(54) РЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбошлифовальный станок для обработки метчиков | 1978 |
|
SU732117A1 |
| Резьбошлифовальный станок | 1985 |
|
SU1268327A2 |
| Резьбошлифовальный станок | 1990 |
|
SU1830317A1 |
| Резьбошлифовальный станок | 1989 |
|
SU1764949A1 |
| Резьбошлифовальный станок | 1991 |
|
SU1808545A1 |
| Резьбошлифовальный станок | 1989 |
|
SU1685641A1 |
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
| Резьбошлифовальный станок | 1984 |
|
SU1181797A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
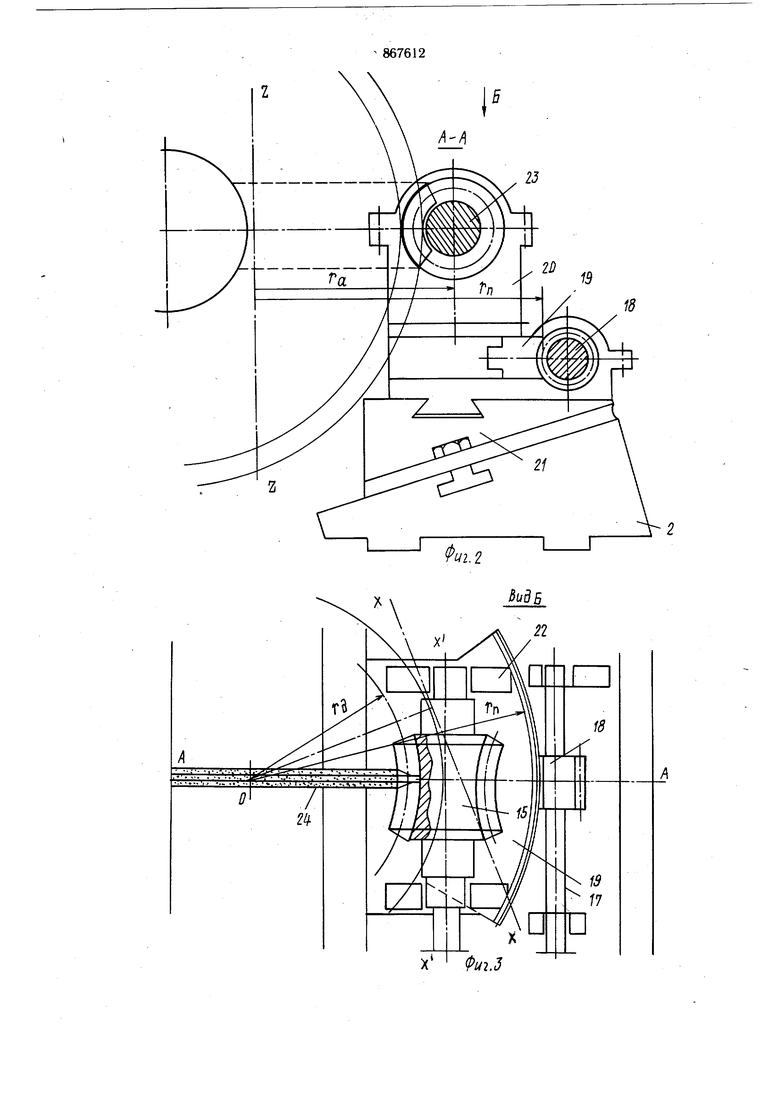

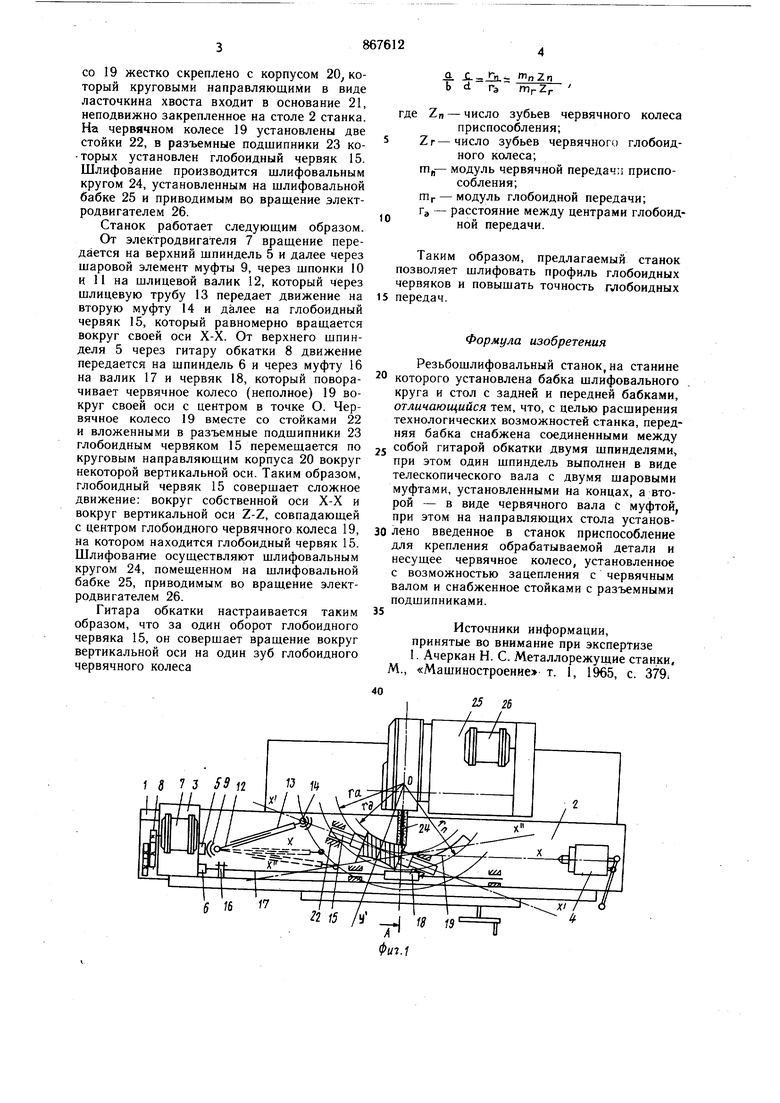
Изобретение относится к механической обработке металлов и может быть использовано для шлифования профиля глобоидных червяков. Известен резьбошлифовальный станок, на станине которого установлена бабка шлифовального круга и стол с задней и передней бабками 1. Недостатком известного станка является невозможность шлифовать профиль глобоидных червяков из-за отсутствия необходимых перемещений глобоидного червяка. Цель изобретения - расширение технологических возможностей. Для достижения этой цели передняя бабка станка снабжена соединенными между собой гитарой обкатки двумя шпинделями, при этом один шпиндель выполнен в виде телескопического вала с двумя шаровыми муфтами, установленными на концах, а второй - в виде червячного вала с муфтой, при этом на направляюших стола установлено введенное в станок приспособление для крепления обрабатываемой детали и несушее червячное колесОу установленное с возможностью зацепления с червячным валом и снабженное стойками с разъемными подшипниками. На фиг. 1 приведен станок, вид сверху; на фиг. 2разрез А-А на фиг. 1; на фиг. 3-вид Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1. Станок состоит из станины 1, на которой по направляюил,им перемеш.ается стол 2, имеюший две бабки: переднюю 3 и заднюю 4. На передней бабке 3 закреплены два шпинделя: верхний 5 и нижний 6, приводимые во врашение электродвигателем 7 и соединенные между собой гитарой обкатки 8. Верхний шпиндель 5 имеет шаровую поверхность с шаровой муфтой, состояш,ей из звена 9 с выпуклой и вогнутой шаровыми поверхностями и радиусными шпонками 10 и 11. Шпонки 10 и 11 имеют квадратное сечение и соединены с шаровым окончанием шлицевого валика 12, который, в свою очередь, связан с шлицевой трубой 13, имеющей на конце вторую шаровую муфту 14, идентичную первой и соединенную с обрабатываемым глобоидным червяком 15. Нижний шпиндель 6 через муфту 16 соединен с валиком 17,. на котором укреплен червяк 18, зацепленный с червячным колесом 19. Колесо 19 жестко скреплено с корпусом 20, который круговыми направляющими в виде ласточкина хвоста входит в основание 21, неподвижно закрепленное на столе 2 станка. На червячном колесе 19 установлены две стойки 22, в разъемные подшипники 23 ко торых установлен глобоидный червяк 15. Шлифование производится шлифовальным кругом 24, установленным на шлифовальной бабке 25 и приводимым во вращение электродвигателем 26.
Станок работает следующим образом. От электродвигателя 7 вращение передается на верхний шпиндель 5 и далее через шаровой элемент муфты 9, через шпонки Ш и 11 на шлицевой валик 12, который через шлицевую трубу 13 передает движение на вторую муфту 14 и далее на глобоидныи червяк 15, который равномерно вращается вокруг своей оси Х-Х. От верхнего шпинделя 5 через гитару обкатки 8 Движение передается на шпиндель 6 и через муфту 1Ь на валик 17 и червяк 18, который поворачивает червячное колесо (неполное) 19 округ своей оси с центром в точке О. Чер вячное колесо 19 вместе со стоиками гг и вложенными в разъемные подшипники /с5 глобоидным червяком 15 перемегцается по круговым направляющим корпуса 20 вокруг некоторой вертикальной оси. Таким образом, глобоидный червяк 15 совершает сложное движение: вокруг собственной оси Х-Х и вокруг вертикальной оси Z-Z, совпадающей с центром глобоидного червячного колеса 9, на котором находится глобоидный червяк 15. Шлифование осуществляют шлифовальным кругом 24, помещенном на шлифовальной бабке 25, приводимым во вращение электродвигателем 26.
Гитара обкатки настраивается таким образом, что за один оборот глобоидного червяка 15, он совершает вращение вокруг вертикальной оси на один зуб глобоидного червячного колеса
а JL-Ji,- г72п
;-я- у d РЭ mrZr
Zn -число зубьев червячного колеса приспособления;
Zг-число зубьев червячного глобоидного колеса;
т„- модуль червячной передачи приспособления;
Шр - модуль глобоидной передачи;
Гэ - расстояние между центрами глобоидной передачи.
Таким образом, предлагаемый станок позволяет шлифовать профиль глобоидных червяков и повышать точность глобоидных 15 передач.
Формула изобретения
Резьбошлифовальный станок, на станине которого установлена бабка шлифовального круга и стол с задней и передней бабками, отличающийся тем, что, с целью расширения технологических возможностей станка, передняя бабка снабжена соединенными между собой гитарой обкатки двумя шпинделями, при этом один шпиндель выполнен в виде телескопического вала с двумя шаровыми муфтами, установленными на концах, а вто рой - в виде червячного вала С муфтой, при этом на направляющих стола установлено введенное в станок приспособление для крепления обрабатываемой детали и несущее червячное колесо, установленное с возможностью зацепления с червячным валом и снабженное стойками с разъемными подшипниками.
Источники информации, принятые во внимание при экспертизе I. Ачеркан Н. С. Металлорежущие станки, М., «Машиностроение т. 1, 1965, с. 379
игЛ
