(Л
б
00 СП
Фие. 1
О)
Изобретение относится к сварке плавлением и может быть применено в машиностроительных отраслях промышленности при изготовлении сварных конструкций из тонкостенных профилей.
Цель изобретения - повышение геометрической точности при сварке тонкостенных профилей с полками.
Указанная цель достигается тем, что перед сваркой конструкции выполняют деформацию профиля, обеспечивая поворот каждого его сечения по всей длине на упреждаюодий сварочную деформацию одинаковый угол.
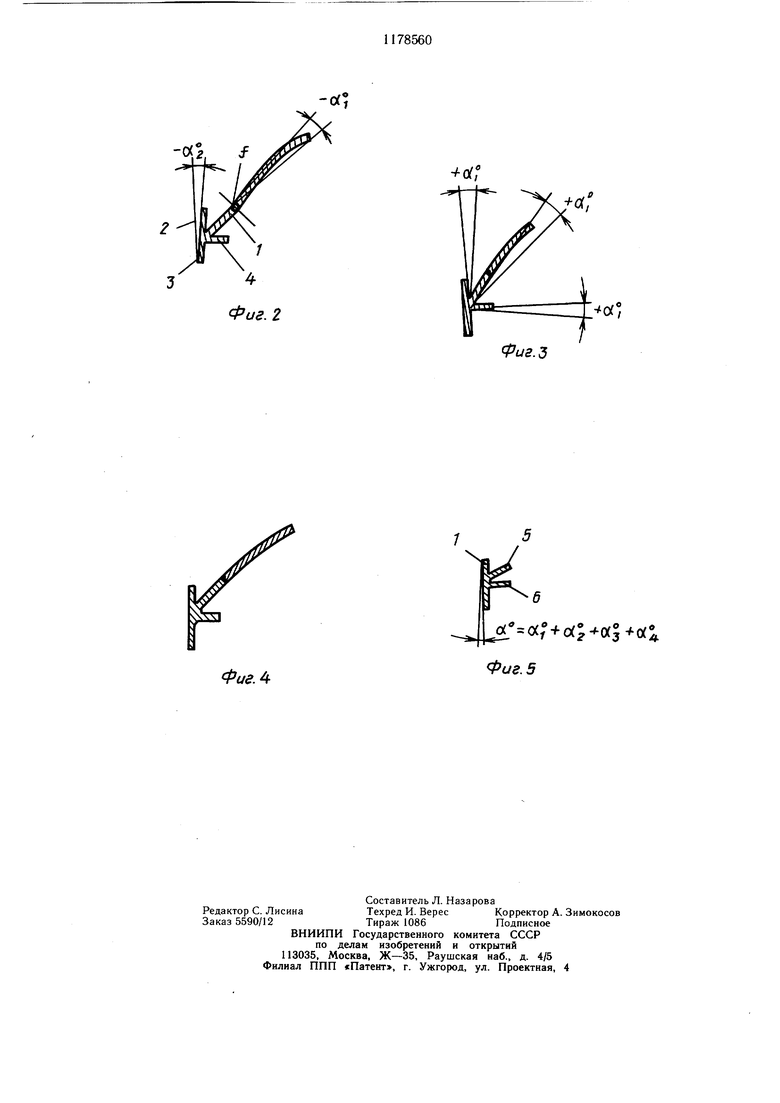
На фиг. 1 представлена схема сварки без задания предварительной деформации; на фиг. 2 - соединение, полученное после сварки без предварительной деформации; на фиг. 3 - схема способа с поворотом профиля; на фиг. 4 - соединение, полученное согласно предлагаемому способу; на фиг. 5- задание деформации в случае сварки нескольких швов.
При сварке профиля 1 с днищем 2 цилиндрической емкости на подкладке 3 с жестким закреплением их кромок прижимами 4 в базисных плоскостях А-А и Б-Б (фиг. 1) происходит угловая деформация свариваемой полки на угол -ai (фиг. 2) с образованием провала сварного шва на величину f.При этом аналогичный угловой разворот (на угол -ai) фиксируется и на других полках профиля. Попытка выполнения предварительной отгибки свариваемой полки на угол, обратный этому углу, т.е. на угол + jif, т: закрепления другой полки приводит к отгибу этой полки, хотя провал шва на свариваемой полке при этом устраняется. Если профиль перед сваркой деформировать, повернуть на угол (фиг. 3), т.е. выполнить такой угол на всех полках, то после сварки удается получить близкий к нулевому угол деформации по всем полкам (фиг.4). При сварке профиля промежуточной рамы цилиндрической емкости по четырем ее полкам, деформацию профиля перед сваркой производят на угол a ai4-«2+«3+«4 (фиг. 5). где ai - углы поворота, определенные для каждой полки отдельно. На практике деформацию профиля обеспечивали:
для гнутых профилей - при их гибке на профилегибочных машинах; для точеных из раскатных колец - при мехобработке. Угол поворота контролировали специальным шаблоном сечения на плите и дополнительно - замером периметров по нижней и верхней кромкам вертикальных полок профилей, разница которых при тех сравнительно малых величинах поворота, которые имеют место на практике, прямо пропорциональна величине угла поворота.
Пример. Выполнялась сварка емкости диаметром -0 2000 мм с четырех полочным профилем по одной из наклонных полок; перед сваркой выполнялась деформация профиля
5 на угол 5°, который технологически задавался периметрами вертикальных полок по диаметрам DI, D2 соответственно величинами с допуском 6285 мм и 6278 мм. После сварки разность периметров не превышала 3 мм (средние величины параметров по
0 результатам 22 узлов соответственно 6283,5 Mivl и 6285,0 мм). Это обеспечивало выполнение одного из основных требований к точности узла, заданного в документации - непрямолинейности вертикальной
5 полки не более 0,5 мм. До внедрения способа непрямолинейность достигала величины 3-4 мм. Величину деформации (угла поворота) первоначально определяли опытным путем - замером разности периметров верхней и нижней полок (по диаметрам 0 DI,
0 0 D2 соответственно) незакрученных профилей после сварки, а затем стали назначать на основании набранной статистики. Деформация, выраженная через разность периметров вертикальной полки, зависит в основном от высоты профиля, его диаметра и свариваемых толш,ин. При высоте профиля 80 100 мм, диаметрах 1500- 3000 мм, свариваемых толшинах 3-6 мм она выбирается в пределах 4-8 мм.
Использование предлагаемого способа по сравнению с известным способом позволяет получить при сварке днищ с четырех полочными профилями отклонение от прямолинейности вертикальной полки не более 0,5 мм т.е. в пределах допуска по документации, и тем самым снизить трудоемкость последующей правки.
-«.1
/
(Риг.З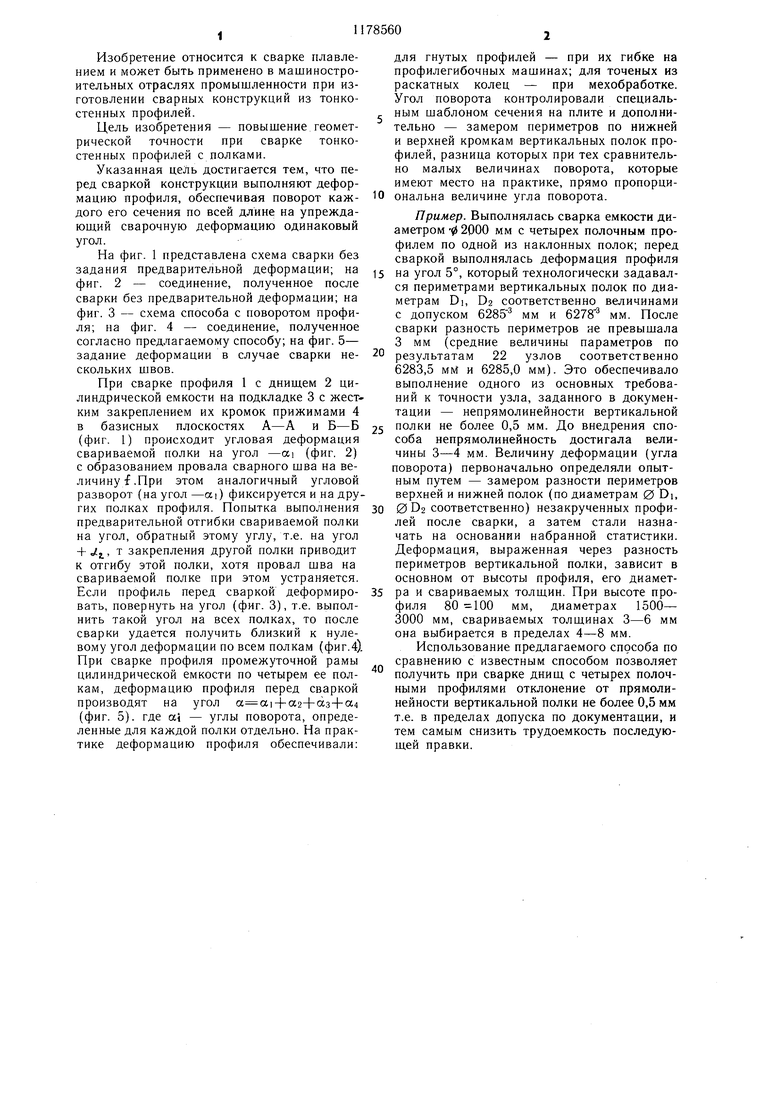
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| Способ получения таврового соединения | 2023 |
|
RU2822529C1 |
| Стан для профилирования неравнополочных швеллеров | 1992 |
|
SU1817718A3 |
| Гнутый тонкостенный металлический профиль | 2021 |
|
RU2773742C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗ ЛИСТА ЗАМКНУТЫХ ПРОФИЛЕЙ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ С РАЗЪЕМОМ НА ПЛОСКОЙ ПОВЕРХНОСТИ ОДНОЙ ИЗ ПОЛОК | 1992 |
|
RU2042449C1 |
| Способ изготовления контактной шовной сваркой гофрированной балки | 2023 |
|
RU2801060C1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ И СПОСОБ СВАРКИ С ЕГО ПРИМЕНЕНИЕМ | 1998 |
|
RU2137579C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2009 |
|
RU2393036C1 |
1. СПОСОБ СВАРКИ КРИВОЛИНЕЙНЫХ ЗАМКНУТЫХ СТЫКОВ, заключающийся в сборке отдельных элементоэ конструкции, закреплении их в базисных плоскостях и сварке, отличающийся тем, что с целью повышения геометрической точности при сварке тонкостенных профилей с полками, перед сваркой выполняют деформацию каждого профиля путем поворота каждого его сечения по всей длине на одинаковый угол и устанавливают с возможностью свободного поворота сечения профиля относительно базисной плоскости закрепления в процессе сварки. 2. Способ по п. 1, отличающийся тем, что величину деформации сечения профиля выбирают равной алгебраической сумме углов поворота, которые определяют для каждой из свариваемых полок в отдельности.
ФиеЛ
Фиг. 5
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ | 0 |
|
SU278913A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
