1
Изобретение относится к черной металлургии, преимущественно к производству двухслойных листов.
Известен пакет для получения двухслойных листов, состоящий из заготовок плакирующего и основного слоев, соединенных герметизирующей рамкой, выполненной из планок l .
Основным недостатком является раскрываемость пакетов при прокатке из-за неравномернрго нагрева по высоте, а также повышение расхода металла при производстве двухслойных листов.
Цель изобретения - предотвращение раскрываемости пакетов при прокатке из-за неравномерного нагрева по высоте и снижения расхода металла основного и плакирующего слоев при производстве двухслойных листов.
Указанная цель достигается тем, что планки соединительной рамки установлены под углом наклона от 5 до 30 к центру заготовки основного слоя.
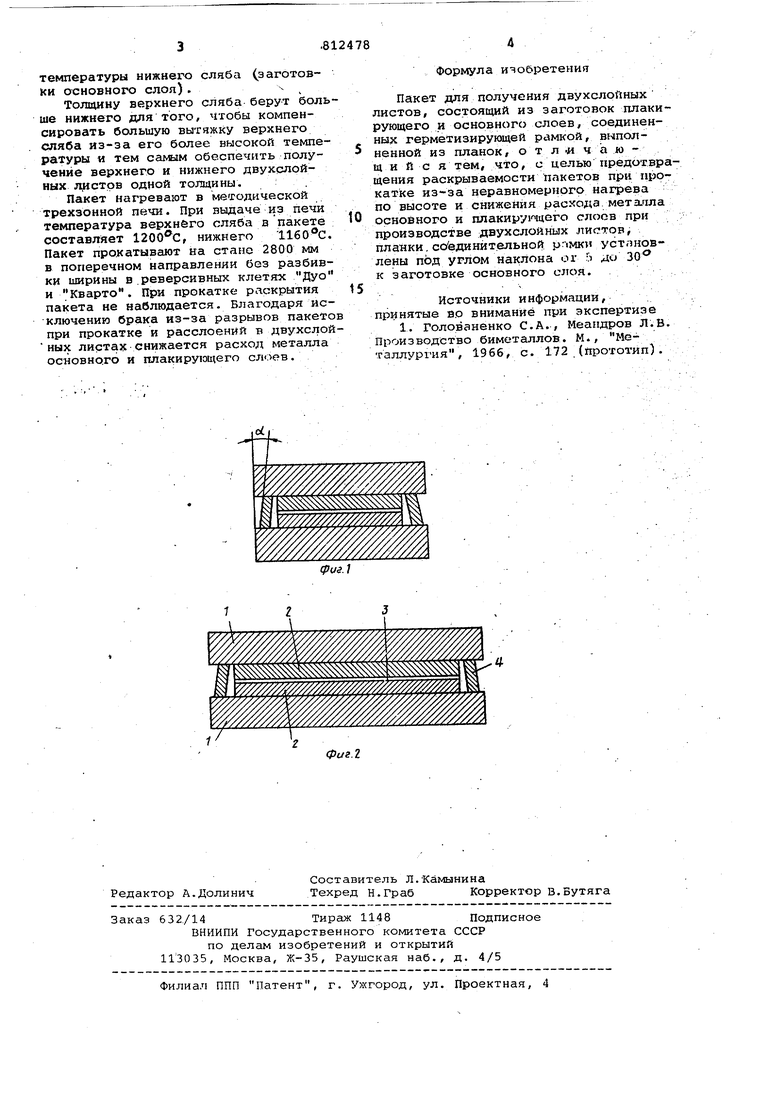
На фиг. 1 и фиг. 2 изображено продольное и поперечное сечение пакета.
Пакет состоит из двух слябов ос.ионного слоя 1, двух пластин плакирутащего слоя 2, слоя разделительной обмазки 3 между пластинами, планок 4 соединительной рамки. Планки соединительной рамки наклонены на угол d. от вертикального положения к центру заготовки основного слоя, нагревагадейся до более высокой температуры.
Пример изготовления двухслойных
o пакетов. Пакет изготавливают из 2-х слябов основного елок 1 из стали марки 20К размерами 110 х 1200Х X 2000 мм (верхний сляб) и 100 х 1.200Х X 2000 мм (.нижний сляб), между ними укладывают две пластины 2 плакирующего слоя из стали марки 12Х18Н10Тразмерами ЗОх 1050х 1830 мм, слябы основного слоя 1 соединены рамкой 4 из стали марки 2Ок.
0
Между пластинами 2 плакирующего слоя наносят слой разделительной обмазки 3, состоящий из магнезитового порошка и сернокислого магния. Рамку соединяют со слябами при помощи сварки. Продольные планки соединительной рамки наклонены к центру верхнего сляба на угол 12 от верти,кали, так как при нагреве в методической печи температура его выше
температуры нижнего сляба (заготовки основного слоя).
Толщину верхнего сляба берут больше нижнего для того, чтобы компенсировать большую вытяжку верхнего сляба из-за его более высокой температуры и тем самым обеспечить получение верхнего и нижнего двухслойных листов одной толщины.
Пакет нагревают в методической трехзонной печи. При выдаче из печи температура верхнего сляба в пакете составляет , нижнего 11бО°С. Пакет прокатывают на стано 2800 мм в поперечном направлении без разбивки ширины в.реверсивных клетях Дуо и Кварто. При прокатке раскрытия пакета не наблюдается. Благодаря исключению брака из-за разрывов пакето при прокатке и расслоений в двухслойных листах снижается расход металла основного и плакиру ощего слоев.
Формула изобретения
Пакет для получения двухслойных листов, состоящий из заготовок плакирующего и основного слоев, соединенных герметизирующей рамкой, выполненной из планок, от л -и ч а ю щи и с я тем, что, с целью предотвращения раскрываемости пакетов при прокатке из-за неравномерного нагрева по высоте и снижения расхода. метачла основного и плакирующего слоев при производстве двухслойных листов, планки, соединйт.ельной рг-1мки уст.зновлены под углом наклона or Ь до 30 к заготовке основного слоя.
Источники информации, принятые во внимание при экспертизе
1. Голованенко С.А., Меандров Л.В. Производство биметаллов. М., Металлургия , 1966, с. 172 (прототип).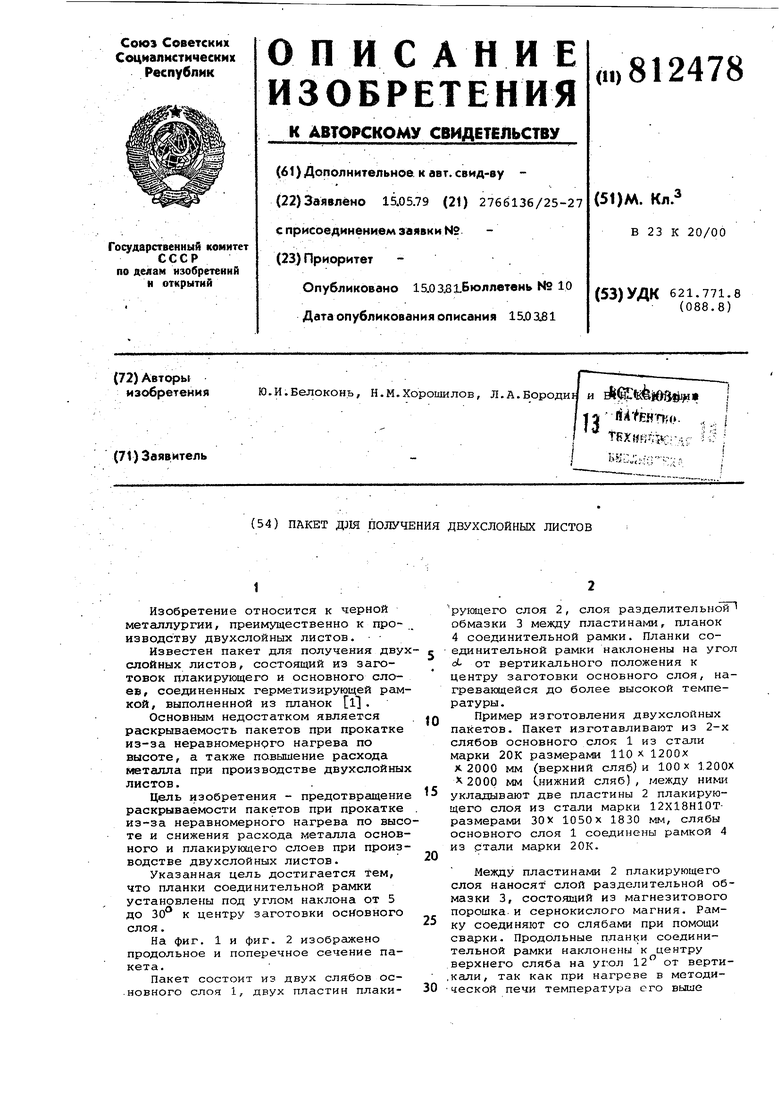
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакет для получения многослойных листов | 1981 |
|
SU959954A1 |
| Способ изготовления биметаллических пакетов | 1976 |
|
SU585033A1 |
| Пакет для получения многослойных листов | 1978 |
|
SU724312A1 |
| Разделительная обмазка | 1983 |
|
SU1127724A1 |
| Пакет для получения многослойных листов | 1982 |
|
SU1117166A1 |
| Пакет для получения многослойныхлиСТОВ | 1979 |
|
SU812476A1 |
| Способ производства многослойных листов | 1986 |
|
SU1397105A1 |
| Пакет для производства многослойных листов | 1983 |
|
SU1191231A1 |
| Пакет для получения многослойных листов | 1976 |
|
SU608634A1 |
| Пакет для получения многослойныхлиСТОВ | 1979 |
|
SU812477A1 |
