к Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых тонкостенных изделий. Целью изобретения является повышение степени формоизменения и качества изделий. На фиг. 1 показана схема процесса штамповки из полученной заготовки; на фиг. 2 - последовательность получения заготовки с утолщением по периметру. Способ осуш,ествляют следуюш,им образом. Предварительно по периметру плоской заготовки образуют утолщение путем завивки и плоскостной калибровки. Затем центральную часть полученной заготовки заполняют смазкой и осуществляют вытяжку в штампе, состояшем из матрицы I, пуансона 2 и прижима 3. Периферийную часть заготовки зажимают между прижимом 3 и матрицей 1. По мере внедрения пуансона 2 смазка, заполняющая центральную часть заготовки 4, замыкается по наружному диаметру и по вытяжному ребру матрицы 1. В дальнейшем наружный диаметр периферийной части заготовки продолжает уменьшаться и соответственно уменьшается зона заготовки 4, заполненная смазкой, что приводит к росту давления в указанном объеме и смазка разделяет поверхность матрицы 1 и вытягиваемой детали, уменьшая силы трения. Утолщение по периметру заготовки можно получить путем нанесения лакокрасочного покрытия или легкоплавкого припоя, полиэтилена, на токарном станке и т. д. Использование предлагаемого способа вытяжки полых изделий из листовой заготовки за счет уменьшения сил трения между вытягиваемой деталью и матрицей по фланцу и на вытяжном ребре позволяет повысить коэффициент вытяжки, стойкость матрицы в 2-3 раза, уменьшить усилие вытяжки на 15-20% и повысить качество изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий из листовой заготовки | 1986 |
|
SU1430141A1 |
| Штамп для вытяжки | 1986 |
|
SU1456265A1 |
| Способ изготовления полых изделий | 1978 |
|
SU749497A1 |
| Штамп для вытяжки | 1985 |
|
SU1303220A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2013 |
|
RU2560799C2 |
| Штамп для вытяжки | 1988 |
|
SU1547920A2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Способ вытяжки изделий с фланцем из листовой заготовки | 1987 |
|
SU1407621A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2576981C2 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
1. СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ путем прижима ее периферийной части и воздействия на ее центральную часть усилием вытяжки, отличающийся тем, что, с целью повышения степени формоизменения и качества изделий, перед прижимом периферийной части заготовки по ее периметру образуют утолш,ение, равное двум-трем толш.инам заготовки, а центральную часть заполняют смазкой. 2. Способ по п. 1, отличающийся тем, что утолщение по периметру заготовки образуют путем завивки кромки заготовки с последуюшей плоскостной калибровкой.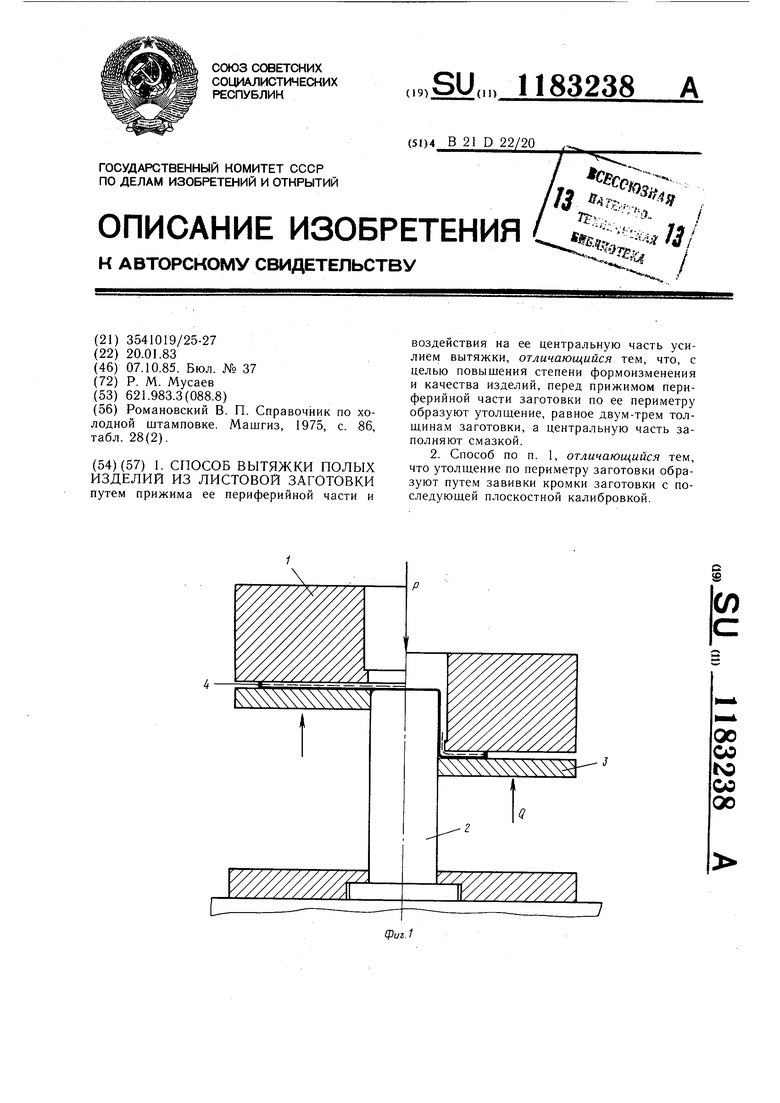
ьо
-S
| Романовский В | |||
| П | |||
| Справочник по холодной штамповке | |||
| Машгиз, 1975, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
