2. Устройство по п. 1, отличающееся тем, что оно снабжено шпильками с гайками и прижимами, установленными на фланце ковша, отверстия во фланце подвески выполнены с двумя оппозитно расположенными сквозными пазами и смещенными относительно них на 90° двумя глухими пазами, а контуры прижимов соответствуют контурам пазов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отвинчивания и завинчивания гаек соединений железнодорожного пути | 1988 |
|
SU1562375A1 |
| Заливочное устройство для машины литья под давлением | 1976 |
|
SU616057A1 |
| Захватное устройство для листовыхМАТЕРиАлОВ | 1979 |
|
SU850546A1 |
| Устройство прижима крышки к камере | 1979 |
|
SU836489A1 |
| Устройство Мазлаха для изготовления фигурных колб люминесцентных ламп | 1982 |
|
SU1287243A1 |
| Прижимное устройство к ножницам | 1979 |
|
SU941034A1 |
| Установка для склеивания деревянных брусков на продольный зубчатый шип | 1989 |
|
SU1639966A1 |
| ЗАХВАТ-КАНТОВАТЕЛЬ | 2008 |
|
RU2376236C1 |
| Устройство для разделки крупной рыбы | 1981 |
|
SU995721A2 |
| Машина для извлечения и закладки мостовых труб торфяных полей | 1977 |
|
SU681282A1 |
1, РАЗЛИВОЧНОЕ УСТРОЙСТВО ДЛЯ ПЕЧИ, содержащее ковш со сливным носком и фланцем, закрепленным на фланце шарнирной подвески, шарнирный параллелограмм с подвижным звеном, с несущим и поддерживающим рычагами. IS привод параллелограмма, шарнирно соединенный с несущим рычагом, привод ковша, соединенный с ним через поддерживающий рычаГ, систему карданных шарниров и шарнирных рычагов, отличающееся тем, что, с целью повьшения производительности устройства и точности дозирования металла, подвеска вьтолнена высотой, равной глубине печи, привод ковша снабжен сдвоенным Г-образным рычагом с упором, установленным в подвеске, промежуточной тягой и нижней тягой, кинематическая ось пос следней, оси соединения ее с Г-образным рычагом.и ось вращения Г-об- (Л разного рычага в подвеске расположены в одной вертикальной плоскости, а звенья подвески расположены в пространстве, ограниченном контуром ковша,. 00 СП 4 Ю фиг. 1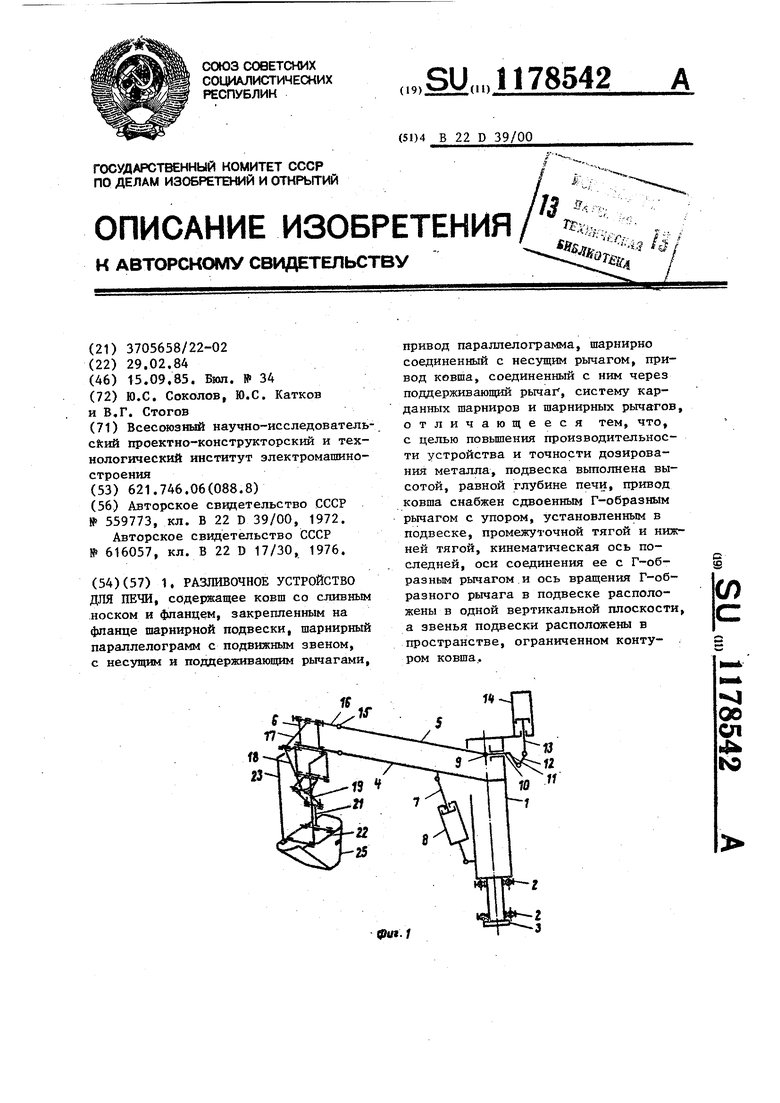
1
Изобретение относится к литейному производству, к конструкциям устройств для разливки жидкого металла, например алюминиевых сплавов, в формы.
Цель изобретения - повьш1ение производительности устройства и точности дозирования металла за счет более полного вычерпьшания металла из печи и скорости разливки, а также исключения влияния люфтов звеньев привода |На точность дозирования.
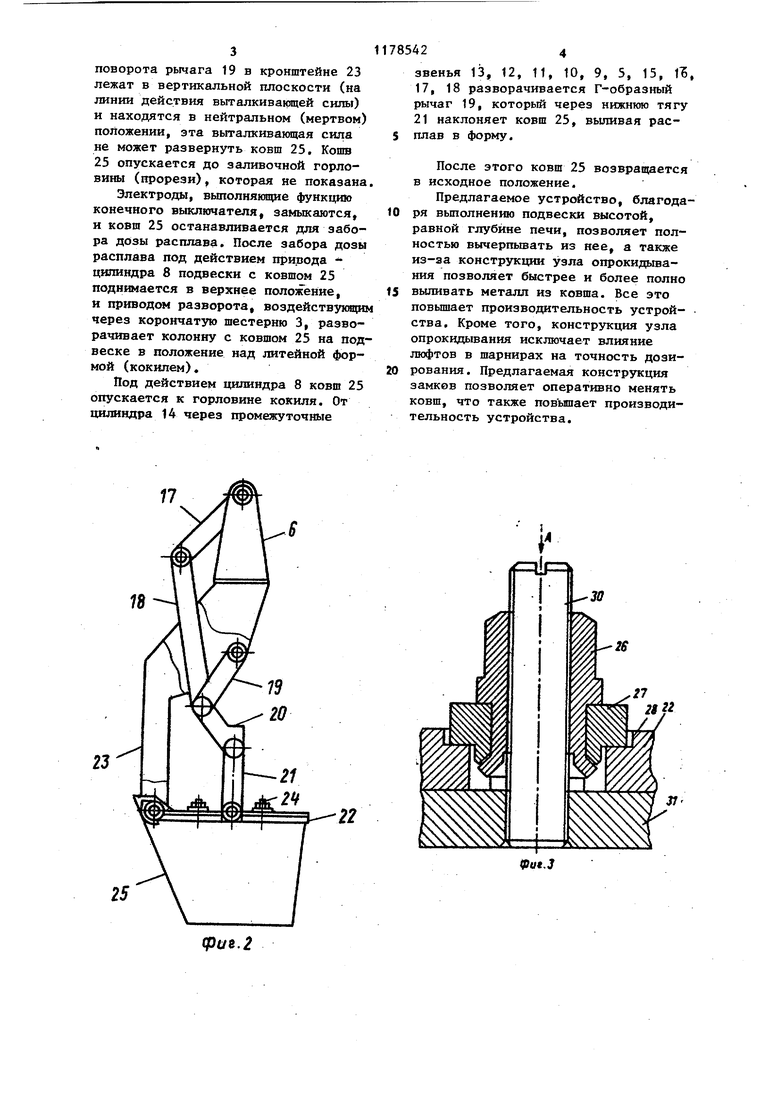
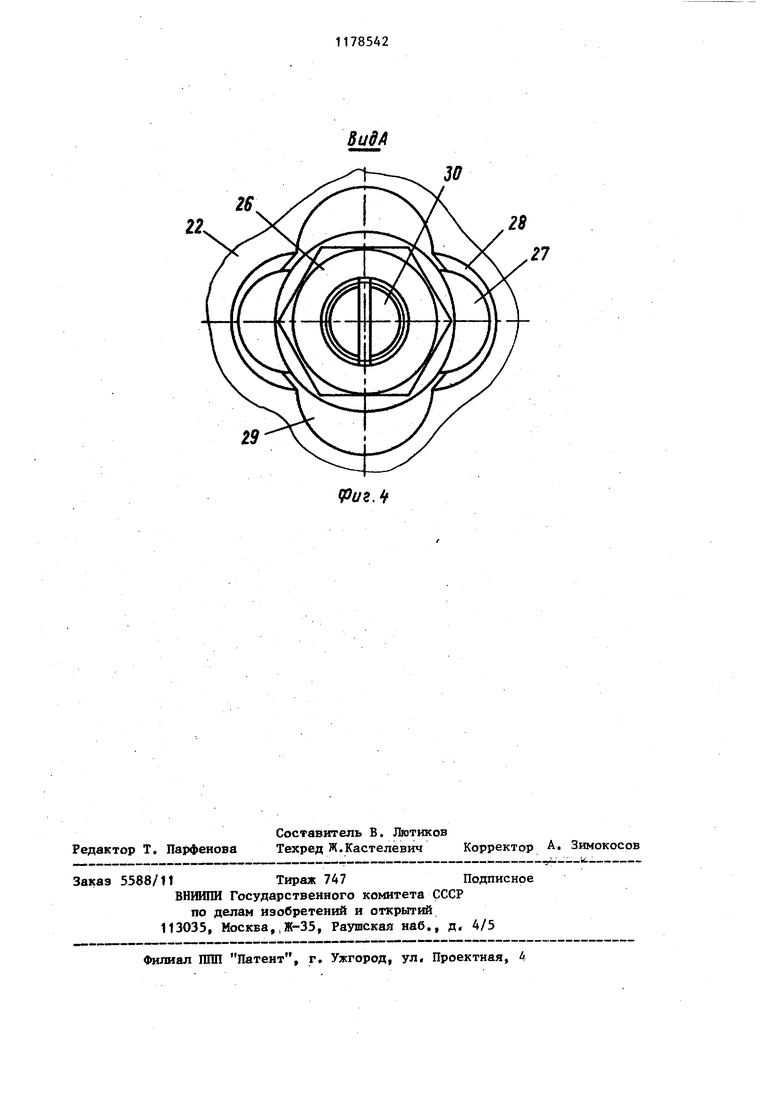
На фиг. 1 изображена схема устройства, общий вид; на фиг. 2 - ковш с подвеской; на фиг. 3 - узел крепления ковша на фланцы подвески; на фиг. 4 - вид А на фиг. 3.
Заливочное устройство содержит колонну 1, установленную в основании на подшипниках 2. На нижнем конце колонны 1 закреплена корончатая шестерня 3 привода вращения колонны 1.
К верхнему концу колонны 1 шарнирно закреплены несущий и поддерживающий рычаги 4 и 5 соответственно, соединенные подвижным звеном 6 и образукщие шарнирный параллелограмм.
Несущий рычаг 4 параллолограмма шгрнирно соединен со штоком 7 циогшндра 8 вертикального привода.
Поддерживающий рычаг 5 через кардан 9 и вал 10, рычаг 11, серьгу 12 соединен со штоком 13 цилиндра 14, а через кардан 15, вал 16, рычаг 17 и промежуточную тягу 18 с Г-образным рычагом 19 с упором 20, который через нижнюю тягу 21 соединен с фланцем 22 подвески. Фланец 22 подвески шарнирно соединен с кронштейном 23, который закреплен на подвижном звене 6 шарнирного параллелограмма. К фланцу 22 замками 24 присоединяются сменные ковши 25, рассчитанные на определенные дозы
расплава. Замок 24 состоит из гайки 26, на цилиндрическую проточку которой насажен по ходовой посадке прижим 27 с фигурным контуром прижимной поверхности, подобной фигурным отверстиям во фланце 22, представляющими цилиндрические отверстия с двумя сквозными оппозитно расположенными пазами 28 и двумя
глухими оппозитно расположенными пазами 29, расположенными под углом 90° к первым. Чтобы прижим 27 не спадал, буртик шейки с проточкой развальцован с обеспечением.осевого
зазора. Гайка 26 с шарниром наворачивается на шпильку 30, закрепленную неподвижно во фланце 31 ковша 25.
Прижим 27 входит в сквозные фигурные пазы 28 фланца 22 подвески и прижимает буртиками фланец 31 ковша 25 к фланцу 22 подвески.
При присоединении (отсоединении) ковша гайки 26 отворачивают на
несколько оборотов, чтобы прижимы 27 вьшши из глухих пазов 29 фланца 22 подвески, затем разворачивают прижимы 27, чтобы прошли в сквозные пазы 28 на фланце 22 подвески.
Заливочное устройство работает следующим образом.
Из исходного положения над печью ковш 25 на подвеске, закрепленной через подвижное звено 6 на конце несущего 4 и поддерживающего 5 рычагов цилиндров 8 опускается в печь для забора дозы расплава. При погружении ковша 25 в расплав, последНИИ давит на ковш 25 с усилием, равным весу вытесненного им р&сплава. Это усилие пытается развернуть ковш 25 на оси, но в связи с тем, что оси соединения нижней тяги 21 с ковшом 25 и Г-образным рычагом 19 и ось
31
поворота рычага 19 в кронштейне 23 лежат в вертикальной плоскости (на линии действия выталкивакяцей силы) и находятся в нейтральном (мертвом) положении, эта выталкивающая сила не может развернуть ковш 25, Кошв 25 опускается до заливочной горловины (прорези), которая не показана.
Электроды, выполнякщие функцшо конечного выключателя, замыкаются, и ковш 25 останавливается для забора дозы расплава. После забора дозы расплава под действием привода цилиндра 8 подвески с ковшом 25 поднимается в верхнее положение, и приводом разворота, воздействухщим через корончатую шестерню 3, разворачивает колонну с ковшом 25 на подвеске в положение над литейной формой (кокилем).
Под действием цилиндра 8 ковш 25 опускается к горловине кокиля. От цилиндра 14 через промежуточные
17
1В
25
сриг.2
785424
звенья 13, 12, 11, 10, 9, 5, 15, 1, 17, 18 разворачивается Г-образный рычаг 19, который через нижнюю тягу 21 наклоняет ковш 25, выливая расS плав в форму.
После этого ковш 25 возвращается в исходное положение.
Предлагаемое устройство, благодаря вьлолнению подвески высотой,
равной глубине печи, позволяет полностью вычерпьшать из нее, а также из-за конструкции узла опрокидывания позволяет быстрее и более полно
f5 выливать металл из ковша. Все это повышает производительность устройства. Кроме того, конструкция узла опрокидывания исключает влияние люфтов в шарнирах на точность дози20 рования. Предлагаемая конструкция замков позволяет оперативно менять ковш, что также повышает производительность устройства.
30
26
22
9ut.3
| Дозатор жидкого металла | 1975 |
|
SU559773A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Заливочное устройство для машины литья под давлением | 1976 |
|
SU616057A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
