Изобретение относится к черной и цветной металлургии и может быть ис пользовано в прокатных цехах для производства заготовок. Цель изобретения - повышение качества проката за счет Уменьшения трещинообразования по граням заготовки. На чертеже показана схема деформации заготовки в чистовом проходе. На чертеже приняты следующие обо начения: .исходная заготовка 1, рабо чие валки 2 и 3, грани А и 8 загото ки, нагретые соответственно до наибольшей и наименьшей температуры; грани С5 и Л заготовки, нагретые до одинаковой температуры. Способ осуществляется следующим образом. Нагрев перед прокаткой слитков прямоугольной формы размерами 710x630 . 590х5То 930 мм из углеродистых, конструкционных и легированных марок саали осуществляют в рекуперативных колодцах так, что температура одной из граней 1200 С, а противоположной - на АО-бО С меньше. Температура двух других граней одинакова. Из слитков прокатьшают круглые профили диаметром 130-180 мм таким образом, чтобы в первом и чистовом проходах деформация осуществлялась
ря пластичности металла, что приводит к браку по поверхностным дефектам, для предупреждения чего такие слитки, возвращаются на подогрев, что требует дополнительного расхода тепловой энергии.
Способ позволяет повысить качество проката, увеличить выход годного. 8 в направлении, параллельном граням, нагретым с перепадом температур. 1200 С является максимальной температурой нагрева слитков перед прокаткой из легированных марок стали. Если температура противоположной грани на 20с меньше (, то это обычный нагрев, так как перепад температур соответствует допускаемым, погрешностям при боров нагревательных колодцев и фотопирометров на стане. При перепаде в АО С температура нагрева слитков уменьшается в среднем на 20°С, что при теплоемкости стали 0,15 кал/кг град, и объеме производства 1200000 т/год даёт экономию природного газа 2il520-1200000 8000 «0000 мз/год. При перепаде в 60 С экономия топлива составляет 675000 , а при перепаде в - 900000 . При увеличении перепада на величину более 80 С температура одной из граней слитка меньше 1120 С, наступает поте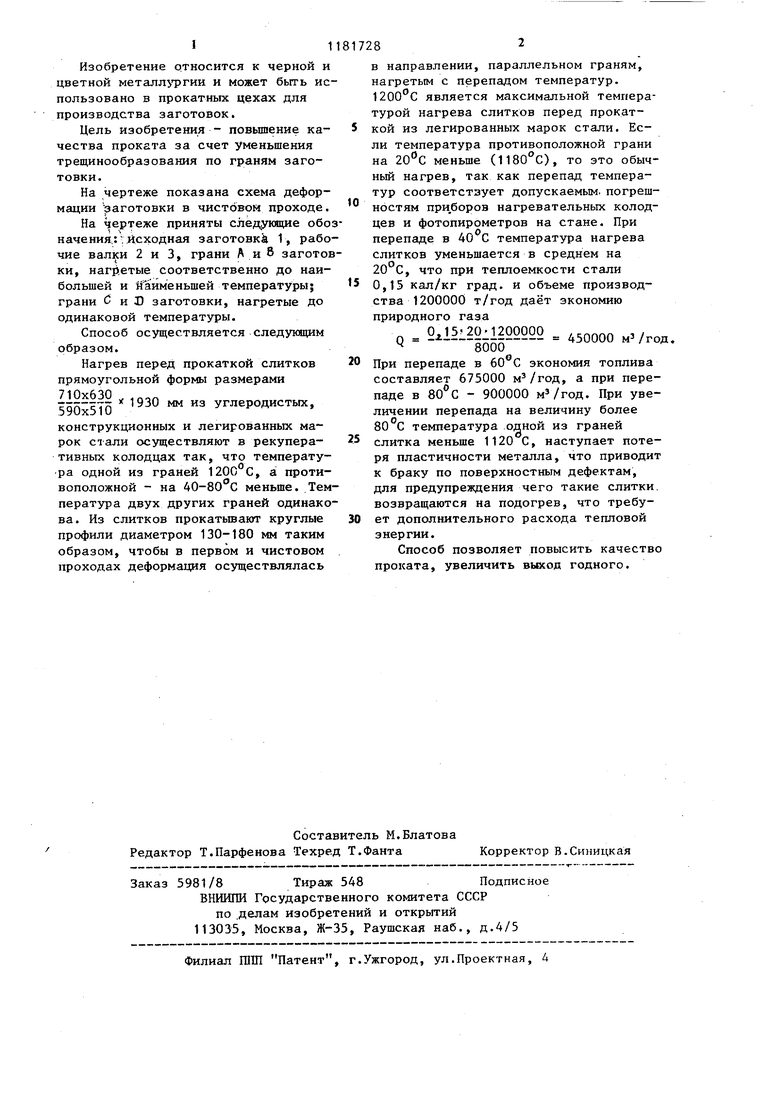
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства заготовки из высокоуглеродистых сталей | 1988 |
|
SU1567649A1 |
| Способ производства горячекатаного сортового проката для изготовления крупногабаритных подшипников | 2024 |
|
RU2836665C1 |
| Способ производства проката | 1983 |
|
SU1132547A1 |
| Способ нагрева заготовок под прокатку | 1990 |
|
SU1768654A1 |
| Способ нагрева стальных заготовок под прокатку | 1977 |
|
SU734297A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2008 |
|
RU2387496C2 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ ЛЕГИРОВАННЫХ И МАЛОЛЕГИРОВАННЫХ МАРОК СТАЛИ, ПРОКАТКИ ИЗ НИХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2346765C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО СОРТОВОГО ПРОКАТА ИЗ ПОДШИПНИКОВЫХ СТАЛЕЙ | 2005 |
|
RU2307176C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| Способ получения заготовки | 1987 |
|
SU1423427A1 |
СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК, включающий нагрев и прокатку, отличающийся тем, что, с целью повышения качества проката за счет уменьшения трещинообразования по граням заготовки, нагрев Двух противоположных граней осуществляют с перепадом температур 40-80 С, а двух других - до одинаковой-температуры, причем прокатку в первом и чистовом проходах осуществляют в направлении, параллельном граням заготовки с перепадом температур.
| Шевакин Ю.Ф | |||
| и др | |||
| Обработка металлов давлением | |||
| М.: Металлургия, 1972, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВ ИЗ МАЛОПЛАСТИЧНЫХ | 0 |
|
SU384575A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
