сл
00
о о со
i нажимная вилка 24 воздействует на смонтированные в неподвижной плите 2 и помещенные в обойме 9 механизма образования фасок пережимные ножи П- 14, которые вдавливаются в обрабатываемый пруток (П) 8 и удерживаются защелкой. Одновременно нажимные стержни 39 механизмов зажима через П-об- разные кронштейны воздействуют с возрастающим усилием на прижимы 28, зажимающие П 8, Обратном ХПП тяги 22 механизма образования фасок поворачивают обойму 9 вместе с пережимными ножами 11-14, которые образуют круговую фаску на поверхности П В, а тяги 37 механизмов зажима поворачивают эксцентрики, установленные в П-образ- ных кронштейнах и через прижимы 28 зажимают с возрастающим усилием П 8, предотвращая его поворот вокруг продольной оси, В конце ХПП вверх ножи 11-14 освобождаются от удержания защелкой и раздвигаются в исходное положение пружинами 10, а эксцентрики выходят из соприкосновения с тягами 37 и поворачиваются в исходное положение пружинами кручения. При последующем ХПП вниз переместившийся при подаче П 8 отрезается ножом по линии пережима. 1 з.п. ф-лы, 8 ил.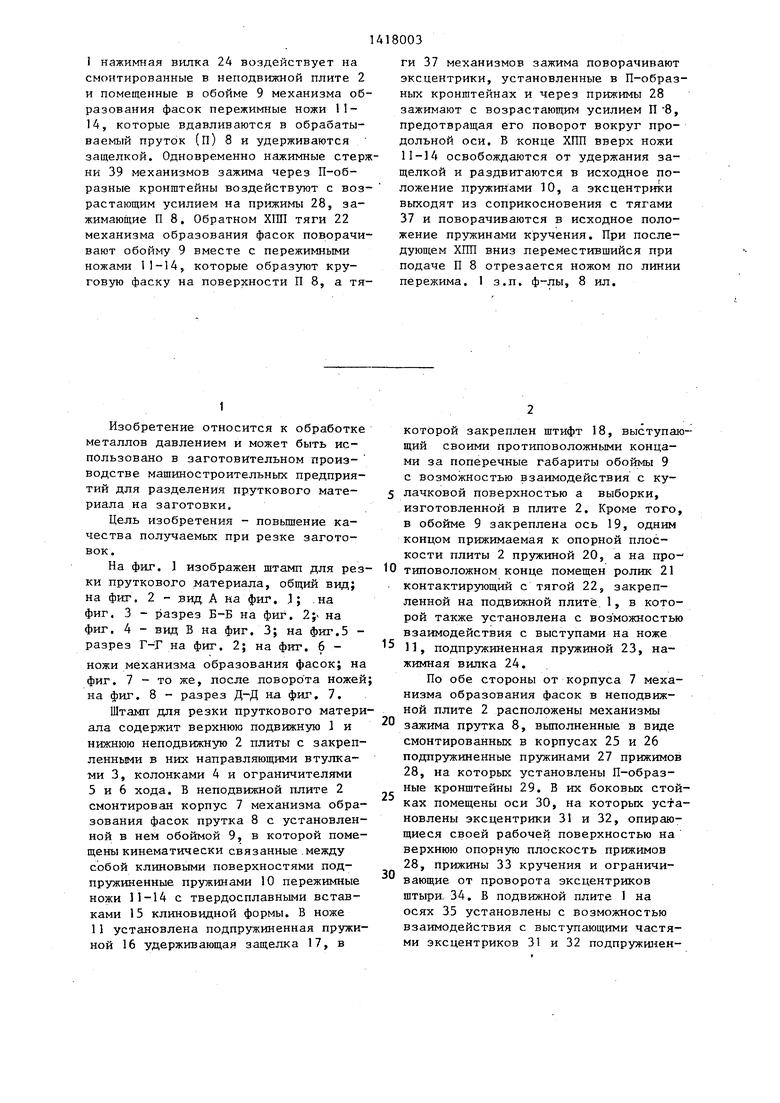
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката на мерные длины | 1981 |
|
SU988472A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| Штамп для резки пруткового материала | 1989 |
|
SU1719164A2 |
| ШТАМП ДЛЯ ОТРЕЗКИ ЗАГОТОВКИ | 1992 |
|
RU2109602C1 |
| Узел крепления сменных частей штампа к плитам блока | 1985 |
|
SU1274813A1 |
| Штамп для резки пруткового материала | 1989 |
|
SU1738505A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1296321A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для разделения пруткового материала на заготовки. Цель - повышение качества получаемых при резке заготовок. При ходе ползуна пресса (ХПП) вниз установленная в подвижной плите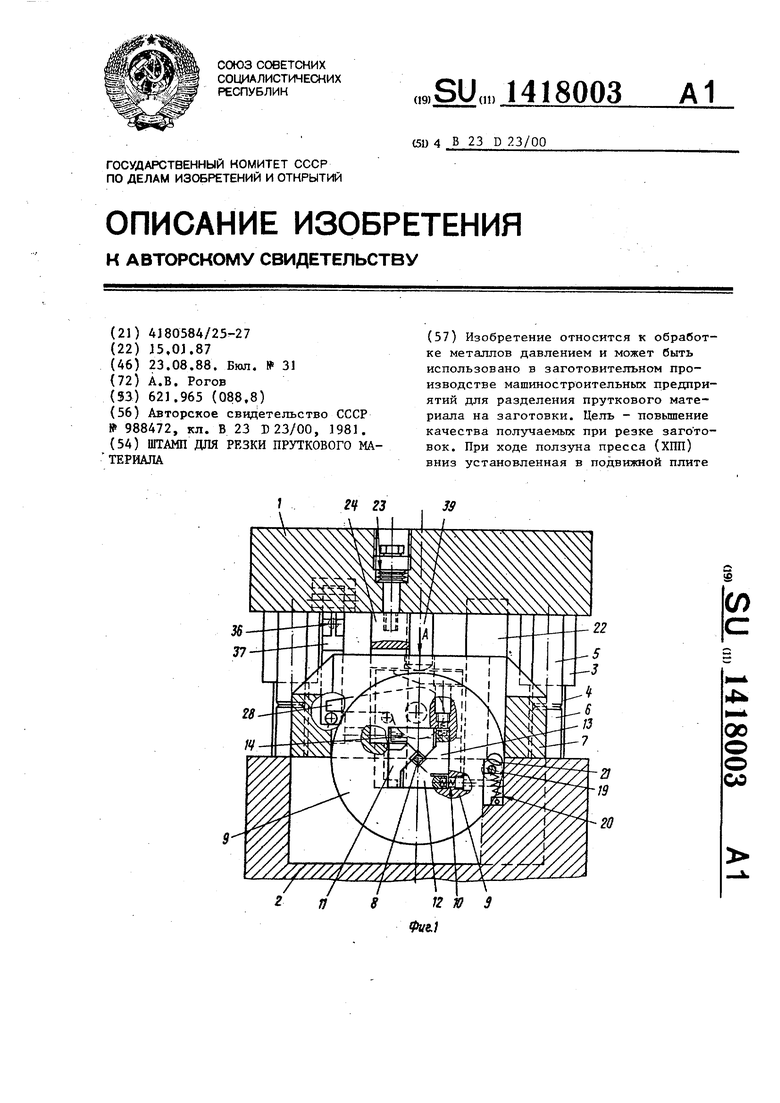
1
Изобретение относится к обработке металлов давлением и может быть использовано в Заготовительном производстве машиностроительных предприятий для разделения пруткового материала на заготовки.
Цель изобретения - повышение качества получаемых при резке заготовок .
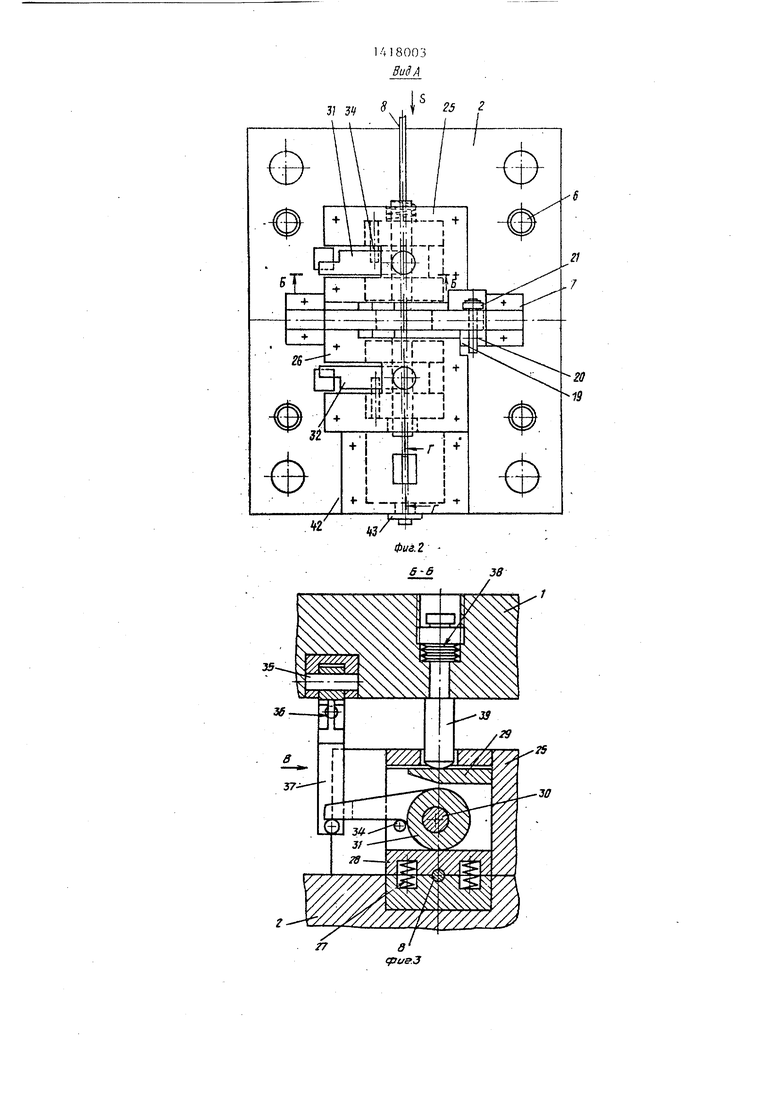
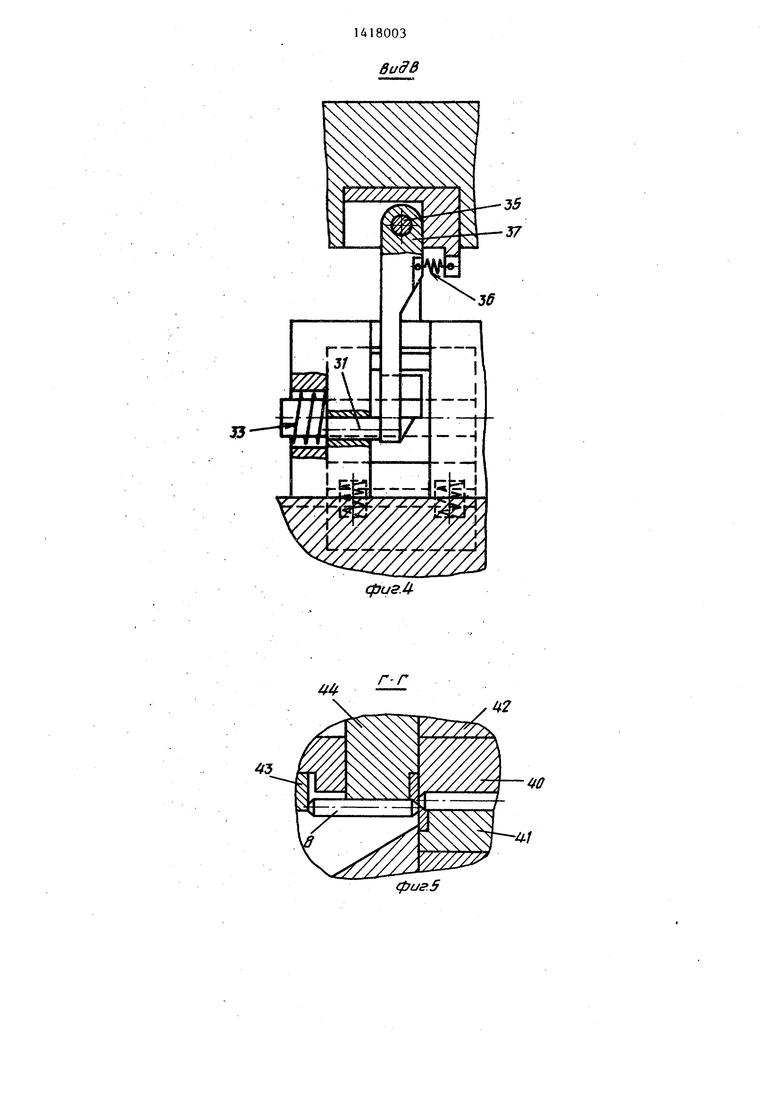
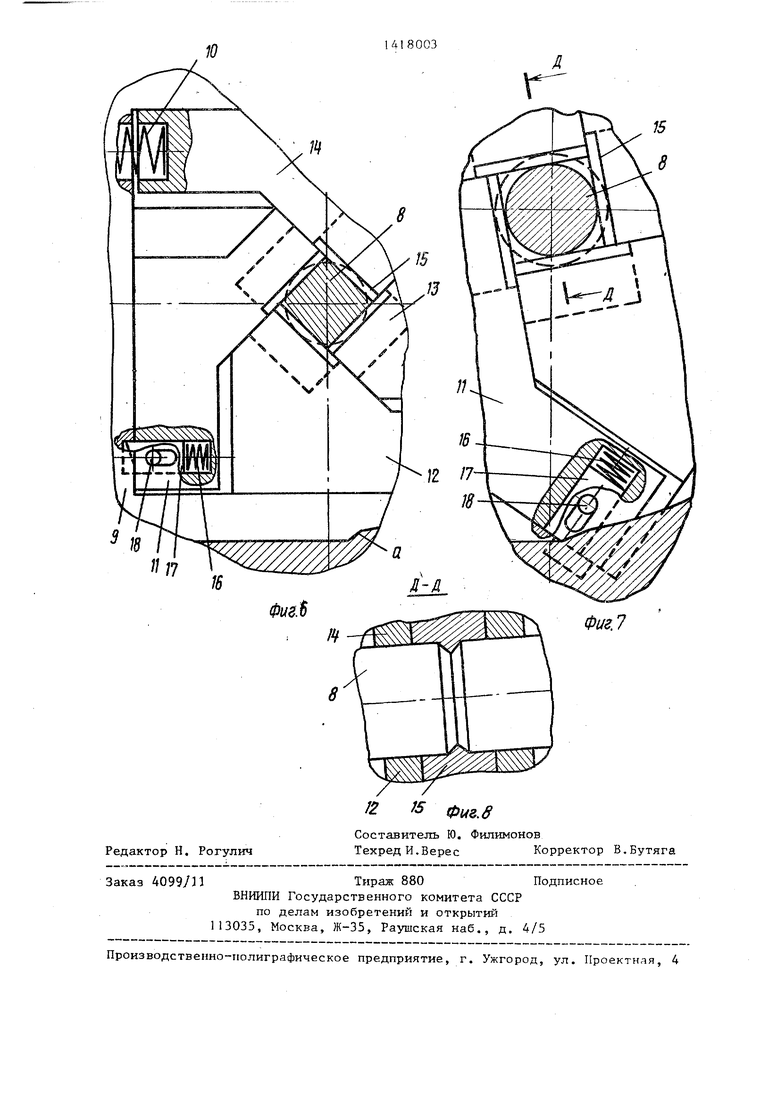
На фиг. изображен штамп для резки пруткового материала, общий вид; на фиг. 2 - вид А на фиг. Д; .на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 3; на фиг.5 - разрез Г-Г на фиг. 2; на фиг. 6 - ножи механизма образования фасок; на фиг. 7 - то же, после поворо та ножей на фиг. 8 - разрез Д-Д на фиг, 7.
Штамп для резки пруткового материала содержит верхнюю подвижную 1 и нижнюю неподвижную 2 плиты с закрепленными в них направляющими втулками 3, колонками 4 и ограничителями 5 и 6 хода. В неподвижной плите 2 смонтирован корпус 7 механизма образования фасок прутка 8 с установленной в нем обоймой 9, в которой помещены кинематически связанные.между собой клиновыми поверхностями подпружиненные пружинами 10 пережимные ножи П-14 с твердосплавными вставками 15 клиновидной формы. В ноже 11 установлена подпружиненная пружиной 16 удерживающая защелка 17, в
которой закреплен штифт 18, выступающий своими протиповоложными концами за поперечные габариты обоймы 9 с возможностью взаимодействия с кулачковой поверхностью а выборки, изготовленной в плите 2. Кроме того, в обойме 9 закреплена ось 19, одним концом прижимаемая к опорной плоскости плиты 2 пружиной 20, а на про0 типоволожном конце помещен ролик 21 контактирующий с тягой 22, закрепленной на подвижной плите. 1, в которой также установлена с возможностью взаимодействия с выступами на ноже
П, подпружиненная пружиной 23, нажимная вилка 24.
По обе стороны от корпуса 7 механизма образования фасок в неподвижной плите 2 расположены механизмы
0 зажима прутка 8, выполненные в виде смонтированных в корпусах 25 и 26 подпружиненные пружинами 27 прижимов 28, на которых установлены П-образ- ные кронштейны 29. В их боковых стойках помещены оси 30, на которых установлены эксцентрики 31 и 32, опирающиеся своей рабочей поверхностью на верхнюю опорную плоскость прижимов 28, прижины 33 кручения и ограничивающие от проворота эксцентриков штыри. 34. В подвижной плите I на осях 35 установлены с возможностью взаимодействия с выступающими частями эксцентриков 31 и 32 подпружинен5
0
31
ные пружинами 36 тяги 37 и с возможностью взаимодействия с П-образными кронштейнами 29 подпружиненные nov- жинами 38 нажимные стержни 39.
За механизмом зажима со стороны противоположной направлению подачи (по стрелке S) обрабатываемого материала, расположен узел отрезки по линии -пережима прутка 8, который состоит из направляющих полувтулок 40 и 41, установленных в корпусе 42, смонтированном в плите 2, регулируемого упора 43, органичивающего перемещение прутка и отрезного ножа 44, закрепленного в подвижной плите I,
Штамп работает следующим образоМс
Обрабатываемый пруток 8 (по стрел ке S) Через устройства рихтовки и по дачи не показаны j подается на необходимый размер.в штамп через механизмы зажима и образования фасок до узла отрезки.
Далее включается пресс и от ползуна (не показан ) плита перемещается вместе с втулками 3 по направляющим колонкам 4, закрепленным в неподвижной плите 2 вниз Одновременно, перемещаясь вниз, тяги 37 механизма зажима, расположенного по обе стороны от механизма образования фасок, последовательно соприкасаясь и скользя своим скошенным выступом .по выступающим частям эксцентриков 31 и 32, опирающихся на штьфи 34, отжимаются в сторону, поворачиваясь на осях 35 и растягивая пружины 36, а нажимные стрежни 39 через смонтированные в корпусах 25 и 26 П-образные кронштейны 29 воздействуют на подпружиненные пружинами 27 прижимы 28, которые зажимают пруток ,8 с возрастающим усилием, В конце хода ползуна пресса тяги 37 поворачиваются в исхоное положение, нажимные стрежни 39 сжимают тарельчатые пружины 38,
Нажимная вилка 24 и тяга 22 механизма образования фасок, расположенного между механизмами зажима, перемещается вниз, а установленная в корпусе 7 обойма 9 вместе с помещенными в ней подпружиненными пружинами 10 пережимными ножами 11-14 с твердо- сплавньми обрабатывающими вставками 15 и осью 19, на одном конце которой закреплен ролик 21, контактирующий с тягой 22 под действием пружины 20, поворачивается вокруг продольной оси
34
прутка 8 до соприкосновения оси 9 с опорной плоскостью 2, После окончания поворота обоймы 9 нажимная.
вилка 24 воздействует на выступы но , , „
жа II, который, опускаясь, вдавливается в пруток 8 своей вставкой 15 и перемещает кл1шовой поверхностью нож 12. При этом перемещаются и ножи 13
и 14, которые также вдавливаются в пруток, переж1-1мая его вставками J5, В конце хода ползуна пресса нажимная вилка 24 упирается в опорную плоскость корпуса 7, сжимая пружину 23
и прекращая дальнейшее перемещение ножей ,, а защелка J7 выдвигается прунсиной J6 в выборку имеющуюся в обойме 9, исключая возвращение пе- режимных ножей в исходное положение
под действием пружин 10,
Отрезной нож 44; закрепленный в подвижной плите J, соверщает холостой ходо Ограничители 5 и 6 хода соприкасаются между собой.
При обратном ходе подвижная плита. 1 перемещается вверх. Нажимные стержни 39 через П-образные кронштейны 29 к прижимы 28 под действием та- рельчатых пружин 38 продолжают зажимать некоторый момент времени пруток 8 о Одновременно с ними тяги 37 свои- ми выступами поворачивают на осях 30 эксцентрики 31 и 32, которые зажимают своей рабочей поверхностью через прижимы 28 пруток 8, создавая при этом усилие зажима, необходимое для удержания прутка от поворота вокруг своей продольной оси при образовании фасок. При дальнейшем ходе
вверх тяги 37 продолжают поворачивать эксцентрики 31 и 32 до тех пор, пока не выйдут из соприкосновения с ними. Пружины 33 кручения возвращают эксцентрики 31 и 32 в исходное
положение, которые освобождают пруток от зажима.
Поднимаясь вверх и растягивая пружину 20, тяга 22 механизма образования фасок через ролик 21 поворачивает на определенньш угол вокруг продольной оси обойк 9 вмесч в с пережимными ножами 11-14, которые своими вставками 15, вдавившимися г
в пруток 8, образуют круговую фаску, При окончании поворота ножей закрепленный в защелке 17 штифт 18, выступающий своими концами за поперечные габариты обоймы 9, взаимодействует с кулачковой поверхностью а и задвигает защелку 17 внутрь ножа 11. При этом все пережимные ножи под действием пружин 10 раздвигаются и возвращаются в исходное положение.
При последующем ходе ползуна пресса вниз пруток 8 перемещается устройством подачи между полувтулок 40 и 41, установленных в корпусе 42 узла отрезки, до соприкосновения с упором 43, а нож 44 осуществляет отрезку сдвигом по линии пережима.
Далее цикл работы штампа повторяется.
Формула изобретения
1 о Штамп для резки пруткового материала, содержащий нижнюю неподвижную ллиту со смонтированным на ней механизмом образования фасок, включающим пережимные ножи и механизм их перемещения, верхнюю приводную подвижную плиту с отрезным ножом, а также механизмы зажима пруткового материала и упор для ограничения его перемещения, о тди ающийс я тем, что, с цедью повыщения качества nQny4aejp.pi: г|ри зад отовок, один из перёжнмныгс ножей снабжен защелкой для фиксации ejro положения и связан -с механизмом перемещения, механизм образования фасок выполнен в виде смонтированного в неподвижной плите корпуса и обоймы, установленной в корпусе соосно направлению подачи
пруткового материала с возможностью i вращения от индивидуального привода относительно своей оси, выполненного в виде тяги, смонтированной на вер х- ней плите, оси, установленной в обойме и подпружиненной относительно неподвижной плиты, и ролика, смонтированного на оси с возможностью взаимодействия с тягой, а пережимные ножи смонтированы с возможностью перемещения в обойме, выполнены подпружиненными и кинематически связанными между собой, при этом механизмы зажима пруткового материала расположены по обе стороны относительно механизма образования фасок и каждый из них вьшолнен в виде индивидуального корпуса, смонтированного в нижней плите, П-образного кронщтейна с эксцентриком, имеющим выступающзто часть, подпружиненного прижима, установленного с возможностью взаимодействия с эксцентриком, подпружиненного нажимного стержня и тяги, смонтированных в верхней плите с возможностью последовательного взаимодействия, соответственно с П-образным кронштейном и выступающей частью
эксцентрика,
SuffB
физЛ
Г-Г
42
фиг5
1418003
.&
| Штамп для резки проката на мерные длины | 1981 |
|
SU988472A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
