(Л
с: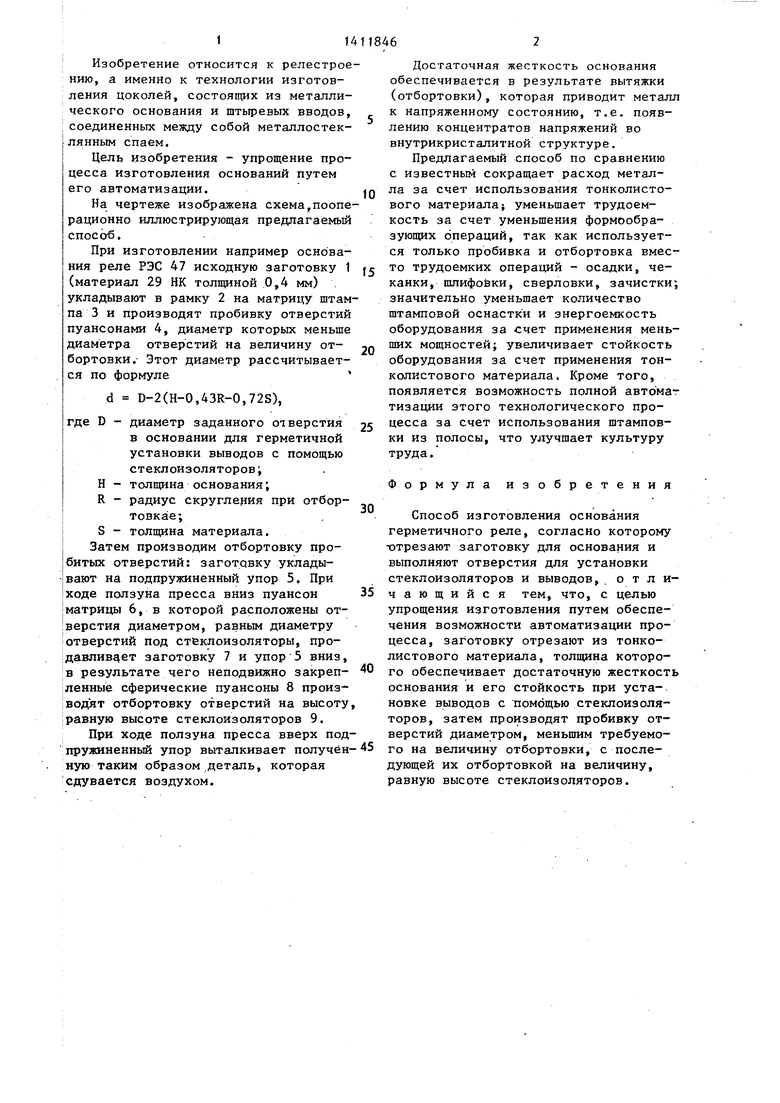
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления основания герметичного реле | 1984 |
|
SU1181004A1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Способ изготовления тройников из листа | 1986 |
|
SU1388135A1 |
| Способ получения борта на деталях с незамкнутым наружным контуром и инструмент для его осуществления | 1990 |
|
SU1770005A1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Высокочастотный коаксиальный электрический соединитель | 1984 |
|
SU1241334A1 |
| Способ изготовления оснований цоколей герметичных реле | 1978 |
|
SU748561A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| Устройство для пробивки и отбортовки отверстий | 1980 |
|
SU1005988A1 |
| Способ изготовления зубчатых колес | 1980 |
|
SU871939A1 |
Изобретение относится к реле- строению. Цель изобретения - упрощение изготовления путем обеспечения автоматизации. Заготовку основания герметичного реле отрезают из тонколистового материала, затем производят пробивку отверстий, диаметр которых меньше диаметра отверстия для стеклоизолятора на величину отбортов- ки, равную высоте стеклоизолятора. После этого производят операцию от- бортовки. 1 ил.
СГ)
Изобретение относится к релестрое нию, а именно к технологии изготовления цоколей, состоящих из металлического основания и штьфевых вводов, соединенных между собой металлостек- лянным спаем.
Цель изобретения - упрощение процесса изготовления оснований путем его автоматизации.
На чертеже изображена схема,поопе рационно иллюстрирующая предлагаемый способ.
При изготовлении например основания реле РЭС 47 исходную заготовку 1 (материал 29 НК толщиной 0,4 мм) . укладывают в рамку 2 на матрицу штампа 3 и производят пробивку отверстий пуансонами 4, диаметр которьш меньше диаметра отверстий на величину от- бортовки. Этот диаметр рассчитывается по формуле
d D-2(H-0,43R-0,72S),
где D - диаметр заданного О1верстия в основании для герметичной установки выводов с помощью стеклоизоляторовj Н - толщина основания; R - радиус скругления при отбортовкае;S - толщина материала. Затем производим отбортовку пробитых отверстий: заготовку укладывают на подпружиненный упор 5. При ходе ползуна пресса вниз пуансон матрицы 6, в которой расположены отверстия диаметром, равным диаметру отверстий под стеклоизоляторы, про- давлив ет заготовку 7 и упор 5 вниз, в результате чего неподвижно закреп ленные сферические пуансоны 8 производят отбортовку отверстий на высоту равную высоте стеклоизоЛяторов 9.
При ходе ползуна пресса вверх подпружиненный упор выталкивает получен- ную таким образом деталь, которая сдувается воздухом.
.:
Q
r о
5
5
5
0
0
Достаточная жесткость основания обеспечивается в результате вытяжки (отбортовки), которая приводит металл к напряженному состоянию, т.е. появлению концентратов напряжений во внутрикристалитной структуре.
Предлагаемый способ по сравнению с известным сокращает расход металла за счет использования тонколистового материала; уменьшает трудоемкость за счет уменьшения формообразующих операций, так как используется только пробивка и отбортовка вместо трудоемких операций - осадки, чеканки, шлифобки, сверловки, зачистки; значительно уменьшает количество штамповой оснастки и энергоемкость оборудования за счет применения меньших мощностей; увеличивает стойкость оборудования за счет применения тонколистового материала. Кроме того, появляется возможность полной автомат тизации этого технологического процесса за счет использования штамповки из полосы, что улучшает культуру труда.
Формула изобретения
Способ изготовления основания герметичного реле, согласно которому х трезают заготовку для основания и выполняют отверстия для установки стеклоизоляторов и выводов, отличающийся тем, что, с целью упрощения изготовления путем обеспечения возможности автоматизации процесса, заг отовку отрезают из тонколистового материала, толщина которого обеспечивает достаточную жесткость основания и его стойкость при установке выводов с помощью стеклоизоляторов, затем производят пробивку отверстий диаметром, меньшим требуемого на величину отбортовки, с последующей их отбортовкой на величину, равную высоте стеклоизоляторсв.
I
t,fff I 4fffi I ifff-m
jtLJlUtl
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
| Способ изготовления основания герметичного реле | 1984 |
|
SU1181004A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
