Изобретение относится к обработке металлов давлением и может быть использовано для изготовления баллонов и других элементов тепловых труб, облицованных пористой структурой.
Цель изобретения - уменьшение трудоемкости изготовления и повышение качества готовых изделий.
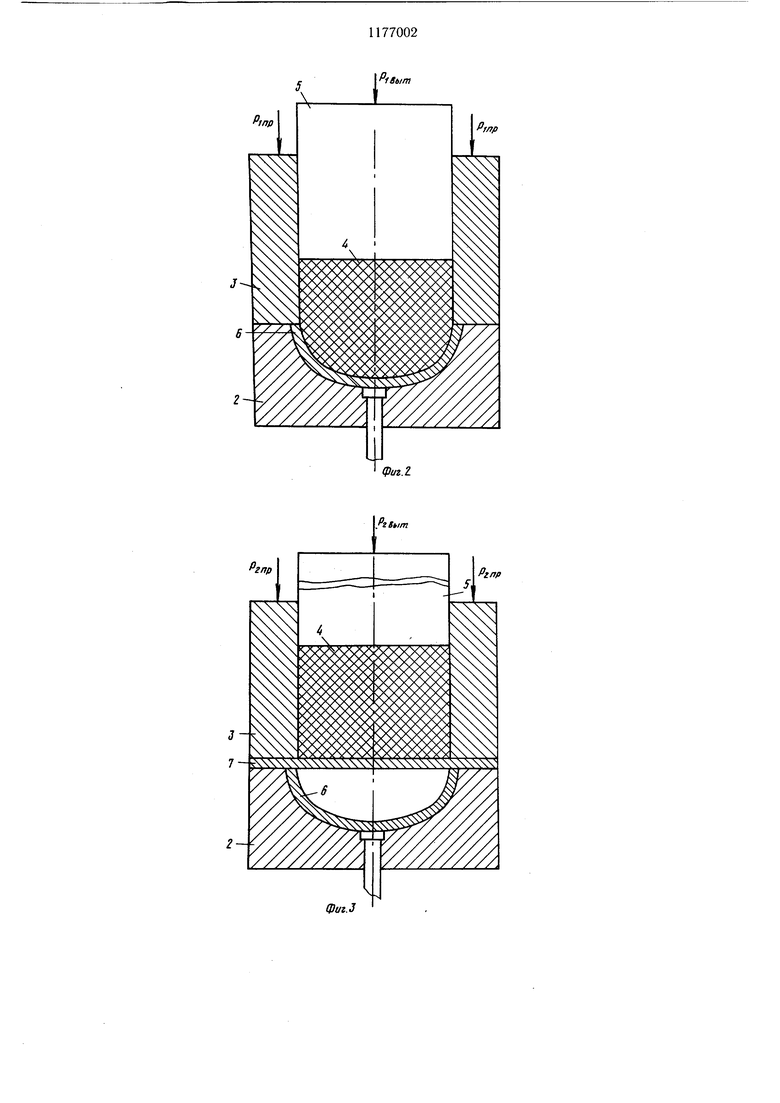
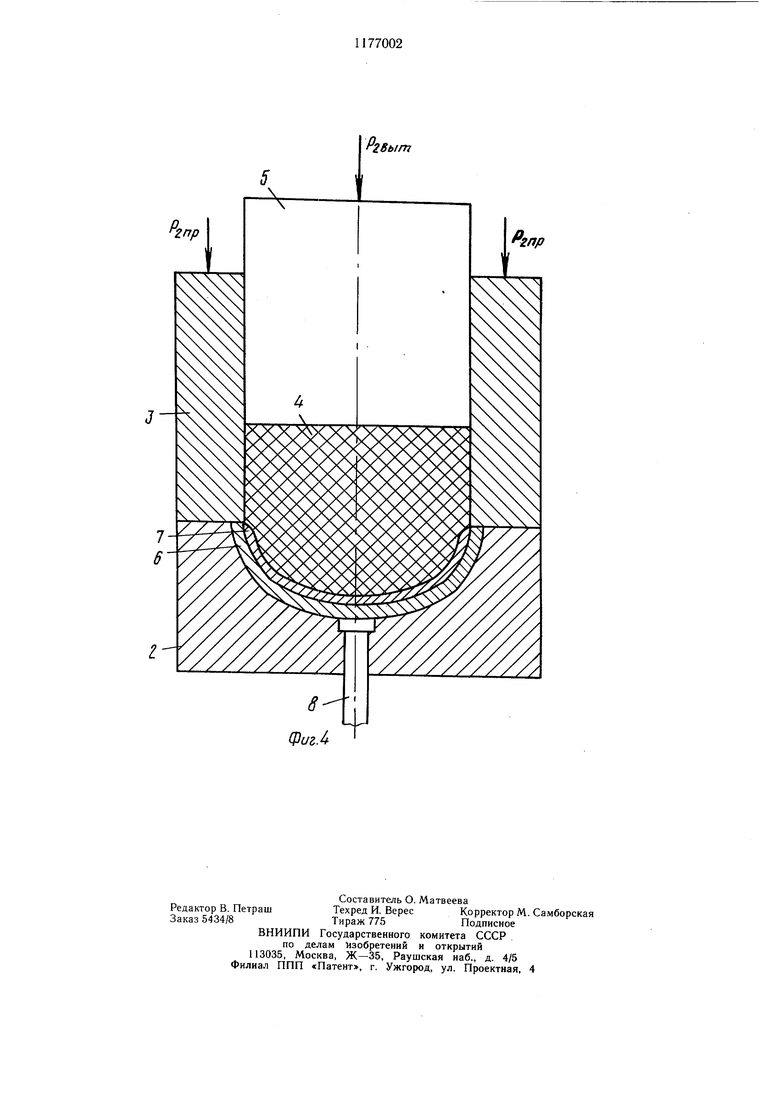
На фиг. 1 изображена схема штамповки цельнометаллического корпуса эластичной средой, начало операции; на фиг. 2 - то же, окончание операции; на фиг. 3 - схема штамповки внутренней облицовки из проволочного нетканого упругопористого материала в отштампованный цельнометаллический корпус, начало операции; на фиг. 4 - то же, окончание операции.
Способ осуществляют следуюшим образом.
Заготовку I корпуса баллона тепловой трубы устанавливают на жесткую матрлцу 2. Для исключения потери устойчивости фланца заготовки его прижимают к матрице кольцом 3. Внутри кольца 3 устанавливают эластичный материал 4 и шток 5. Через кольцо 3 на фланец заготовки 1 действует усилие прижима Рюр. Прикладывая к штоку 5 усилие вытяжки Рцыт, перемещают эластичный материал 4 вниз, вытягивают заготовку из под кольца 3 и штампуют ее по матрице 2. После этого шток 5 с кольцом 3 и материалом 4 поднимают вверх. Затем на отштампованный корпус 6 в матрице 2 устанавливают заготовку 7 из проволочного упругопористого металла. Через кольцо 3 на фланец 7 заготовки подается усилие прижима (Ргпр Рщр ) После этого опускается шток 5, эластичный материал 4 штампует внутреннюю облицовку из проволочного нетканого упругопористого материала по цельнометаллическому корпусу 6, как по матрице. После подъема штока 5, эластичного материала 4 и кольца 3 готовый полусферр}ческий
баллон удаляется из матрицы толкателем 8.
Пример. Изготавливают полусферический баллон тепловой трубы с пористой структурой из материала МР. Корпус баллона имеет диаметр 90 мм, глубину 16 мм и изготавливается из стали 12Х18Н10Т толш,иной 1,5 мм. Внутренняя облицовка - из проволочного нетканого упругопористого материала МР толщиной 1 мм. Для изготовления
0 облицовки используют проволоку из стали марки ЭИ705А, диаметром 0,09 мм.
Штамповку корпуса производят в жесткую матрицу с помощью эластичной среды на гидравлическом прессе с усилием на щтоке PIBU 1200 кН. Усилие прижима PIB 400 кН. Прессование внутренней облицовки проводят в отштампованный корпус, как в матрицу, при усилии на штоке бы-с 500 кН и усилии прижима кН. В качестве эластичной среды применяют
0 полиуретан марки СКУ-7Л твердостью 82 ед. по прибору ТМ-2.
При изготовлении баллона предлагаемым способом внутренняя облицовка имеет постоянную толщину, зазоров между облицовкой и корпусом нет. Пористость облицовки 68%, нарушения структуры и смятия проволоки упругопористого материала нет.
Использование предлагаемого способа изготовления баллонов тепловых труб с пористой структурой обеспечивает по сравнению с известным уменьшение трудоемкости изготовления за счет устранения подгоночных и доводочных ручных работ, повышение точности готовых изделий, повышение качества готовых изделий за счет механизации сборки облицовки с корпусом, отсутствие
зазоров между облицовкой и корпусом, повышение стабильности параметров тепловых труб, уменьшение металлоемкости технологической оснастки на 35% и подготовительно-заключительного времени.
//7/7
фиг.2.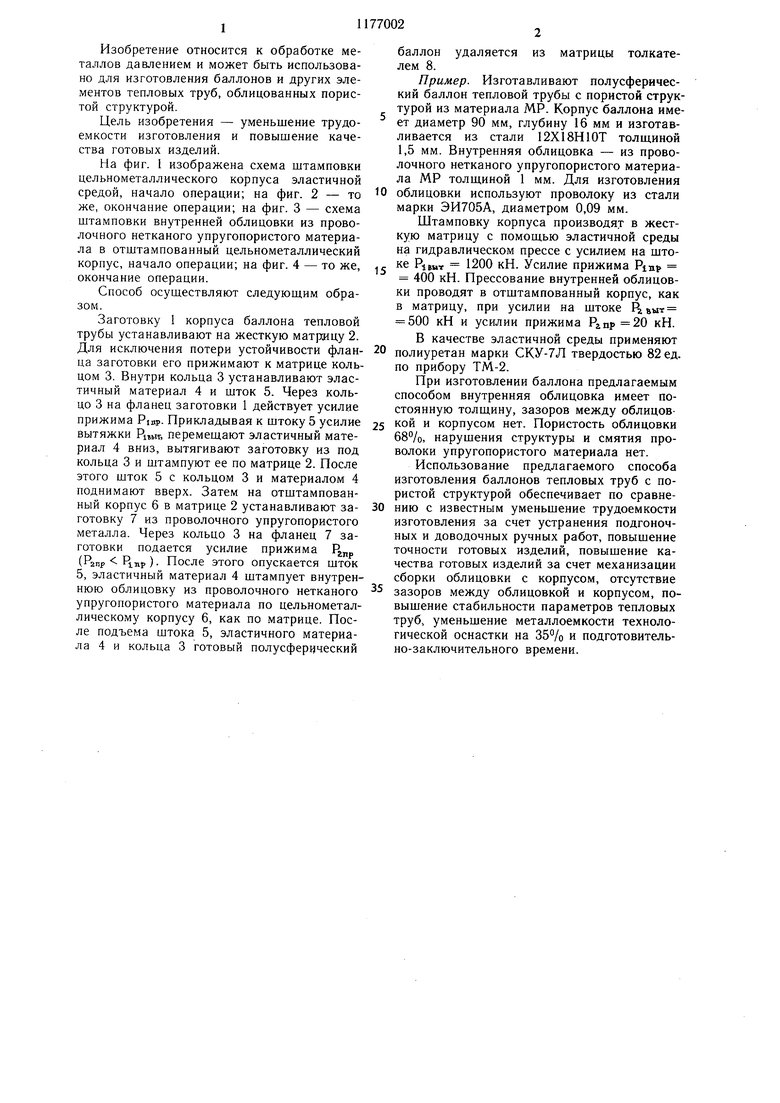
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291017C1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU937080A1 |
| СПОСОБ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291016C1 |
| Способ штамповки деталей из листового материала пуансоном из эластичной среды по жесткой матрице и штамп для его осуществления | 1991 |
|
SU1811941A1 |
| Штамп для изготовления полых деталей | 1986 |
|
SU1324724A1 |
| Штамп для гибки деталей @ -образной формы с отогнутыми внутрь концами | 1983 |
|
SU1184584A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Способ штамповки днищ | 1984 |
|
SU1233990A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ ТЕПЛОВБ1Х ТРУБ, включающий операции штамповки цельнометаллического корпуса и внутренней облицовки из проволочного нетканого упругопористого материала, осуществляемые в рабочей полости матрицы, отличающийся тем, что, с целью уменьшения трудоемкости изготовления и повышения качества готовых изделий, сначала производят штамповку цельнометаллического корпуса, оставляют его в рабочей полости матрицы, затем устанавливают в отштампованный корпус заготовку внутренней облицовки и штампуют ее эластичной средой, используя отштампованный корпус в качестве матрицы. figum (Л wp to
Фиг.З
Ptnp
гпр
Фиг4
ыт
глр
| Ходырев В | |||
| А | |||
| Проектирование, изготовление и эксплуатация штампов с полиуретаном | |||
| Пермь, Западно-уральский ЦНТИ, 1975, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
