1
Изобретение относится К области производства труб.
Известен способ изготовления цилиндрических и конических обечаек путем холодной прокатки листового материала на -вращающихся механических вальцах с последующей сваркой стыка.
При этом свариваемые концы обечайки остаются недостаточно отформованными, и после сварки приходится осуществлять повторную прокатку, что удлиняет технологичеческий процесс.
При изготовлении детали из хрупкого материала на поверхности ее, особенно по К1раям, появляются трещины. Образование их можно .предупредить, например, горячей прокаткой, НО при этом усложняется технология, а поверхность изделия ухудшается из-за окалины.
Цель изобретения-повысить качество формовки хрупких материалов и устранить плоские участки на концах обечаек. Для этого формовку ведут в .вальцах, помещая листовую заготовку между мягкими пластинами. В процессе формовки их смещают относительно одна другой и заготовки так, чтобы стыки свальцованной многослойной обечайки оказались с разных сторон ее.
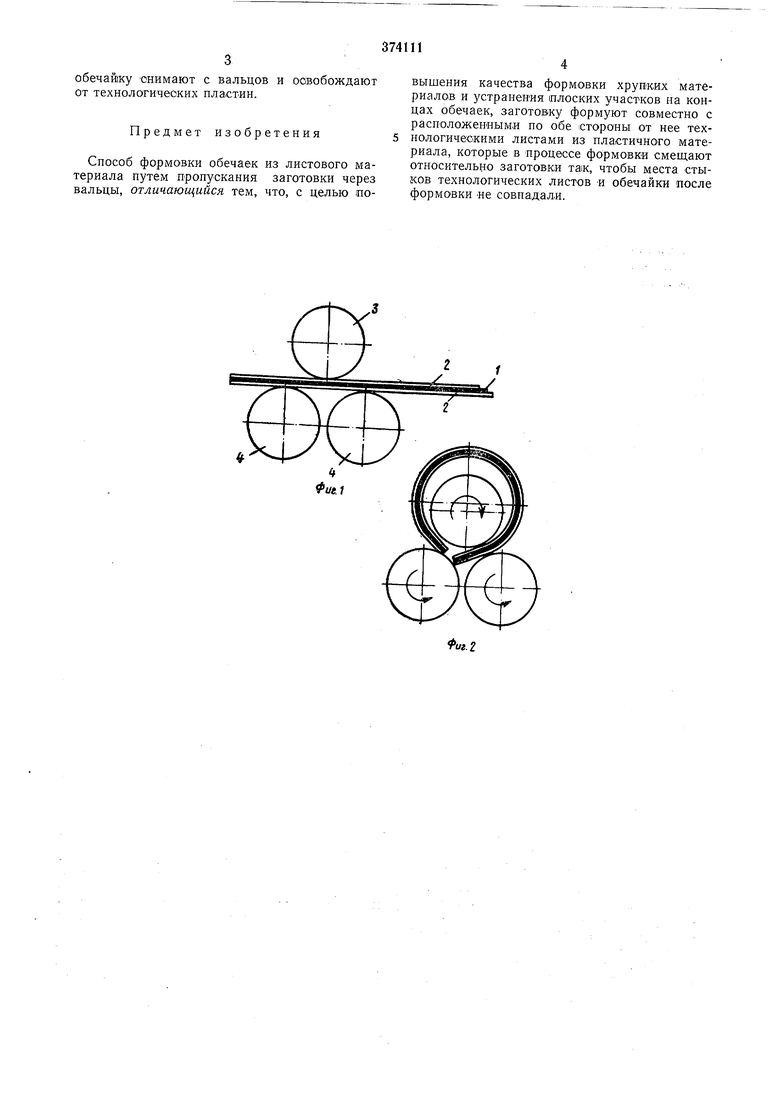
На фиг. 1 изображено положение заготовки и технологических листав до начала формовки; на фиг. 2 и 3 - то же, во время формовки; на фиг. 4 - то же, после формовки. Формовку ведут следующим образом. Заготовку /, с которой предварительно сняты заусенцы, помещают между двумя технологическими листами 2 из мягкого материала. Размеры их выбираются с учетом размеров обечайки. Трехслойный пакет из заготовки / и технологических листов 2 укладывают между перемещающимися нажимным 5 и приводными 4 валками прокатного устройства (фиг. 1).
Нажимной валок 3 приближают к приводным валкам 4 и ведут формовку обечайки
(фиг. 2). Нажимным валком создается деформирующее усилие, трехслойный пакет изгибается по радиусу, определяемому расстояниями между валками 5 и 4. В процессе формовки заготовку 1 и технологические листы 2
перемещают относительно друг друга (фиг. 3). Изгибающее усилие передается заготовке / через технологические листы 2, и поэтому напряжения в ней распределяются сравнительно равномерно, заготовка как бы проглаживается, что снижает вероятность образования трещин. Поскольку края технологических листов смещены и прокатка заготовки происходит между двумя формующими поверхностями, то удается отвальцевать под требуемый радиус и
концы ее (фиг. 4). По окончании процесса
обечайку -снимают с вальцов и освобождают от технологических пластин.
Предмет изобретения
Способ формовки обечаек из листового материала путем пропускания заготовки через вальцы, отличающийся тем, что, с целью повышения качества формовки хруп(К.их материалов и устранения плоских участков на концах обечаек, заготовку формуют совместно с расположенными по обе стороны от нее технологическими листами из пластичного материала, которые в процессе формовки смещают относительно заготовки так, чтобы места стыков технологических листов и обечайки после формовки Не совладали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных цилиндрических изделий | 1980 |
|
SU910274A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1993 |
|
RU2068326C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА АППАРАТА ДЛЯ ХИМИЧЕСКИХ ПРОИЗВОДСТВ, СТОЙКОГО К ВОЗДЕЙСТВИЮ КОНЦЕНТРИРОВАННЫХ КИСЛОТ, ИЗ ТИТАНОВЫХ ЛИСТОВ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2015 |
|
RU2621745C2 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| Способ изготовления обечайки | 1988 |
|
SU1551439A1 |
| СПОСОБ В.С. ЮРКИНА ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ С ПРОСЛОЙКАМИ ИЗ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ | 2005 |
|
RU2291771C1 |
| Установка Калюжного В.В. для формования и сварки обечаек | 1987 |
|
SU1542757A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ИЗ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2006 |
|
RU2336965C2 |
| Способ изготовления сварных обсадных двухстенных труб из секций и технологическая линия для его осуществления | 1984 |
|
SU1214258A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТОНКИХ ЛИСТОВ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛЕЙ | 2020 |
|
RU2748006C1 |

