же вышел из него. По истечении заданного времени на выходе одного из элементов задержки 8 или 9 появляется сигнал, который через элемент ИЛИ 10 включает триггер 11. Триггер выдает в логическое устройство 3 сигнал Вперед отключения вращения пшинделя и включает сигнал Назад вращения. Таким образом, процесс контроля полностью автоматизируется, в результате чего исключаются ошибки, связанные с визуальным контролем и ручным переключением вргидения рабочего органа, что обеспечивает повышение производительности при работе устройства-.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскатки крышек фотокассет | 1984 |
|
SU1222377A1 |
| Токарно-винторезный станок | 1987 |
|
SU1526954A1 |
| Устройство для контроля натяга конической резьбы | 1981 |
|
SU1025990A1 |
| Адаптивная система управления фрезерным станком | 1982 |
|
SU1041990A1 |
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ ТРУБ | 1992 |
|
RU2029222C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ РЕЗЬБЫ ТРУБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2342632C2 |
| Устройство контроля режима работы зерноуборочного комбайна | 1983 |
|
SU1225501A2 |
| Устройство для контроля при сборке резьбовых соединений гайковертом | 1985 |
|
SU1293702A1 |
| Сигнализатор вращения валов | 1982 |
|
SU1064287A1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАт ТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ по авт.св. № .1025990, о-тличающееся тем, что., с целью повышения производительности путем автоматизации контроля вращения рабочего органа, оно снабжено схемой фиксации остановки вращения шпинделя с калибром-кольцом, выполненной в виде двух элементов задержки, инвертора, элемента ИЖ и триггера, выход которого подключен I к второму входу логического устройства управления исполнительными механизмами, а вход триггера соединен с выходом элемента ИЛИ, оба -входа которого связаны с выходами обоих элементов задержки, причем вход первого элемента задержки соединен непосредственно с датчиком подсчета числа оборотов резьбового калибра-кольi ца, а вход второго элемента задерж(Л ки связан с этим же датчиком через инвертор..... с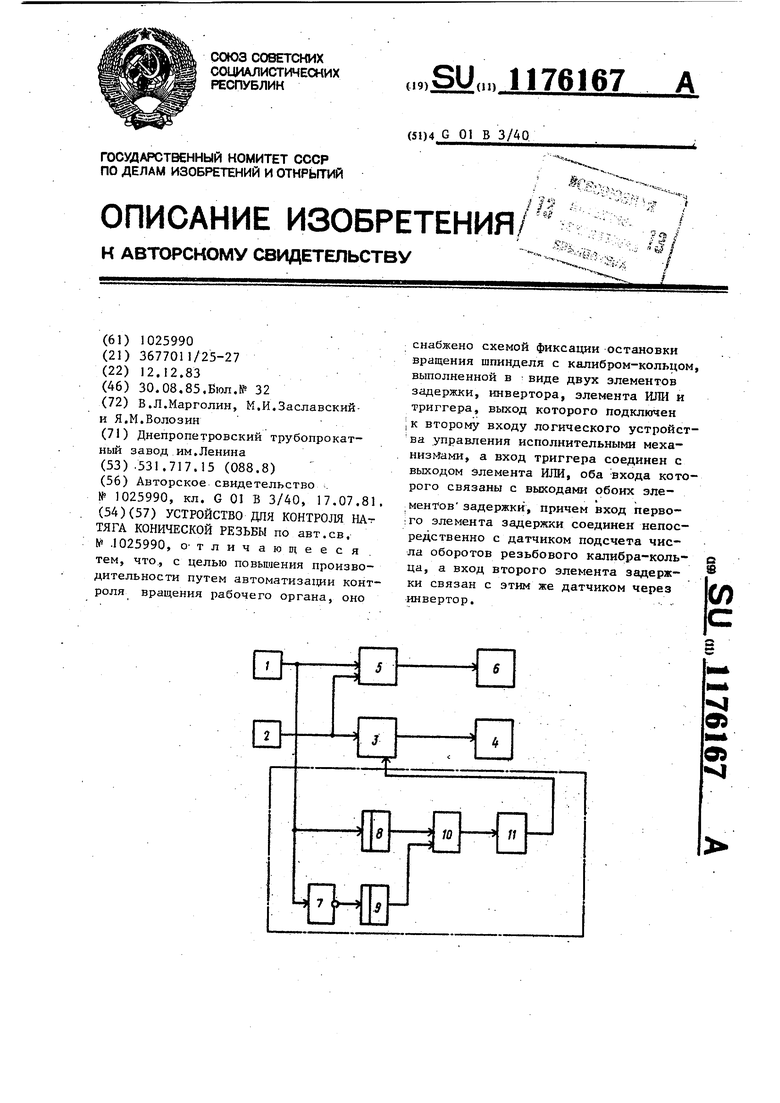
| Авторское свидетельство | |||
| Устройство для контроля натяга конической резьбы | 1981 |
|
SU1025990A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
