00
sl
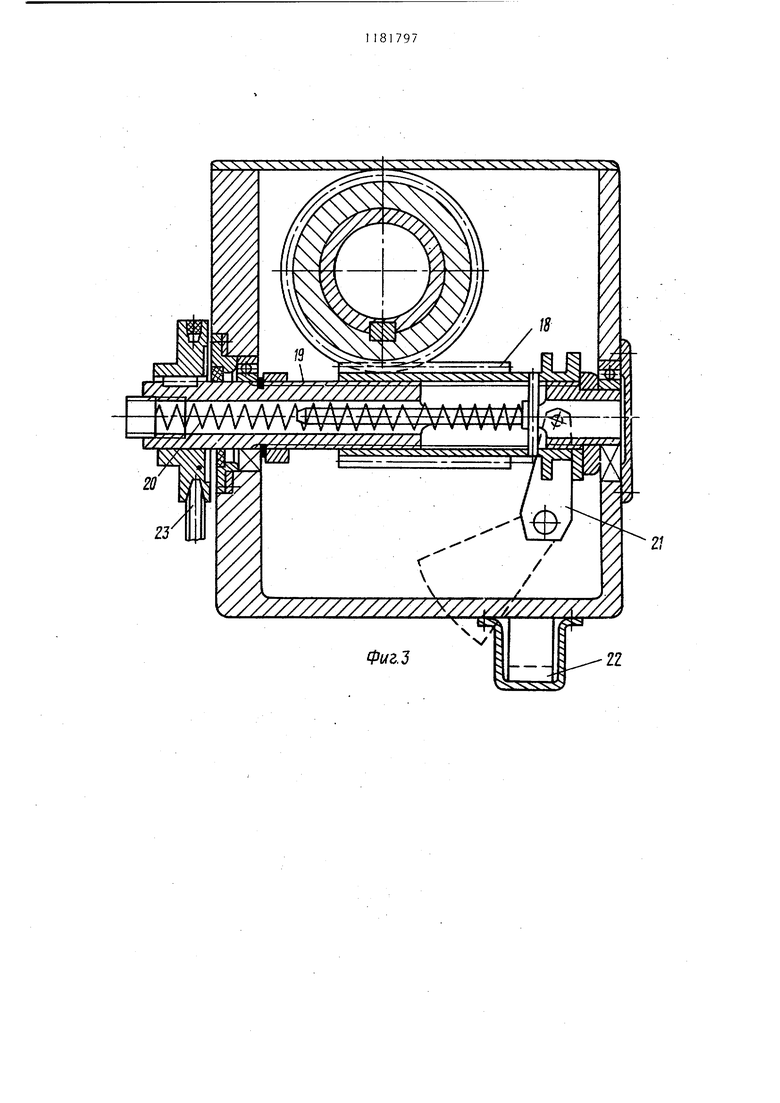
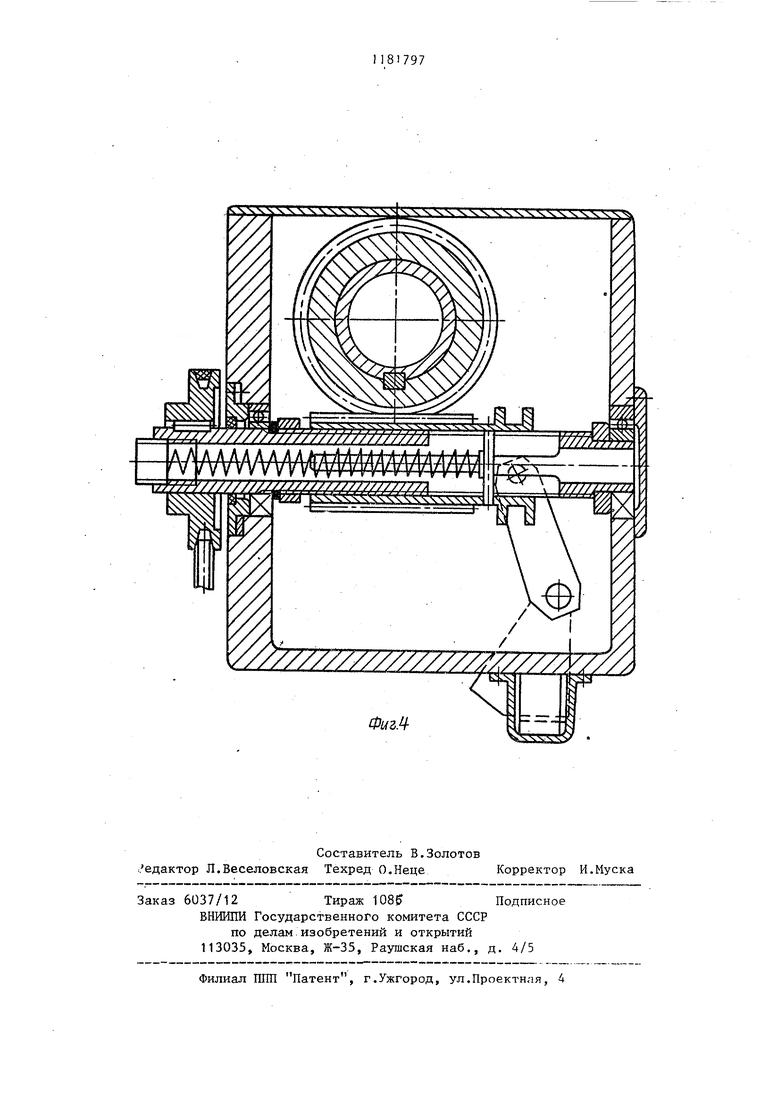
со 1 Изобретение относится к станкостроению, а более конкретно к станкам для пшифования резьбы. Целью изобретения является повышение производительности путем увеличения доли автоматизированного ус коренного перемещения в общей длине хода шлифовальной бабки. На фиг, 1 изображена кинематичес кая схема резьбошлифовального станка; на фиг. 2 - станок, поперечный разрез станка по винту поперечной п дачи; на фиг. 3 - червячный редуктор при произвольном положении шлифовальной бабки, разрез; на фиг. 4 то же, при подведенной шлифовальной бабке. Резьбошлифовальный станок содержит станину 1, на которой установлены стол 2, шлифовальная бабка 3, На шлифовальной бабке 3 установлена гай ка 4 поперечной подачи, винт 5 поперечной подачи которой установлен в закрепленных на станине 1 корпусах 6,7 и 8. Через шлицевое соединение 9 и гитару шестерен 10 винт 5 поперечной подачи связан с маховиком 1 1 поперечной подачи. Соосно с винтом 5 поперечной подачи в корпусе 7 установлен шариковый винт 12 в паре с шариковой гайкой 13. На винте 12 сформирован бурт 14, которым он в крайнем положении контактирует с упором 15, установленным на корпусе 7.ШСариковая гайка 13 закреплена на червячной шестерне 16 червячного редуктора 17, который установлен на станине 1. Установленный в червячном редукторе 17 червяк 18 расположен на шлицевом валу 19 и пружиной 20 сдвинут в крайнее положение (см.фиг.3). проточке на цилиндрической части чер вяка 18 расположен зуб рычага 21 управления микропереключателем 22. Через ременную передачу 23 пшицевой ва 19 связан с приводным электродвигате лем 24, закрепленным на станине 1. Шлифовальная бабка 3 установлена на направляющих 25 качения на станине и несет шлифовальный круг 26, через ременную передачу 27 связанный с электродвигателем. 28. Между шлифовал ной бабкой 3 и станиной 1 установлен пружины 29 растяжения. Червяк 18 име ет правое направление нарезки, шариковая гайка 13 и шариковый винт 12 левую нарезку резьбы. 972 Резьбошлифовальный станок работает следующим образом. Для подвода шлифовальной бабки 3 к столу 2 вал электродвигателя 24 приводится во вращение по часовой стрелке (со стороны шкива). Через ременную передачу 23 и шлицевой вал 19 вращение передается на червяк 18, который поворачивает червячную шестерню 16. Закрепленная на червячной шестерне 16 шариковая гайка 13, вращаясь, перемещает в направлении стола 2 шариковый винт 12, который установлен с возможностью только осевого перемещения. Премещаясь, шариковый винт 12 торцом воздействует на винт 5 поперечной подачи и перемещает его в осевом направлении. Винт 5 поперечной подачи через гайку 4 поперечной подачи, установленную на шлифовальной бабке 3, перемещает шлифовальную бабку 3, преодолевая усилие пружин 29. Шариковый винт 12 и, соответственно, шлифовальная бабка 3, перемещаются до того момента, когда бурт 14 на шариковом винте 12 войдет в контакт с упором 15, установленным на корпусе 7. При остановке шарикового винта 12 прекращается вращение шариковой гайки 13 и червячной шестерни 16. Электродвигатель 24, продолжая вращаться, вращает червяк, 18 и, так как червячная шестерня не имеет возможности вращаться,, червяк 18 благодаря направлению нарезки резьбы начинает перемещаться в осевом направлении по шлицевому валу 19, сжимая пружину 20. Перемещаясь в осевом направлении, червяк 18 поворачивает рычаг 21, который замыкает микропереключатель 22. Сигнал от микропереключателя 22 останавливает вращение вала электродвигателя 24. После остановки вала электродвигателя 24 червяк 18 остается в том положении на шлицевом валу 19, в котором он оказался в результате осевого перемещения после остановки червячной шестерни 16 (фиг. 4). Пружина 20 деформирована, и ее усилие по указанной кинематической цепи редуцируется в усилие, удерживающее шлифовальную бабку 3 в подведенном положении. Для отвода шлифовальной бабки 3 вал электродвигателя 24 приводится во вращение против часовой стрелки (со стороны шкива). При этом вращение передается через ременную передачу 23 и шлицевой вал 19 на червяк 18,
3П
который перемещается в осевом направлении до крайнего положения (фиг. 3), при этом усилие пружины 20 действует в направлении перемещения червяка 18, После прекращения осевого перемещения червяка 18 его вращение передается червячной шестерне 16 и шариковой гайке 13. Шариковый винт 12 начинает перемещаться в направлении от стола 2, Пружины 29, воздействуя на шлифовальную бабку 3, перемещают ее от стола. При этом торец винта 5 поперечной подачи находится в контакте с торцом шарикового винта 12. Отвод шлифовальной бабки 3 заканчивается после остановки вала электродвигателя 24 оператором либо сигналом от путевого микропереключателя (не показан).
При настройке станка подача шлифовальной бабки 3 осуа(ествляется пу974 .
тем вращения маховика 1t поперечной подачи. При этом вращение через,гитару шестерен 1U, шлицевое соединение 9 передается на винт 5 поперечной подачи, который, вращаясь и не перемещаясь в осевом направлении, через гайку 4 пoпepeчнoй подёчи перемещает шлифовальную бабку 3.
Испытания предложенного резьбошлифовального станка показали, что при неизменных характеристиках жесткости, точности и стабильности поперечной подачи по сравнению с известным станкой значительно увеличивается доля автоматизированного ускоренного перемещения шлифовальной бабкя в общей длине ее хода, в ре- . зультате чего сокращается время полного отвода и подвода шлифовальной бабки при смене заготовки, т.е. повышается производительность.

| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбошлифовальный станок для обработки метчиков | 1978 |
|
SU732117A1 |
| Резьбошлифовальный станок | 1989 |
|
SU1685641A1 |
| СТАНОК ПЛОСКОШЛИФОВАЛЬНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ | 1994 |
|
RU2080237C1 |
| Резьбошлифовальный станок | 1990 |
|
SU1830317A1 |
| Резьбошлифовальный станок | 1989 |
|
SU1764949A1 |
| Бесцентровошлифовальный станок | 1989 |
|
SU1708593A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Резьбошлифовальный станок | 1979 |
|
SU867612A1 |
| Резьбошлифовальный станок | 1986 |
|
SU1355451A1 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |

РЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК, содержащий станину, на которой установлены -с возможностью возвратнопоступательного перемещения стол и с возможностью перемещения в направлении, перпендикулярном перемещению стола, шлифовальная бабка с гайкой поперечной подачи, винт которой установлен на станине с возможностью вращения и осевого перемещения и кинематически связан с закрепленным на станине червячным редуктором, отличающийся тем, что, с целью повышения производительности резьбошлифования, станок снабжен установленным на станине с возможностью осевого перемещения и соосно с винтом поперечной подачи вторым винтом с гайкой и закрегшенным на станине упором, причем гайка закреплена на червячной шестерне червячного редуктора, червяк которого выполнен подпружиненным в осевом направлении, (Л а упор предназначен для взаимодействия с вторым винтом.
/7
2Э // Г --Z/ /8 W СЬ22 f
Ы3 27
25
,
,
| Кирпичная или каменная кладка с изоляционными прослойками | 1926 |
|
SU5896A1 |
| Завод-изготовитель МЗКРС, 1983 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Завод-изготовитель МЗКРС, 1983 | |||
