«Ч
О)
ф
00
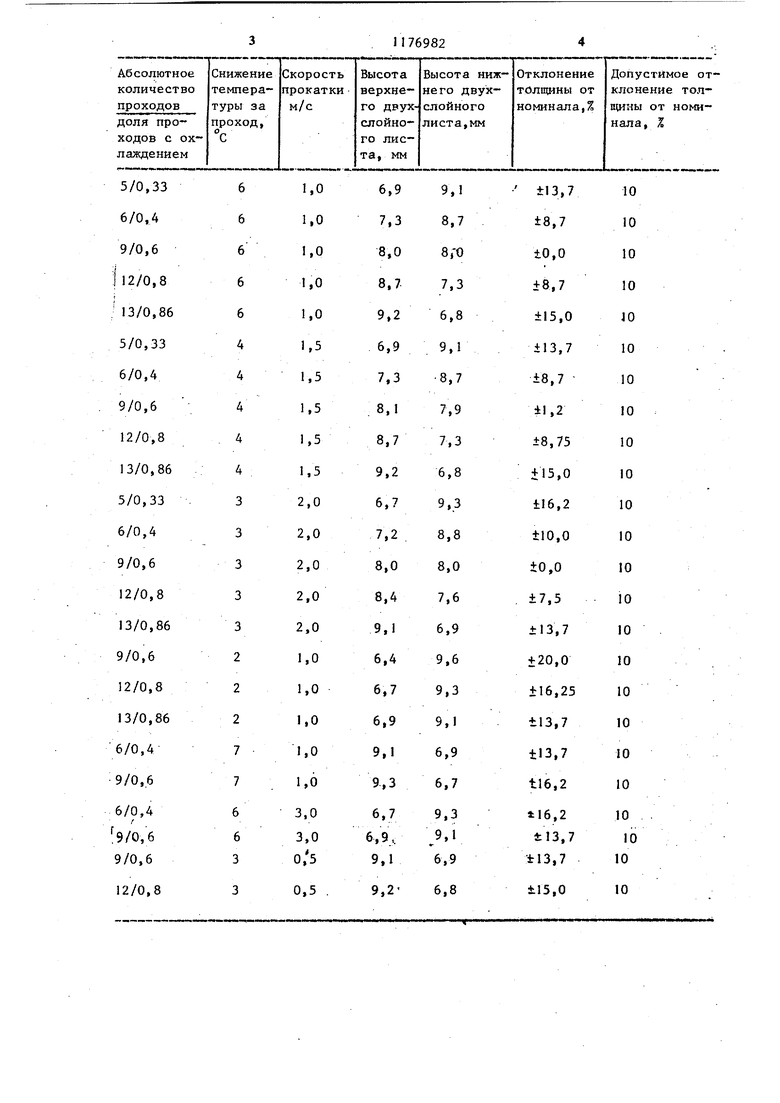
ю 1 . Изобретение относится к прокаг ному производству, в частности к способам получения многослойных лис тов. Целью изобретения является выравнивание степени деформации неравногмерно нагретого пакета, предотвращение его разрушения и нагрева роликов рольганга, Способ заключается в том, что верхнюю часть пакета охлаждают в каж дых от 0,4 до 0,8 от общего количест ва проходах на 3-6 С в каждом проходе, при этом скорость прокатки поддерживают в интервале 1-2 м/с. Количество проходов, снижение температуры в проходе и скорость прокатки обусловлены равномерным распределением температуры по сечению проката и, в результате, получением двухслойных листов одинаковой толщины, Охлаждение менее, чеМ в 0,4 от общего количества проходах на. темпе ратуру менее 3 С в калодом проходе и при скорости прокатки более 2 м/с . приводит к получению верхнего двухслойного листа меньшей толщины, чем нижний. . Охлаждение более, чем в 0,8 от общего количества проходах на температуру более б°.С в каждом проходе н при скорости прокатки .менее 1 м/с приводит к получению в.ерхнего двухслойного листа большей толщины, чем нижний. .. Способ осуществляется следуюащм : образом,. Изготавливают симметричный пакет с разнотолщинными слябами основного слоя и нагревают в методической печи. Поспе выдачи из печи пакет прокатывают, причем в .первых 0,4-0,8 о общего количества проходах производят охлаждение верхней части пакета на 3-6 С в каждом проходе, при э.том скорость прокатки поддерживают в интервале 1-2 м/с, П р и ме р. Б цехе двухслойной стали собирают партию пакетов размерами 281x1200x1500 мм с разнотолщинными слябами основного слоя. Пакеты 22 нагревают в методической печи при температуре в ее верхней части 1290 С, в нижней 1290 С, в томильной 1280 С, Время нагрева 6 ч. При данном режиме нагрева температура верхней части пакетов составляет 1200 С, нижней 1160 С, При прокатке неравномерно нагретых пакетов наблюдается значительная неравномерность деформации (верхняя часть деформируется в большей степени, чем ниясцяя , в результате чего верхний двухслойный лист получается меньшей толщины| чем нижний. Поэтому в первых про- . ходах.верхняя часть пакета охлаждается при помощи гидрослива, установ ленного на черновой клети. В таблице приведены примеры осу.ществления способа по граничным, средним, вьпле и ниже граничных значениям и по известному, 20 пакетов указанных размеров прокатывают в соответствии с условиями по известному способу, т.е, после перегрева в-методической печи к верхней части пакетов прикладывают водоохлаждаемую плиту и выдерживают в течение 30-60 с. При прокатке четыре пакета разрушаются, подшипники рольганга на двух роликах выходят из строя. При прокатке пакетов по предлагаемому способу раскрытий пакетов не наблюдается, Таким образом, двухслойные листы одинаковой толшины получаются при охлаждении пакетов в первых 0,4-0,0 от общего количества проходах на 3-6 С в каждом проходе, при этом скорость прокатки поддерживают в Интервалу м/с. Внедрение предлагаемого способа позволяет получать двухслойные листы одинаковой толщины из симметричных пакетов, Предлагаемьй способ позволяет сократить расход углеродистых слябов на 3-4%, При ГОДОВОМ производстве 35000 т двухслойного листа экономический эффект .составляет 350000 руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакет для получения многослойных листов | 1978 |
|
SU724312A1 |
| Способ изготовления многослойного ленточного материала | 1980 |
|
SU921735A1 |
| Пакет для получения многослойныхлиСТОВ | 1979 |
|
SU812477A1 |
| Пакет для получения двухслойныхлиСТОВ | 1979 |
|
SU812478A1 |
| Способ транспортировки слябов при прокатке транзитом | 1982 |
|
SU1031549A1 |
| Способ транзитной прокатки полосы | 1990 |
|
SU1738395A1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2268790C1 |
| Разделительная обмазка | 1983 |
|
SU1127724A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| Пакет для получения многослойных листов | 1981 |
|
SU959954A1 |
СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ЛИСТОВ, включающий сборку пакета, нагрев, охлаждение верхней части пакета, и прокатку, отличающийся тем, что, с целью выравнивания степени деформации неравномерно нагретого пакета, предотвращения его разрушения и нагрева роликов рольганга, верхнюю часть пакета охлаждают в каждых от 0,4 до 0,8 от общего количества проходах на 3-6 С, при этом скорость прокатки поддерживаютот 1 до 2 м/с.
| Голованенко- С.А.Сварка прокаткой биметаллов | |||
| Металлургия, 1977 с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Авторское свидетельство СССР , № 1005959, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
