(54) РЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ МЕТЧИКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбошлифовальный станок | 1989 |
|
SU1764949A1 |
| Резьбошлифовальный станок | 1991 |
|
SU1808545A1 |
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
| Резьбошлифовальный станок | 1984 |
|
SU1288001A1 |
| Резьбошлифовальный станок | 1984 |
|
SU1181797A1 |
| Резьбошлифовальный станок | 1985 |
|
SU1268327A2 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| ШЛИФОВАЛЬНО-ЗАТЫЛОВОЧНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ | 1969 |
|
SU251401A1 |
| Резьбошлифовальный станок | 1986 |
|
SU1355451A1 |
| Резьбошлифовальный станок | 1991 |
|
SU1816578A1 |
I
Изобретение относится к станкостроению, а именно к изготовлению деталей с короткими участками резьбы высокой точности, например метчиков.
Известен резьбошлифовальный станок, содержащий опорные базы изделия, закрепленные на люльке, установленной на столе станка, перемещающемся вдоль оси изделия по продольным направляющим станины относительно режущей кромки щлифовального круга, привод передней базы изделия, кинематически связанной с винторезной цепью станка, шлифовальную бабку, несущую шлифовальный круг с приводом, перемещающуюся по поперечным направляющим станины посредством кулачка поперечной подачи от привода 1 и 2.
Недостатком такого станка является низкая точность получаемой резьбы, и сложность конструкции.
Целью изобретения является повышение производительности, расщирение технологических возможностей и упрощение конструкции станка.
Эта цель достигается тем, что резьбощлифовальный станок для обработки метчиков снабжен двумя электрически связанныМИ сельсинами, один из которых отрабатывающий, установлен на валу винторезной цепи станка, синхронно связан со шпинделем изделия и обеспечивает управление приводо.м, а другой, задающий, размещен на валу привода кулачка поперечной подачи, на котором установлен дополнительный ку,1ачок, взаимодействующий с микропереключателем электрически связанным с приводами передней бабки изделия и кулачка поперечной подачи.
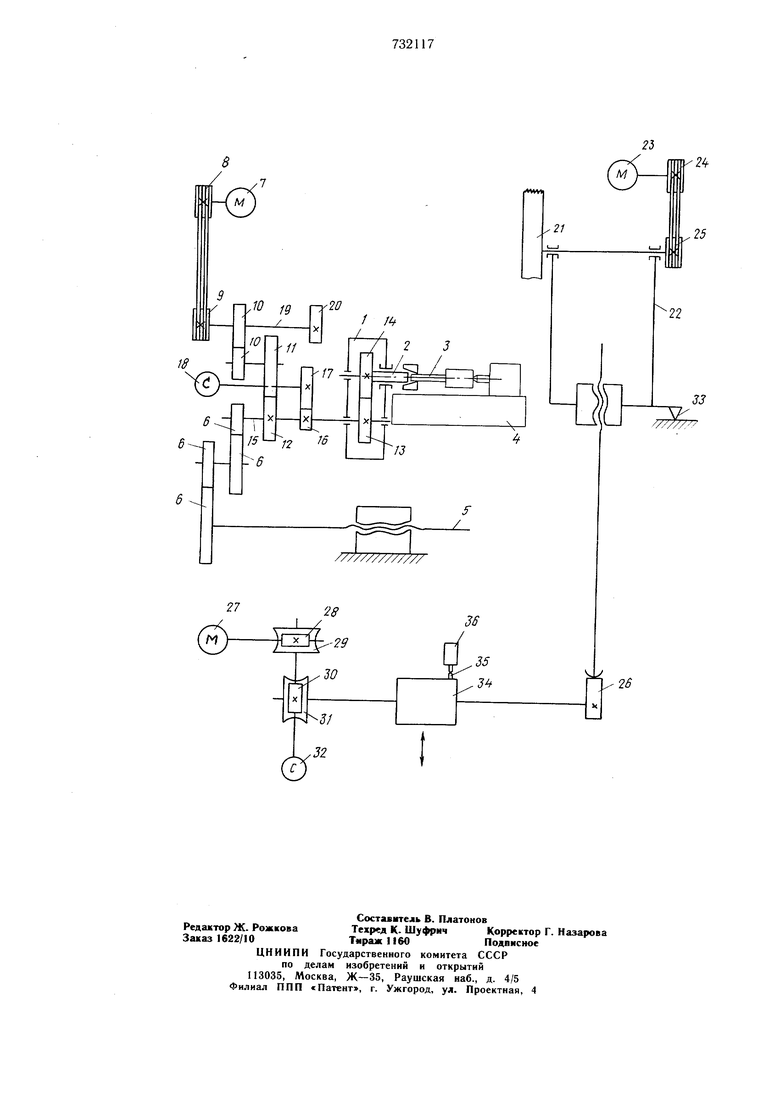
На чертеже изображена кинематическая
10 схема станка.
Станок включает переднюю бабку 1 со шпинделем 2 для установки изделия 3 и стол 4, который перемещается в продольном
15 направлении по станине (на черт, не указана) посредством ходового винта 5, соединенного со шпинделем сменными зубчатыми колесами 6 и зубчатой парой. Шпиндель 2 и ходовой винт 5 получают вращение от двигателя 7 посредством клиноременной
20 передачи 8-9, гитары затылования 10 и зубчатых колес 11 -14. На валу 15 винторезной цепи установлена зубчатая щестерня 16, связанная с шестерней 17, приводящей во вращение отрабатывающий сельсин 18. С правого конца вала 19 установлен затыловочный кулак 20, который создает затыловочное движение изделию 3. Шлифовальный круг 21 установлен на шлифовальной бабке 22, приводится во вращение двигателем 23 через клиноременную передачу 24-25. Шлифовальная бабка 22 совершает движение по поперечным направляющим станины от кулачка 26 поперечной подачи, получающего вращение от двигателя 27 через червячные передачи 28-31. На валу червяка 30 привода поперечной подачи установлен задающий сельсин 32, который электрически связан с отрабатываю щим сельсином 18. На станине станка установлен жесткий упор 33 для ограничения перемещения шлифовальной бабки 22 при отработке поперечной подачи. На валу кулачка 26 поперечной подачи установлен барабан 34 с дополнительным кулачком 35, взаимодействующий с микропереключателем 36, электрически связанный с приводом передней бабки изделия и кулака 26 поперечной подачи. Станок работает следующим образом. От электродвигателя 7 через клиноре.менную передачу 8-9, вал 19, гитару затылования 10, зубчатые колеса 11 и 12 вращение получает промежуточный вал 15, а через зубчатые колеса 13-14 - шпиндель изделия 3. С другой стороны через сменные зубчатые колеса 6 вращение получает ходовой винт 5. В результате стол 4 перемещается на величину шага за один оборот изделия 3. В то же время от двигателя 27 через червячные передачи 28-31 вращение получает кулак поперечной подачи 26, перемещающий шлифовальную бабку 22 в поперечном направлении на величину высоты профиля резьбы для реализации поперечной подачи при снятии припуска врезным способом участком шлифовального круга, равным длине резьбы. При вращении кулачка 26 поперечной подачи вращение получает задающий сельсин 32. Одновременно синхронно с ним получает вращение отрабатывающий сельсин 18, который электрически управляет двигателем 7 передней бабки 1, осуществляя при этом электрически кинематическую связь между вращением изделия 3 и поперечным перемещением шлифовальной бабки 22. Шлифовальная бабка 22 при врезном шлифовании перемещается до жесткого упора 33, после чего припуск на изделие 3 весь снят, и дополнительный кулачок 35, сидящий на барабане 34, нажимает на конечный микропереключатель 36, переключает схему управления двигателя 7 на форсированные обороты для обеспечения калибрования резьбы метчика изделия 3 методом продольного шлифования при том же направлении движения стола дополнительными нитками шлифовального круга, не участвующими в снятии припуска. Формула изобретения Резьбошлифовальный станок для обработки метчиков, содержащий опорные базы изделия, закрепленные на люльке, установленной на столе станка, перемещающемся вдоль оси изделия по продольным направляющим станины относительно режущей кромки шлифовального круга, привод передней базы изделия, кинематически связанной с винторезной цепью станка, щлифозальную бабку, несущую шлифовальный круг с приводом, перемещающуюся по поперечным направляющим станины посредством кулачка поперечной подачи от привода, отличающийся тем, что, с целью повыщения производительности, расширения технаюгических возможностей и упрощени.ч конструкции станка, он снабжен двумя электрически связанными сельсинами, один из которых, отрабатывающий, установлен на валу винторезной цепи станка, синхронно связан со шпинделем изделия и обеспечивает управление приводом, а другой, задающий, размещен на валу привода кулачка поперечной подачи, на котором установлен дополнительный кулачок, взаимодействующий с микропереключателем, электрически связанным с приводами передней бабки изделия и кулачка поперечной подачи. Источники информации, принятые во внимание при экспертизе 1.Резьбошлифовальный станок мод. МБ 145, завод-изготовитель МЗКРС. 2.Патент Швейцарии № .570239, кл. В 23 Q 1/40, опублик. 1976. , ° , « //
W
15
12
g;
/7//////////// 2 / 3 /
