2. Штамп по п. 1, отличающийся тем, что, с целью обеспечения стабильного качества деталей из материалов с разными упругими свойствами, каждая оправка выполнена составной из держателя с буртом в нижней части и со штырем в верхней части щеки подпружиненной к держателю, опирающейся
на бурт держателя, и сменного клинового вкладыща, установленного на штыре.
3. Штамп по п. 2, отличающийся тем, что, с целью повышения долговечности штампа, он снабжен роликами, насаженными на оси поворота коромысел и взаимодействующими с обжимными рычагами.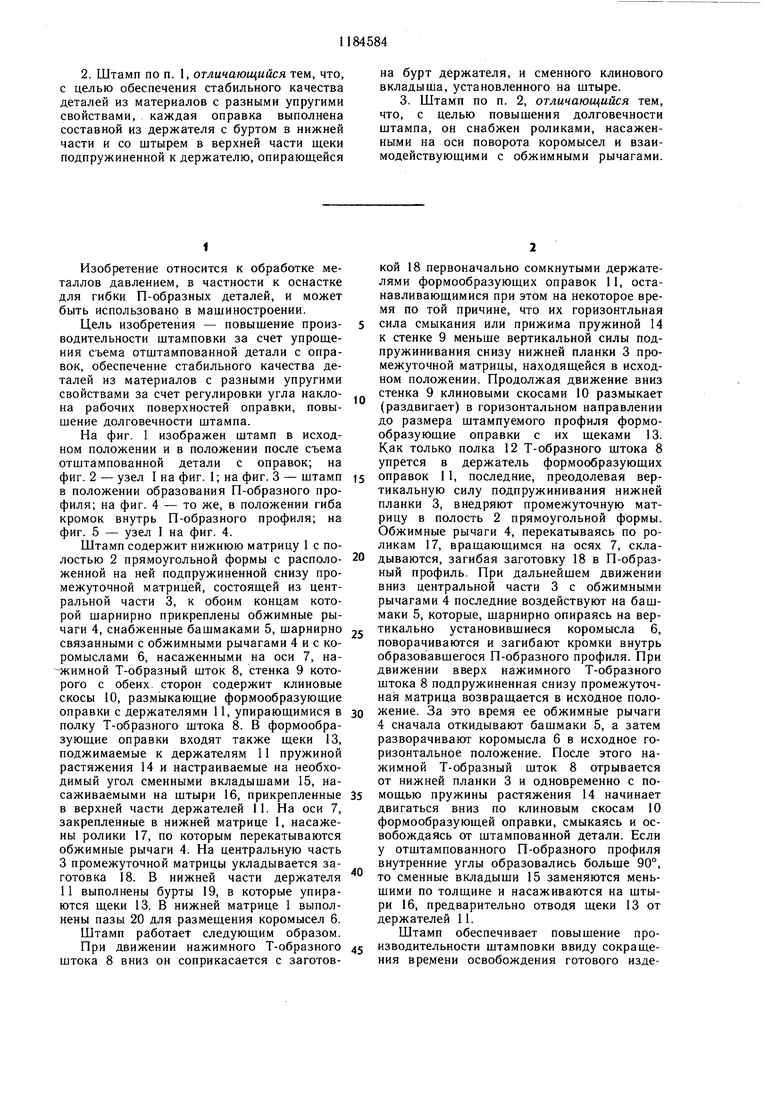
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп для безоблойной штамповки | 1982 |
|
SU1066709A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Автоматическая линия штамповки изделий с лезвиями | 1984 |
|
SU1255256A1 |
| Штамп для изготовления деталей из листового материала путем гибки | 1975 |
|
SU1041191A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп совмещенного действия | 1991 |
|
SU1799653A1 |

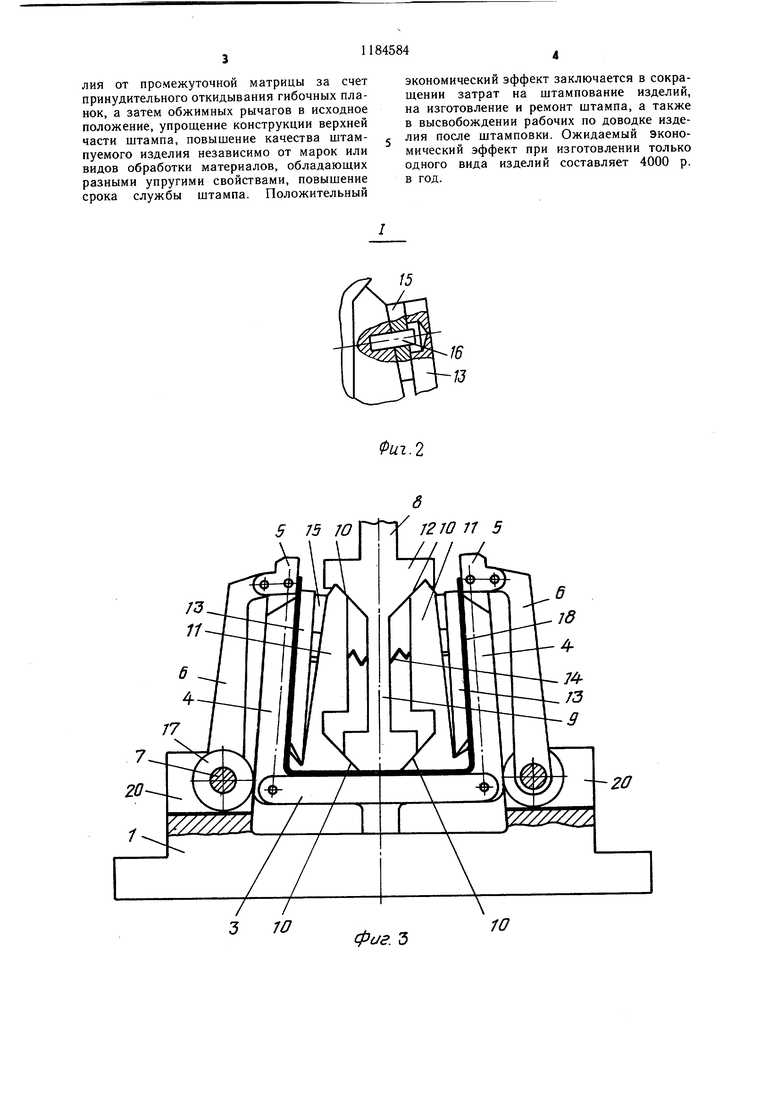
1. ШТАМП ДЛЯ ГИБКИ ДЕТАЛЕЙ П-ОБРАЗНОЙ ФОРМЫ С ОТОГНУТБ1МИ ВНУТРЬ КОНЦАМИ, содержащий нижнюю матрицу с полостью прямоугольной формы, промежуточную матрицу, размещенную на нижней матрице и состоящую из центральной части и щарнирно связанных с ней обжимных рычагов с выступами на свободных концах, а также связанный с приводом нажимной щток Т-образной формы с клиновыми скосами и взаимодействующие с ним разжимные оправки, отличающийся тем, что, с целью повыщения производительности штамповки за счет упрощения съема готовых деталей, он снабжен поворотными коромыслами, параллельными обжимным рычагам, в нижней матрице выполнены пазы для их размещения и закреплены оси их поворота, выступ каждого обжимного рычага выполнен в виде башмас ка, шарнирно закрепленного на соответствующем обжимном рычаге и коромысле (Л 00 01 00 4
Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки П-образных деталей, и может быть использовано в машиностроении. Цель изобретения - повышение производительности штамповки за счет упрощения съема отштампованной детали с оправок, обеспечение стабильного качества деталей из материалов с разными упругими свойствами за счет регулировки угла наклона рабочих поверхностей оправки, повышение долговечности штампа. На фиг. 1 изображен штамп в исходном положении и в положении после съема отштампованной детали с оправок; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - штамп в положении образования П-образного профиля; на фиг. 4 - то же, в положении гиба кромок внутрь П-образного профиля; на фиг. 5 - узел I на фиг. 4. Штамп содержит нижнюю матрицу 1 с полостью 2 прямоугольной формы с расположенной на ней подпружиненной снизу промежуточной матрицей, состоящей из центральной части 3, к обоим концам которой шарнирно прикреплены обжимные рычаги 4, снабженные башмаками 5, шарнирно связанными с обжимными рычагами 4 и с коромыслами 6, насаженными на оси 7, на-жимной Т-образный шток 8, стенка 9 которого с обеих, сторон содержит клиновые скосы 10, размыкающие формообразующие оправки с держателями 11, упирающимися в полку Т-образного штока 8. В формообразующие оправки входят также щеки 13, поджимаемые к держателям 11 пружиной растяжения 14 и настраиваемые на необходимый угол сменными вкладышами 15, насаживаемыми на штыри 16, прикрепленные в верхней части держателей 11. На оси 7, закрепленные в нижней матрице 1, насажены ролики 17, по которым перекатываются обжимные рычаги 4. На центральную часть 3 промежуточной матрицы укладывается заготовка 18. В нижней части держателя 11 выполнены бурты 19, в которые упираются щеки 13. В нижней матрице 1 выполнены пазы 20 для размещения коромысел 6. Штамп работает следующим образом. При движении нажимного Т-образного штока 8 вниз он соприкасается с заготовкой 18 первоначально сомкнутыми держателями формообразующих оправок И, останавливающимися при этом на некоторое время по той причине, что их горизонтльная сила смыкания или прижима пружиной 14 к стенке 9 меньще вертикальной силы подпружинивания снизу нижней планки 3 промежуточной матрицы, находящейся в исходном положении. Продолжая движение вниз стенка 9 клиновыми скосами 10 размыкает (раздвигает) в горизонтальном направлении до размера штампуемого профиля формообразующие оправки с их щеками 13. Как только полка 12 Т-образного щтока 8 упрется в держатель формообразующих оправок 11, последние, преодолевая вертикальную силу подпружинивания нижней планки 3, внедряют промежуточную матрицу в полость 2 прямоугольной формы. Обжимные рычаги 4, перекатываясь по роликам 17, вращающимся на осях 7, складываются, загибая заготовку 18 в П-образный профиль. При дальнейшем движении вниз центральной части 3 с обжимными рычагами 4 последние воздействуют на башмаки 5, которые, щарнирно опираясь на вертикально установивщиеся коромысла 6, поворачиваются и загибают кромки внутрь образовавшегося П-образного профиля. При движении вверх нажимного Т-образного штока 8 подпружиненная снизу промежуточная матрица возвращается в исходное положение. За это время ее обжимные рычаги 4 сначала откидывают башмаки 5, а затем разворачивают коромысла б в исходное горизонтальное положение. После этого нажимной Т-образный шток 8 отрывается от нижней планки 3 и одновременно с помощью пружины растяжения 14 начинает двигаться вниз по клиновым скосам 10 формообразующей оправки, смыкаясь и освобождаясь от штампованной детали. Если у отштампованного П-образного профиля внутренние углы образовались больше 90°, то сменные вкладыши 15 заменяются меньшими по толщине и насаживаются на щтыри 16, предварительно отводя щеки 13 от держателей 11. Штамп обеспечивает повышение производительности штамповки ввиду сокращения времени освобождения готового издеЛИЯ от промежуточной матрицы за счет принудительного откидывания гибочных планок, а затем обжимных рычагов в исходное положение, упрощение конструкции верхней части штампа, повышение качества штампуемого изделия независимо от марок или видов обработки материалов, обладающих разными упругими свойствами, повышение срока службы штампа. Положительный
экономический эффект заключается в сокращении затрат на штампование изделий, на изготовление и ремонт штампа, а также в высвобождении рабочих по доводке изделия после штамповки. Ожидаемый экономический эффект при изготовлении только одного вида изделий составляет 4000 р. в год. 5 75 Ю
Фиг.2 J210 П фиг. 3 5
| Устройство для определения теплопроводности расплавов солей | 1978 |
|
SU787967A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| 0 |
|
SU282278A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
