(риг. 7 1 Изобретение относится к металлообработке и может быть использовано при изготовлении кольцевых деталей с коническими отверстиями, например роликоподшипников. Цель изобретения - повышение точности обработки путем обеспечения самоцентрирования установленных попарно колец радиально действующими усилиями, равномерно распределенными по поверхности отверстия, и путем расширения номенклатуры обрабатываемых с одного установа поверхностей за счет обеспечения подхода к ним обрабатывающего инструмента. На фиг. 1 представлена схема наладки одно- или многошпиндельного станка для выполнения предварительной операции, разрез по .оси; на фиг. 2 - схема наладки многошпиндель ного станка согласно предлагаемому способу; на фиг. 3 - схема усилий в блоке из двух заготовок колец, созда ваемых радиальными кулачками зажимного устройства; на фиг. 4 - устройство для реализации способа, разрез Способ осуществляется следующим образом. Заготовки в виде колец 1, предварительно обработанные по широким торцам 2 и с сформированными фасками 3, устанавливают попарно в блоки широкими торцами навстречу друг другу с возможностью осевого перемещения и зажимают, воздействуя на коническую поверхность каждого из колец радиальными усилиями, величины которых выбирают такими, чтобы их отношение было обратно пропорциональ но отношению диаметров окружностей,по которым указанные усилия действую При этом, в силу возможности осевого перемещения колец, кольца в блоке самоустанавливаются в осевом и Взаим радиальном направле ноцентрируются в ниях до выравнивания радиальных уси52лий, что обеспечивает быстрое и точное позиционирование при идентичном деформационном состоянии,. Предлагаемый способ может быть реализован зажимным устройством (фиг. 4), которое состоит из закрепляемого в шпинделе станка болтами 5 корпуса 6, в передней части которого в прямоугольных окнах расположены два ряда радиальных кулачков 7 и 8, подпружиненных рессорными пружинами 9 к штоку 10, оснащенному двумя конусами 11- одного направления. В осевом направлении радиальные кулачки 7 и 8 разнесены с удалением, определяемым положением центров тяжести поперечного сечения каждого из колец. Рабочие поверхности каждого ряда радиальных кулачков выполняют с обратной кривизной радиусом одного порядка. Устройство работает следующим образом. При перемещении штока 10, несущего в передней части два конуса 11, радиальные кулачки 7 и 8, преодоле- вая сопротивление рессорных пружин 9, приходят своей криволинейной рабочей ча.стью в соприкосновение с внутренними коническими поверхностями колец 1. Возникающие при этом реактивные усилия заставляют кольца самоустанавливаться на выпуклой криволи нейной рабочей поверхности кулачков и составлять блок колец путем сжатия осевыми составляющими зажимного -усилия по широким торцам (фиг. 3). Разжим обработанных деталей осуществляется в обратном порядке. Применение предлагаемого способа обработки и устройства для его реализации позволяет повысить производительность и точность обработки с одновременным расширением номенклатуры обрабатываемых с одного установа поверхностей попарно установленных колец с коническими отверстиями.
/fj
сриг. 2
(Риг. 2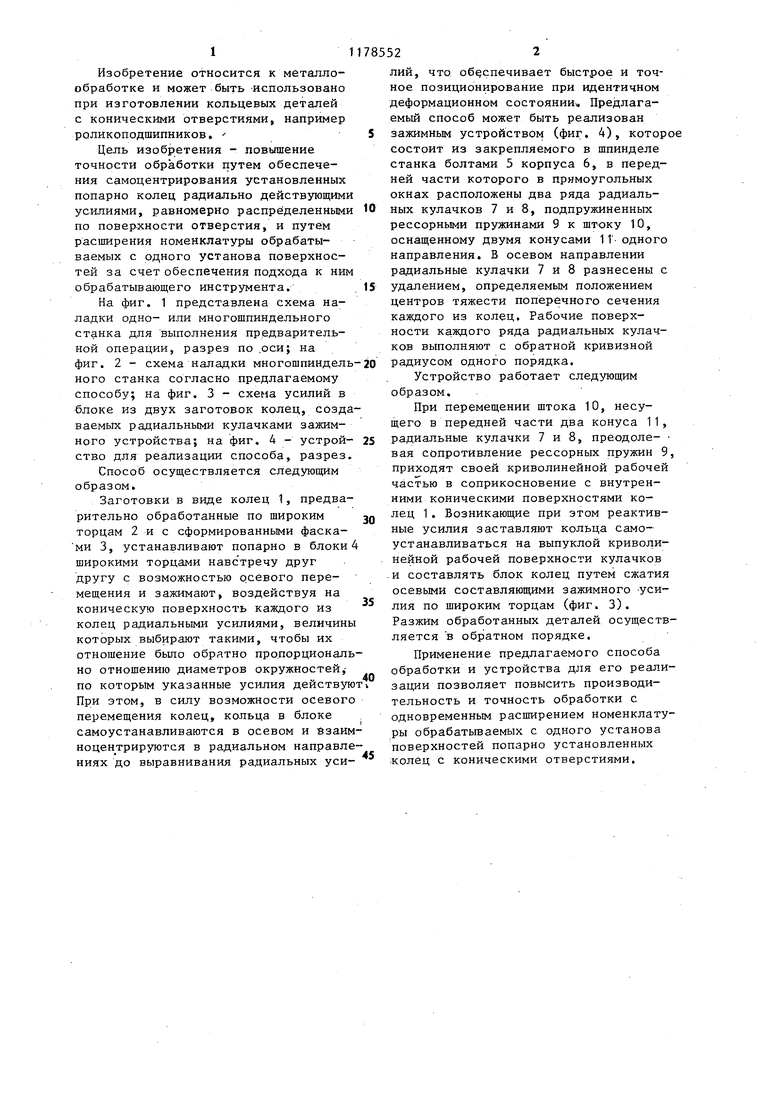
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЖИМНОЙ ПАТРОН (ВАРИАНТЫ) | 2007 |
|
RU2350434C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| Патрон для закрепления колец подшипников | 1981 |
|
SU1024174A1 |
| КУЛАЧКИ ЗАЖИМНОГО ПАТРОНА (ВАРИАНТЫ) | 2001 |
|
RU2253547C9 |
| ЗАЖИМНОЙ ПАТРОН ДЛЯ ОБОЛОЧЕК И ДИСКОВ | 2008 |
|
RU2395371C1 |
| УСТРОЙСТВО КЛИНОВОЕ ЗАПОРНОЕ И ПРОТИВОСДВИГОВОЕ | 2005 |
|
RU2293009C2 |
| Четырехкулачковый патрон | 1989 |
|
SU1673291A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ ИЛИ СТРОЕННЫХ ШТАМПОВОК ИЗ НАРУЖНЫХ КОЛЕЦ ОДНОРЯДНЫХ КОНИЧЕСКИХ РОЛИКОПОДШИПНИКОВ | 2007 |
|
RU2378081C2 |
| СПОСОБ ОБРАБОТКИ ОСЕРАДИАЛЬНЫХ ВНУТРЕННИХ ЗАКРЫТЫХ ВЫТОЧЕК В ЗАГОТОВКАХ КОЛЕЦ | 2005 |
|
RU2314182C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353501C2 |
СПОСОБ УСТАНОВКИ КОЛЬЦЕВЫ ДЕТАЛЕЙ С КОНИЧЕСКИМИ ОТВЕРСТИЯМИ, включающий их установку на плунжер ную оправку и закрепление по внутреннему диаметру радиальными усили ями, равномерно распределенными по окружности, лежащей в плоскости,, перпендикулярной оси колец, о т л ичающийся тем, что, с целью повышения точности базирования путем обеспечения самоцентрирования колец и расширения номенклатуры.обрабатываемых с рдного установа поверхностей, кольца устанавливают попарно, широкими торцами друг к другу, а радиал.ьные усилия, прикладьгоаемые к каждому из колец, выбирают такими, чтобы их отношение бьшо обратно пропорционально отношению диаметров окружностейj по которым указанные усилия действуют.
| Четырехкулачковый самоцентрирующий патрон | 1977 |
|
SU664757A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
