Предлагаемое техническое решение относится к машиностроению, в частности к производству заготовок деталей машиностроения штамповкой, и может быть использовано в подшипниковой промышленности для изготовления заготовок наружных колец однорядных конических роликоподшипников, а также другими предприятиями машиностроения РФ.
Известны способы штамповки комплектных заготовок из наружного и внутреннего колец конического однорядного роликоподшипника (см., например, Патент Японии №18417, 1965; каталог фирмы Альфред Шютте, ФРГ, 1980, стр.63, 64) или заготовок из наружного и внутреннего колец радиально-упорных шариковых подшипников (см., например, Ч.Уик. Обработка металлов без снятия стружки. М.: Машгиз, 1965, фиг.17) за один ход ползуна пресса.
Известен способ получения комплектной заготовки, выполненной из нескольких заготовок колец с последовательно уменьшающимися диаметрами (см., например, патент Чехословакии №26953, 1927).
Известны также способы многоярусной штамповки заготовок колец для шариковых подшипников или цилиндрических роликоподшипников (см., например, патенты Германии №471122, 1927 и №470125, 1929, по которым вслед за самой малой внутренней кольцевой цилиндрической ступенью штампуются в противоположном направлении ступени больших диаметров и высот.
Последний патент Германии принят авторами за прототип.
Общим недостатком аналогов и прототипа является невозможность их прямого практического применения для создания комплектной штамповки из нескольких разных по размерам колец с коническими отверстиями.
Техническим результатом предлагаемого изобретения являются:
- создание единой осесимметричной штамповки из нескольких разных по размерам колец с коническими отверстиями путем комплектования их по коническим отверстиям;
- повышение производительности штамповки;
- повышение производительности токарной обработки заготовок;
- повышение коэффициента использования металла за счет снижения припусков;
- повышение стойкости сменных деталей штампов за счет рационального назначения углов рабочих пуансонов;
- снижение удельного расхода сменных деталей штампов на одну единицу разделенной штучной заготовки.
Для достижения указанных технических результатов способ изготовления спаренной или строенной осесимметричной штамповки из наружных колец однорядных конических роликоподшипников включает комплектование единой заготовки, которое ведут по коническому отверстию, диаметр которого D3 определяют из следующей зависимости:
D3=D1+2tgβ1(c+b),
где D1 - наименьший диаметр конического отверстия меньшего из двух соседних наружных колец однорядных конических роликоподшипников;
β1 - угол конуса отверстия наименьшего из наружных колец однорядных конических роликоподшипников;
с - высота меньшего кольца однорядного конического роликоподшипника;
b - расстояние между торцами соседних колец однорядных конических роликоподшипников, равное сумме ширины отрезного резца и припусков на токарную обработку обоих торцов соседних наружных колец после их разделения и на последующее шлифование указанных торцов.
При этом наружные кольца однорядных конических роликоподшипников с наружными цилиндрическими поверхностями, диаметр которых меньше или равен 180 мм, комплектуют с обеспечением расстояния b между торцами соседних наружных колец, равного 5 мм.
Предложенное техническое решение поясняется чертежами, где представлены:
- на фиг.1 - расчетная схема комплектования спаренной штамповки из наружных колец однорядных конических роликоподшипников;
- на фиг.2 - расчетная схема комплектования строенной штамповки из наружных колец однорядных конических роликоподшипников;
- на фиг.3 - расчетная схема для разделения спаренных и строенных штамповок при токарной обработке.
Рассмотрим и проанализируем теоретический расчет изложенных выше формул на примере комплектования спаренной штамповки из наружных колец 01 конических роликоподшипников 7306к и 7509к, приведенного на фиг.1 геометрическим построением в увеличенном масштабе - М 2:1. В основу расчетов положены размеры D, D1, С, β окончательно обработанных колец по конструкторским чертежам.
Очевидно, что диаметры большого основания конического отверстия для каждого из колец могут быть определены соответственно по формулам:
D2=D1+2C·tgβ1 и
D2C1=D1C1+2C1·tgβ2, при этом угол β2 должен быть равен углу β1 или больше его, т.е. β2≥β1.
Так же очевидно, что с созданием промежутка между торцами соседних колец на разделение штамповки на отдельные штучные заготовки или при полной обработке на токарных станках с обеспечением припусков на последующие токарную обработку торцов и их шлифование после закалки диаметр возможного комплектования в спаренную штамповку может быть определен в общем виде по формуле:
D3=D2+2b·tgβ1, но D2=D1+2c·tgβ1, тогда
D3=D1+2C·tgβ1+2b·tgβ1=D1+2tgβ1(c+b);
т.к. оба кольца находятся в принятых пределах ограничения диаметров наружных цилиндрических поверхностей размерами 180 мм, тогда, с учетом формулы п.2
D3=D1+2tgβ1(C+5).
Ограничение диаметров наружной цилиндрической поверхности размером в 180 мм продиктовано паспортными данными предельных диаметров обработки многошпиндельных токарных патронных полуавтоматов и диаметрами изготавливаемых горячедеформированных подшипниковых труб по ГОСТ 800-78.
Проведенные расчеты для комплектования спаренной штамповки из колец 7306К-01 и 7509к-01 приведены в таблице:
Как видно из таблицы, определенные по формулам комплектования одаренной штамповки размер D3 не равен наименьшему диаметру D1 наибольшего кольца 7509к-01, а меньше его; тем не менее, припуск на дальнейшую обработку конического отверстия, назначаемый по отраслевым нормативам с учетом осевой и радиальной нежесткости каждого из колец, не препятствует их комплектованию в спаренную заготовку; в данном случае для кольца 7509К-01 припуск по коническому отверстию назначают по размеру D3 с корректировкой угла конуса штамповки для кольца C1.
На фиг.1 и 2 штрихпунктиром условно показаны габаритные размеры спаренной и строенной заготовок после штамповки с учетом припусков на дальнейшую обработку поверхностей колец по отраслевым нормативам.
Комплектование в строенную штамповку (фиг.2) ведут в последовательности - сначала для колец С и C1, а затем для колец C1 и C2.
В каждом конкретном случае комплектования в спаренную или строенную штамповки по углам конического отверстия должно соблюдаться условие - для спаренной β2≥β1;
- для строенной β1≤β2 и β3≥β2.
При комплектовании в единые штамповки не исключена возможность установления одного общего угла штамповки для всех комплектуемых колец.
На фиг.1 и 2 размеры по диаметрам D1 и D3 указаны равными из-за малой разницы между ними, укладывающейся в нормативы припусков на дальнейшую обработку.
Технические результаты предложенного технического решения Заявитель усматривает в:
1. Повышении производительности изготовления штамповкой двух или трех заготовок колец в одной штамповке вместо одной заготовки за один двойной ход ползуна пресса или ковочной машины.
2. Повышении производительности токарной обработки спаренных и строенных штамповок на токарных многошпиндельных полуавтоматах с двойной индексацией, обусловленной применением полного комплекта режущего инструмента, оснащенного твердым сплавом и обработкой со скоростями резания 150…160 м/мин; в этой связи авторами разработаны схемы обработки, являющиеся НОУ-ХАУ.
3. Повышении коэффициента использования металла снижением припусков на токарную обработку путем:
- применений для штамповки исходных заготовок в виде отрезков из обточенных горячедеформированных подшипниковых труб по ГОСТ 800-78 вместо горячекатаных круглых неотожженных прутков из подшипниковых сталей по ГОСТ 801-78 и ГОСТ 2590-88, имеющих большие поверхностные дефекты прокатки и обезуглероженный слой. Штамповка из прутка даже при индукционном нагреве токами высокой частоты до 1000…1050 град.С приводит к необходимости отжига отштампованных заготовок для снижения твердости, удаления окалины и обеспечения условий дальнейшей обработки их резанием, что вместе взятое, в зависимости от габаритных размеров штамповок, приводит к увеличению припусков на токарную обработку в 1,5….3 раза;
- обеспечении минимальных допусков на эксцентричность конического отверстия штамповки относительно наружных цилиндрических поверхностей (разностенность) путем обеспечения регулировкой минимальных допустимых зазоров в направляющих ползуна пресса.
4. Повышении стойкости пуансонов при штамповке спаренных и строенных заготовок с использованием отрезков из горячедеформированных труб, т.к. исключается прошивка центрального конического отверстия D1 наименьшего по размерам кольца; при этом наличие на пуансонах одной, двух или трех ступеней углов (10…20 град), превышающих углы трения скольжения со смазкой, снижает трение при формообразовании штамповок. Очевидно, что удельный расход пуансонов на одну единицу разделенной штучной заготовки кольца уменьшается и может быть ориентировочно определен при изготовлении промышленной партии спаренных или строенных штамповок.
Пример конкретного исполнения и использования
1. Авторами проведен анализ годовых программ 1972 г. выпуска однорядных конических роликоподшипников бывших 1,9,15 ГПЗ;
2. Разработаны варианты возможного комплектования единой осесимметричной штамповки из нескольких разных по размерам наружных колец однорядных конических роликоподшипников, преимущественно из двух или трех колец соответственно в спаренные и строенные комплектные штамповки.
Установлена возможность создания 230 спаренных и 32 строенных комплектных штамповок.
3. Проведены испытания способа изготовления спаренных штамповок из наружных колец конических роликоподшипников 7306К-01 и 7509-К-01;
заготовками служили отрезки колец из горячекатаной трубы из подшипниковой стали ШХ-15 размерами (наружный диаметр × толщину стенки) 83,5×12,8 мм; высота отрезки 25+0,3 мм; с предварительно расточенным отверстием для снятия обезуглероженного слоя до диаметра 58,2±0,2 мм; отрезки с расточенными отверстиями перед штамповкой подвергнуты смазке в специальном растворе, нагреву в печи электросопротивления до температуры 710 град. С и откалиброваны на прессе К849С в штампе прямым выдавливанием; отштамповано 120 спаренных заготовок; все спаренные штамповки подвергнуты ОТК 100% контролю по размерам и признаны годными; металлографическими исследованиями дефектов штамповки - трещин, зажимов - не обнаружено.
Спаренные штамповки подвергнуты разделению на штучные заготовки на станке 1К62 с использованием обрезного резца, оснащенного пластиной твердого сплава Т15К6 шириной 3,6 мм; штучные заготовки обработаны по утвержденной технологии токарной обработки на многошпиндельном токарном полуавтомате 1265ПМ-6Д и признаны годными.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| ЗАЖИМНОЙ ПАТРОН (ВАРИАНТЫ) | 2007 |
|
RU2350434C1 |
| СПОСОБ ОБРАБОТКИ ОСЕРАДИАЛЬНЫХ ВНУТРЕННИХ ЗАКРЫТЫХ ВЫТОЧЕК В ЗАГОТОВКАХ КОЛЕЦ | 2005 |
|
RU2314182C2 |
| ЗАЖИМНОЙ ПАТРОН ДЛЯ ОБОЛОЧЕК И ДИСКОВ | 2008 |
|
RU2395371C1 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353501C2 |
| Способ установки кольцевых деталей с коническими отверстиями | 1984 |
|
SU1178552A1 |
| УСТРОЙСТВО КЛИНОВОЕ ЗАПОРНОЕ И ПРОТИВОСДВИГОВОЕ | 2005 |
|
RU2293009C2 |
| Способ шлифования конических отверстий | 1987 |
|
SU1511076A2 |
| КУЛАЧКИ ЗАЖИМНОГО ПАТРОНА (ВАРИАНТЫ) | 2001 |
|
RU2253547C9 |
Изобретение относится к машиностроению и может быть использовано в подшипниковой промышленности при изготовлении спаренных или строенных штамповок для получения из них наружных колец однорядных конических роликоподшипников. Производят комплектование единой заготовки, которое ведут по коническому отверстию. Диаметр D3 отверстия определяют из зависимости: D3=D1+2tgβ1(с+b), где D1 - наименьший диаметр конического отверстия меньшего из двух соседних наружных колец однорядных конических роликоподшипников, β1 - угол конуса отверстия наименьшего из наружных колец, с - высота меньшего кольца, b - расстояние между торцами соседних колец. Указанное расстояние равно сумме ширины отрезного резца и припусков на токарную обработку обоих торцов соседних наружных колец после их разделения и на последующее шлифование указанных торцов. В результате обеспечивается повышение производительности изготовления, коэффициента использования металла и стойкости штамповой оснастки. 1 з.п. ф-лы, 3 ил., 1 табл.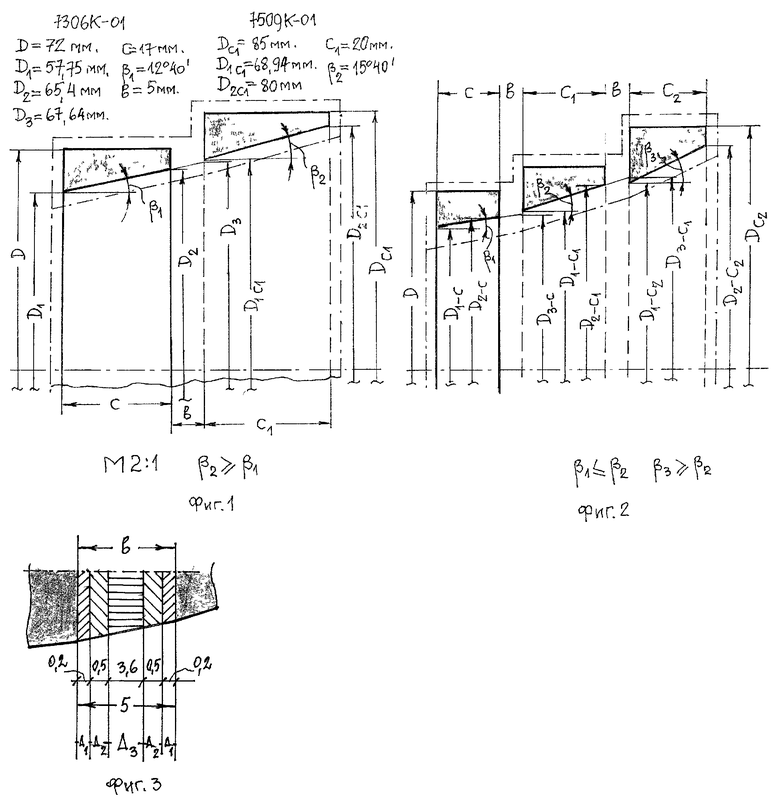
1. Способ изготовления спаренной или строенной осесимметричной штамповки из наружных колец однорядных конических роликоподшипников, включающий комплектование единой заготовки, которое ведут по коническому отверстию, диаметр которого D3 определяют из следующей зависимости:
D3=D1+2tgβ1(c+b),
где D1 - наименьший диаметр конического отверстия меньшего из двух соседних наружных колец однорядных конических роликоподшипников;
β1 - угол конуса отверстия наименьшего из наружных колец однорядных конических роликоподшипников;
с - высота меньшего кольца однорядного конического роликоподшипника;
b - расстояние между торцами соседних колец однорядных конических роликоподшипников, равное сумме ширины отрезного резца и припусков на токарную обработку обоих торцов соседних наружных колец после их разделения и на последующее шлифование указанных торцов.
2. Способ по п.1, характеризующийся тем, что наружные кольца однорядных конических роликоподшипников с наружными цилиндрическими поверхностями, диаметр которых меньше или равен 180 мм, комплектуют с обеспечением расстояния b между торцами соседних наружных колец, равного 5 мм.
| Способ изготовления заготовок колец подшипников | 1982 |
|
SU1074652A1 |
| Способ изготовления полых изделий,преимущественно подшипниковых колец | 1983 |
|
SU1199416A1 |
| Способ изготовления заготовок колец подшипников | 1983 |
|
SU1177024A1 |
| Устройство для нанесения покрытий на детали с криволинейной поверхностью | 1973 |
|
SU471122A1 |
| Задвижка трубопровода | 1973 |
|
SU470125A3 |

