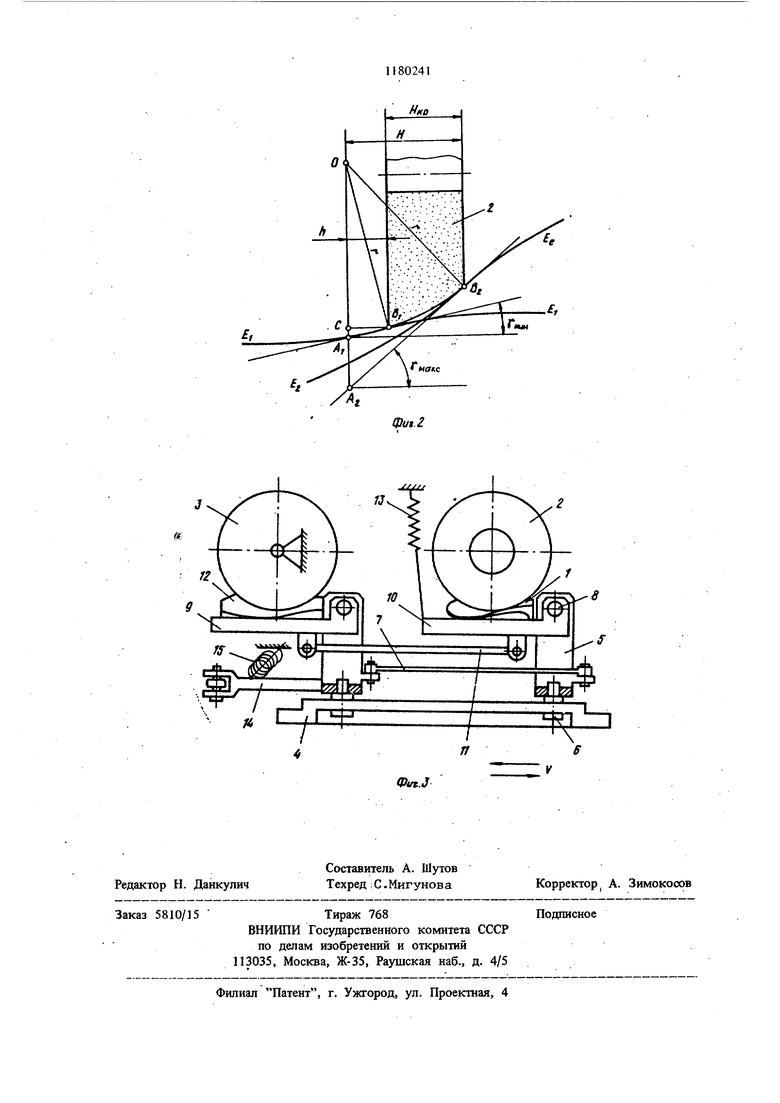
Изобретение относится к судостроению, в частности к производству гребных винтов, преимущественно малых размеров. Цель изобретения - повышение точности обрабатываемых поверхностей за счет точного прилегания профилированного по радиусу инструмента к винтовой поверхности и перемещ ния точки контакта детали и инструмента вдоль его профиля. На фиг. 1 изображена схема шлифования; на фиг, 2 - схема нахождения радиуса профилирования круга; на фиг, 3 - приспособление для реализации способа ишифования винтовых поверхностей. На винтовой поверхности лопасти гребного винта 1 нанесены три винтовых линии по цилиндрическим сечениям и показаны углы их подьема j- , , 3- . Обрдзующ винтовой поверхности показана в трех положениях (одно из них А,А). Вршдающийся шлифовальный круг 2 при прохождении одно строки движется поступательно от периферии к м.ентру гребного винта в плоскости, проход щей через ось О, 0 и образующую винтовой поверхности (продольная подача), У винтовой поверхности угол подъема винтовой линии растет от периферии к центру:отнощения тангенсов. углов обратно пропорциональны рас стоянию винтовой линии от оси гребного винта. Шлифоваль}1ый круг, который профилирова по радиусу г , показан в двух последователь ных положениях и касается поверхности в точках В и В соответственно. При увеличении угла - подъема винтовой линии точк касания круга В передвигается вправо, т. е. расстояние СВ больще С В . Следовательно, при обработке точка касания шлифовального круга (или область обработки) передвигается вдоль дуги его профилирования. Круг (фиг. 1) имеет вертикальное перемещение: расстояние СА больше, чем и растет при передвижении круга от периферии к центру изделия. Следовательно для обеспечения контакта круга с обрабатываемой поверхностью он должен иметь вертикальную подачу, либо зту же подачу должна иметь обрабатываемая деталь. Для нахождения радиуса профилирования круга г воспользуемся фиг.2 где круг 2 показан в разрезе. Круг касается винтовой поверхности у ее периферии в точке В , а у корня в точке В. Углы подьема винтовых линий в этих точках соответственно 7мо|к.с.-Из геометрических построений вытеА ОВг равен кает, что угол угол A,,DB равен у, , как углы с взаимно перпендикулярными сторонами. Из треугольников AjOBj, и А,,ОВ нахоИМ. Sf lTMMH H rsin ул,акс Ширина круга H,(, откуда радиус профилирования круга у. Р. . 5 Тмикс-5 ТммН Радиус профилирования круга находится в зависимости от ширины выбранного круга и от параметров обрабатьшаемой поверхности: наибольшего и наименьшего углов подьема винтовых линий. Последующие строки обрабатываются при круговой подаче изделия (поперечная подача). Глубина шлифования назначается из условий максимальной производительности процес са при получении заданного качества детали. Приспособление с обрабатьшаемой деталью 1 устанавливается на столе станка. Обработка производится Шлифовальным кругом 2. Узел копирного ролика 3 крепится к станине. На платформе 4 установлены две стойки 5, которые могут вращаться вокруг вертикальных осей 6, Стойки связаны кинематически тягой 7 так, что при повороте одной стойки дру- . гая повторяет ее движение. На стойках, на горизонтальных осях 8 вращаются (качаются) две каретки 9 и 10, кинематически связанные между собой тягой 11. На одной из кареток 9 установлен копир 12, на другой 10 установлена обрабатываемая деталь-лопасть гребного винта 1, Копирный ролик 3, который профилирован по такому же радиусу, как и шлифовальный круг 2, обкатывается по копиру при продольном движении стола (в направлении стрелок - ), При этом каретки качаются вокруг горизонтальных осей (вертикальная подача), прижимаясь к копирному ролику пружиной 13 через тягу 11. Поперечная (круговая) подача осуществляется поворотом стоек вокруг вертикальных осей 6 при поперечно.м движении стола поводком 14, ролик которого катится по планке, закрепленной на станине. Ролик прижат к планке пружиной 15, Для осуществления способа наиболее приемлема конструкция сборного гребного винта, так как при шлифовании лопасти без ступицы можно использовать круг большего диаметра.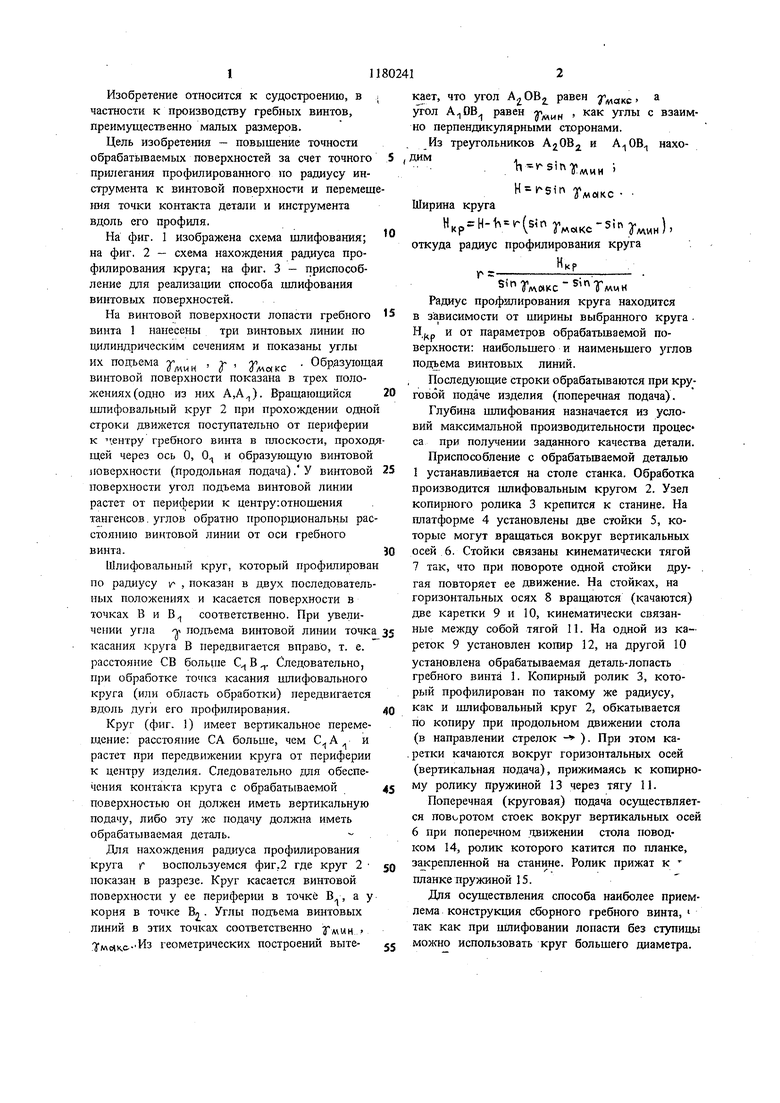
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки винтовых поверхностей лопастей гребных винтов | 1990 |
|
SU1745526A1 |
| Способ шлифования винтовых поверхностей лопастей | 1990 |
|
SU1763152A1 |
| Способ шлифования сферических торцов конических роликов и устройство для его осуществления | 1983 |
|
SU1212764A1 |
| Способ обработки винтовых поверхностей | 1990 |
|
SU1757801A2 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Устройство для шлифования пазов детали | 1990 |
|
SU1743815A2 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| Устройство для шлифования пре-цизиОННыХ СООСНыХ пОВЕРХНОСТЕй | 1978 |
|
SU814667A1 |
СПОСОБ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ лопастей гребных винтов, при котором обработку осуществляют продольными строчками при поступательном и вращательном движениях инструмента, отличающийся тем, что, с целью повышения точности обработки винтовых поверхностей, обработку производят шлифовальным кругом, профилированным по радиусу Н кр г « ТМ01КС-8 ГМИН ширина шлифовального где Нкр-круга; г и т. lu максимальный и минимальный о MotKC мни угли подьема винтовых линий, и перемещают круг в плоскости, проходящей через ось изделия и образующую винтовой поверхности обрабатываемой лопасти, а деталь перемещают в направлении к кругу. СО 00 о 1C 4iii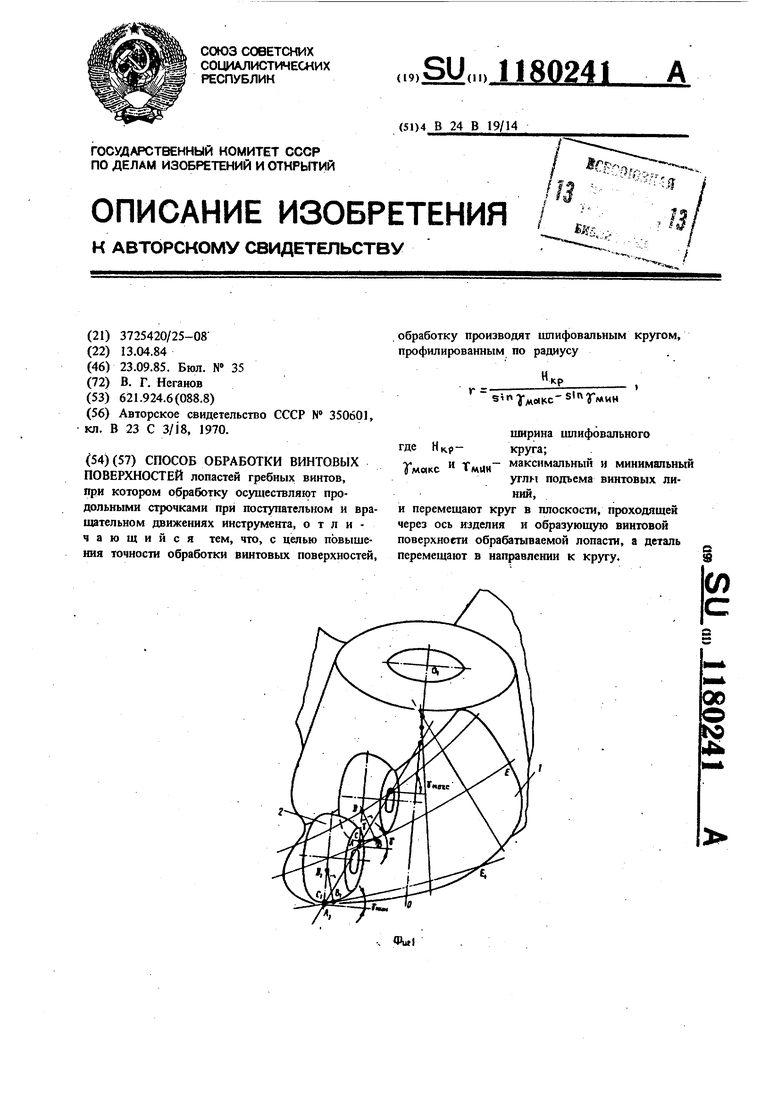
8
(Pn.J
| 0 |
|
SU350601A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
