Изобретение относится к литейному производству, в частности к литью в металлические формы.
Цель изобретения - повьшение качества отливок и надежности работы.
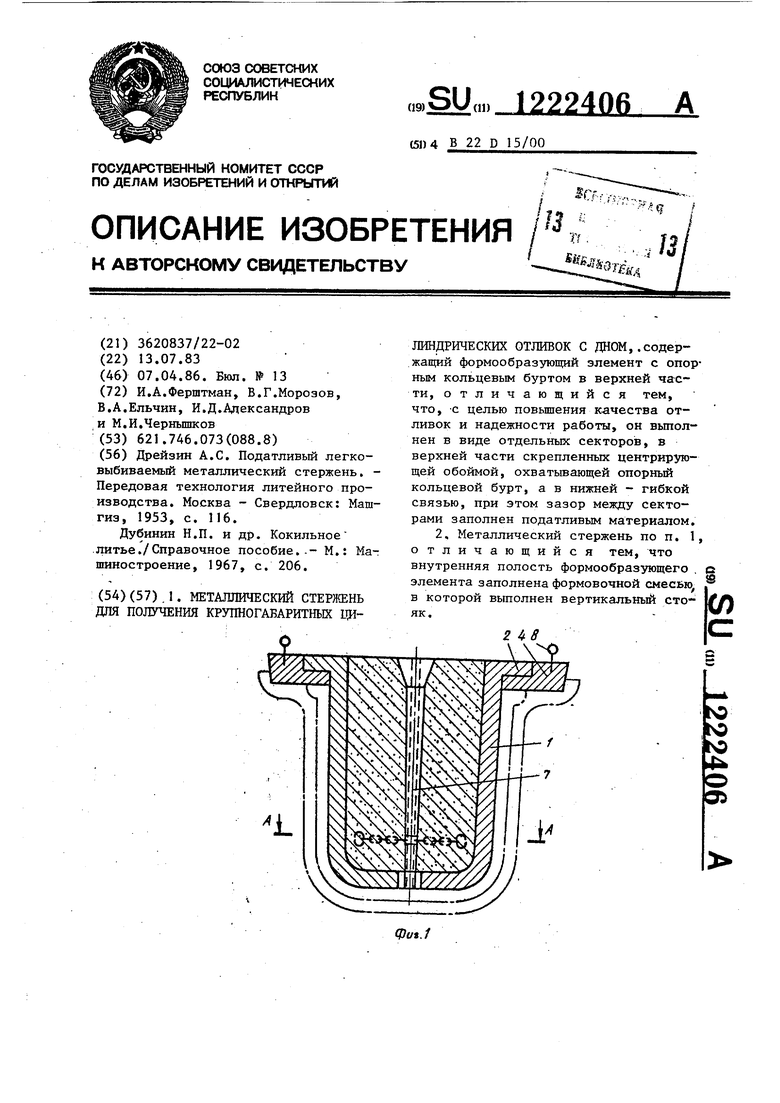
На фиг.1 изображен металлический стержень, разрез; на фиг.2 - разрез А-А на фиг.1.
Металлический стержень содержит формообразующий элемент 1 с опорным кольцевым буртом 2. Формообразую щий элемент 1 выполнен в виде отдель ных секторов 3, скрепленных в верхней части центрирующей обоймой 4, охватьшающей опорный кольцевой бурт 2, а в нижней - гибкой связью 5, например цепью. Гибкая связь 5 вьшолне на регулируемой по длине. Зазоры 6 между секторами 3 и внутренняя полость формообразующего элемента заполнены податливым материалом, например формовочной смесью. Во внутренней полости выполнен вертикальный стояк 7 для сифонной заливки форм. Собранный стержень устанавливается центрирующей обоймой 4,в гнездо в верхней части кокиля. Транспортировка стержня осуществляется с помощью рым-болтов 8, закрепленных в центрирующей обойме 4.
Металлический стержень работает следующим образом.
В стержневом ящике производят заполнение и уплотнение формовочной
22406
смесью зазоров и полости между секторами 3 формообразующего элемента, одновременно заформовывается стояк 7 для сифонной заливки. Готовьй сТер5 жень извлекают из стержневого ящика и без подсушки устанавливают в литейную форму.
После заливки формы и охлаждения отливки разрушают уплотненную формо10 вочную смесь вокруг стояка и извлекают металлические части стержня. При выполнении формообразующего элемента стержня на 3-х, 4-х и более сегментов, при их свободном подвешива15 НИИ на центрирующей обойме центр тяжести каждого сегмента смещен к центру стержня относительно линии, проходящей через крайние опорные точки на центрирующей обойме. Возникает момент
20 сил, вызывающий их поворот на некоторый угол относительно вертикальной оси в сторону раскрытия. Наличие центрирующей обоймы в верхней части и гибкой связи в нижней части формо25 образующего элемента в период изготовления, транспортировки и заливки обеспечивает необходимую прочность и предотвращает деформацию стержня. В момент кристаллизации отливки стержень
30 обладает достаточной податливостью за счет формовочной смеси,находящейся в зазорах между секторами формообразующего элемента, что предотвращает образование трещин, вызванных
35 затрудненной усадкой.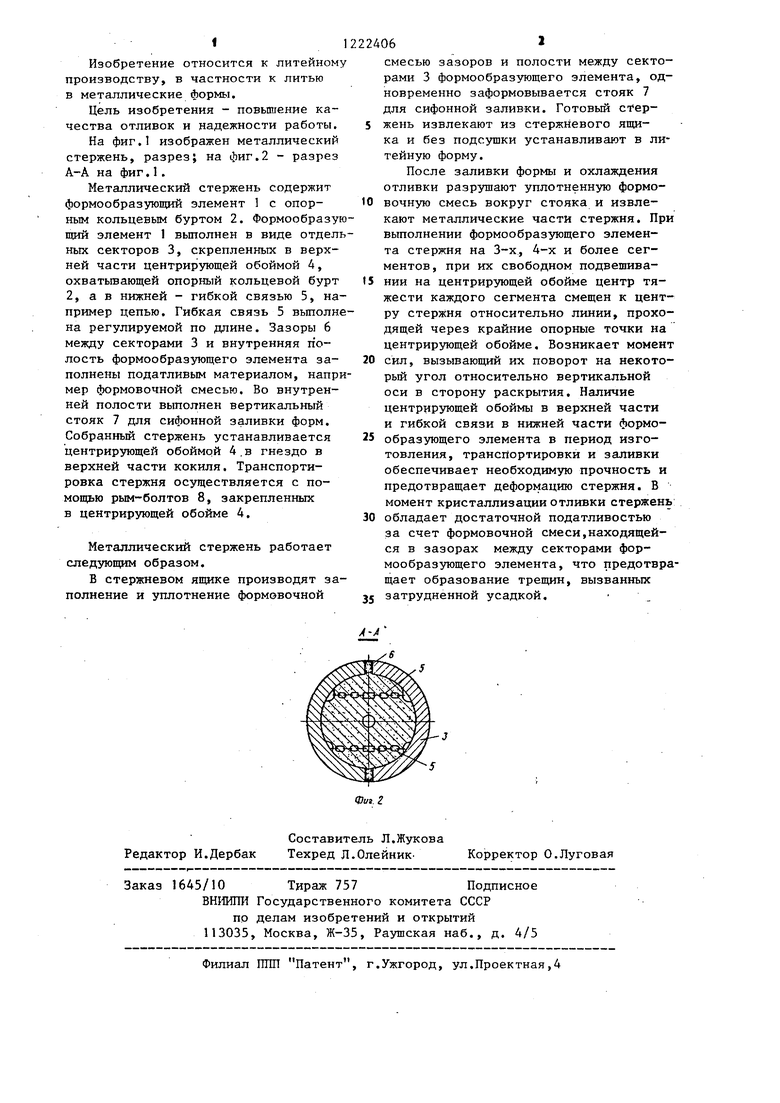
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| ТЕХНОЛОГИЧЕСКАЯ ПРОБА | 1973 |
|
SU388207A1 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Литейная оснастка по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2801506C1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМИЫХ МЕТАЛЛИЧЕСКИХ | 1973 |
|
SU387785A1 |
| Способ изготовления литейных форм и стержней по технологии формовки холодно-твердеющих смесей (ХТС) в модельно-стержневую оснастку, формообразующая которой изменяет геометрию за короткое время | 2022 |
|
RU2804514C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Кокиль | 1983 |
|
SU1097444A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА КЛАПАНА, ИМЕЮЩЕГО ОДНУ ИЛИ БОЛЕЕ КОРРОЗИОННО-СТОЙКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 2017 |
|
RU2745701C2 |
Редактор И.Дербак
Фиг. 2.
Составитель Л.Жукова
Техред Л.Олейник. Корректор О.Луговая
Заказ 1645/10 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г.Ужгород, ул.Проектная,4
| Дрейзин А.С | |||
| Податливый легковыбиваемый металлический стержень | |||
| - Передовая технология литейного производства | |||
| Москва - Свердловск: Маш- гиз, 1953, с | |||
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
| Дубинин Н.П | |||
| и др | |||
| Кокильное литье./Справочное пособие.-- М.: Машиностроение, 1967, с | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
