SS
(Л
4i
&0
Изобретение касается обрабо1ки металлов давлением и относится к способам вытяжки полых изделий из листовой заготовки.
Цель изобретения - увеличение высоты вытягиваемых изделий путем уменьшения сил трения на поверхностях контакта заготовки с прижимом.
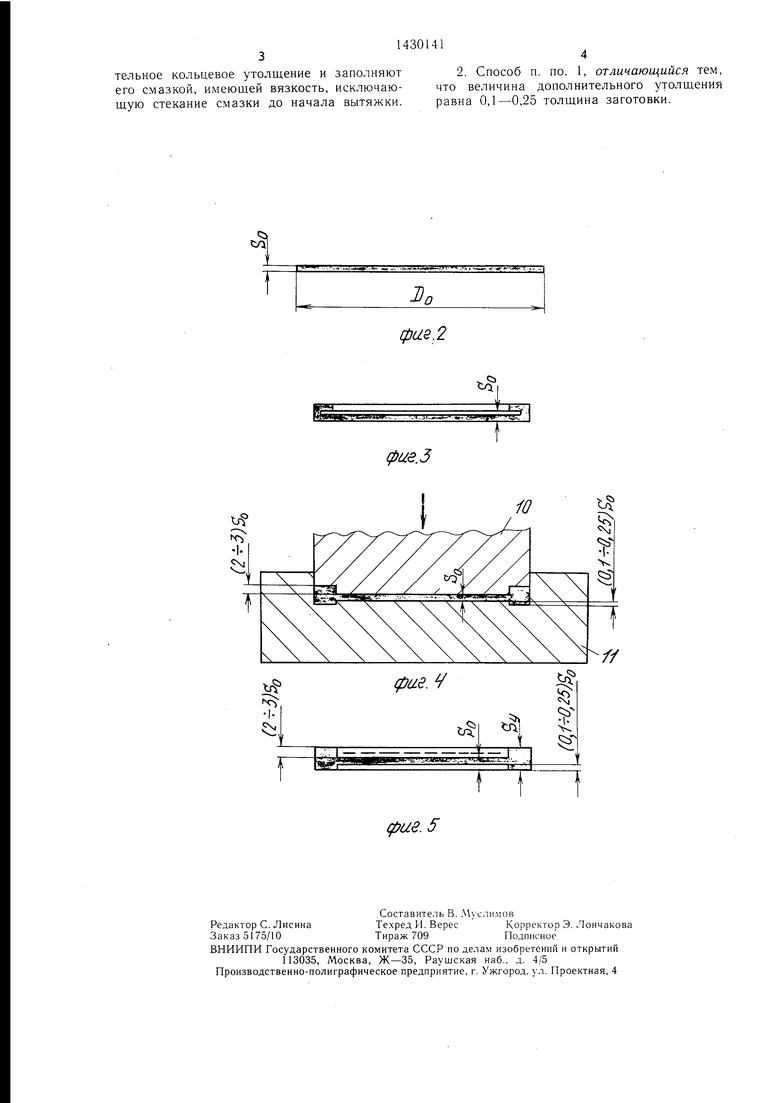
На фиг. 1 схематически изображено устройство для осуществления способа, продольный разрез (слева от оси симметрии - исходное положение, справа - в промежуточный момент вытяжки); на фиг. 2 -- исходная заготовка; на фиг. 3 - заготовка с завитым краем; на фиг. 4 - схема образования утолщений; на фиг. 5 - заготовка с утолщениями, заполненная смазкой.
На чертежах приняты следующие обозначения: вытягиваемая заготовка 1; готовое изделие 2; вытяжная матрица 3; прижим 4; упор 5; вытяжной пуансон 6; уплотнение 7; отверстия 8 в прижиме; полость 9 в прижиме; калибровочный пуансон К); калибровочная матрица 11.
Способ осуществляют следующи.м образом.
Неред началом процесса вытяжки производят вырубку исходной плоской заготовки 1, имеющей размеры So и Do (фиг. 2). Затем по контуру заготовки 1 па ее краевой части образуют одностороннее утолпрение путем завивки (фиг. 3). После этого с помощью калибровочного пуансона 10 и калибровочной матрицы 11 на краевой ч,асти заготовки 1 с обеих сторон образуют кольпевые утолщения. Величина утол1пе П1я с одной стороны равна двум-трем толпдипам заготовки 1, а с другой - 0,1-0.25 ее толщины. Утолщения на заготовке 1 можно получать также, например, путе.м нанесения лакокрасочного покрытия, легкоплавкого припоя, полиэтилена на токарном станке. Далее центральную часть заготовки 1 заполняют с двух сторон смазкой, вязкость которой исключает свободное стекание с.мазки с заготовки 1 до начала процесса вытяжки (фиг. 5). В качестве смазки можно использов ать воск, окисленный петролатум, асфальтовый битум, парафин и подобные и.м по вязкости смазки. После этого заготовку 1 с заполненной с двух сторон смазкой укладывают на матрицу, причем утолщение, равное двум- трем толщинам заготовки , обращено к матрице 3 и прижимают ее прижимом 4. Вследствие того, что высота упора 5 на 10 - 15°/о меньще утолщения на заготовке 1, может нроизойти его дополнительная калибровка по высоте. При воздействии пуансона 6 на центральную часть заготовки 1 смазка, заполняюндая ее со стороны матрицы 3, замыкается по наружному диаметру и по вытяжному ребру матрицы 3, а смазка, запол0
5
0
5
0
0
5
0
5
няюц;ая центральную часть заготовки 1 со стороны прижима 4, замыкается по наружному диаметру и но поверхности уплотнения 7. При дальнейще.м движении пуансона 6 наружный размер периферийной части заготовки 1 продолжает уменьщаться и, соответственно, уменьщаются зоны заготовки 1,.заполненные с.мазкой, что приводит к росту давления в указанных объемах. В результате роста давления смазка, заполняющая центральную часть заготовки 1 со стороны матрицы 3, выдавливается из нолости в заготовке 1 и разделяет поверхность матрицы 3 и- вытягиваемой детали 2, уменьшая силы трения на контакте матрицы 3 - заготовка 1.
Одновременно с этим смазка, заполняющая центральную часть заготовки 1 со стороны прижи.ма 4, в результате роста в ней давле1щя начинает выдавливаться на верхнюю плоскость прижима 4 через отверстия 8, собираясь в полости 9 для повторного использования. Попаданию смазки в зазор между прижимом 4 и пуансоном 6 препятствует уплотнение 7. Отверстия 8 расположены в прижиме 4 равномерно вокруг пуансона 6, причем располагаются они над ра- диусо.м скругления отверстия матрицы 3. Такое расположение отверстий исключает контакт заготовки 1 с прижимом 4 в зоне отверстий 8 и, соответственно, воз.можность задиров в этой зоне даже в тех случаях, когда смазкой по какой-либо причине (например, при ощибке рабочего) не заполнена центральная часть заготовки 1 со стороны прижима 4. При нормальном течении процесса по мере перемещения периферии заготовки 1 к центру с.мазка выдавливается через отверстия 8, одновременно разделяя поверхности прижима 4 и вытягиваемой детали 2.
Предлагае.мьпЧ способ по сравнению с известным обеспечивает увеличение высоты вытягиваемых деталей путем уменьщения сил трения на поверхностях контакта заготовки с прижимом.
Формула изобретения
. Способ изготовления полых изделий из листовой заготовки, имеющих на краевой части кольцевое утолщение, равное двум- трем толщинам заготовки, путем заполнения ее центральной части смазкой, нрижима ее периферийной части и воздействия на ее центральную часть усилием вытяжки, отличающийся тем, что, с целью увеличения высоты вытягиваемых изделий путем уменьще- пия сил трения на поверхности контакта заготовки с прижимом, перед заполнением центральной части заготовки смазкой на ее краевой части со стороны, противоположной име- Ю1цемуся уто.дщению, образуют дополнительное кольцевое утолщение и заполняют его смазкой, имеющей вязкость, исключающую стекание смазки до начала вытяжки.
2. Способ п. по. 1, отличающийся тем, что величина дополнительного утолщения равна 0,1-0,25 толщина заготовки.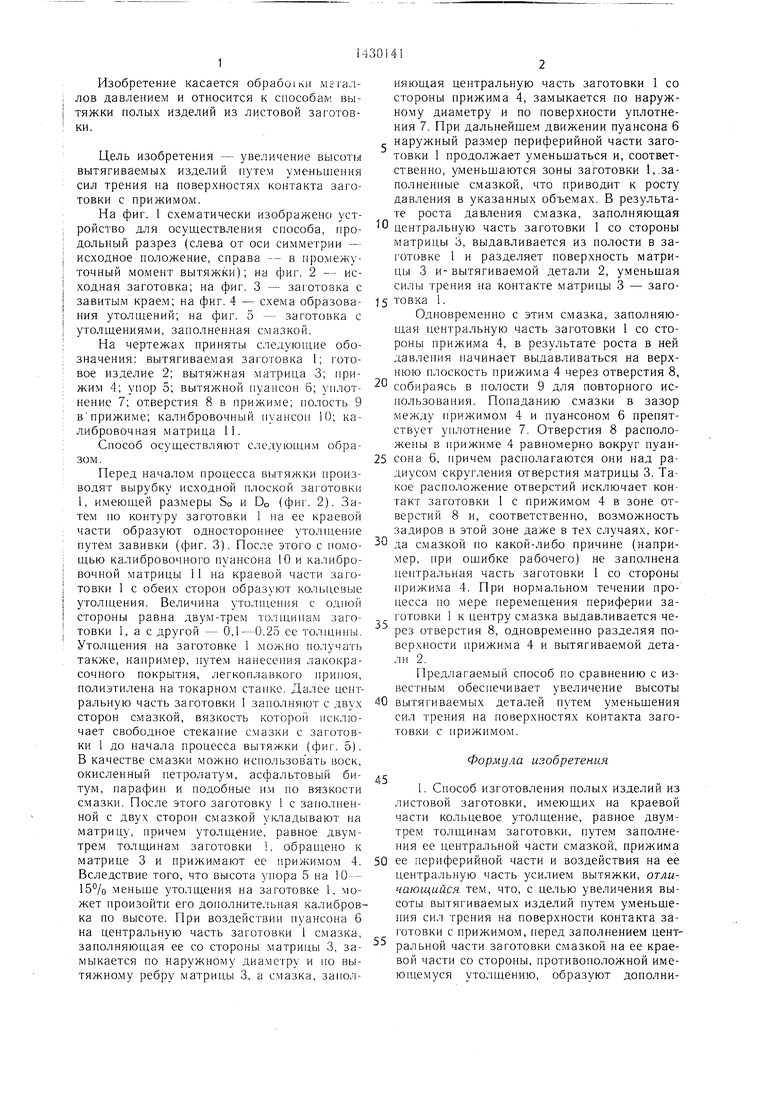
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Штамп для вытяжки | 1986 |
|
SU1456265A1 |
| Штамп для вытяжки | 1985 |
|
SU1303220A1 |
| Способ вытяжки полых изделий из листовой заготовки | 1983 |
|
SU1183238A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Штамп для глубокой вытяжки | 1977 |
|
SU650696A1 |
| Штамп для вытяжки | 1988 |
|
SU1547920A2 |
| Устройство для вытяжки с нагревом | 1985 |
|
SU1299662A1 |
| Способ вытяжки изделий с фланцем из листовой заготовки | 1987 |
|
SU1407621A1 |
| Способ гидромеханической вытяжки | 1986 |
|
SU1391772A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при вытяжке но- лы.х изделий из листовой заготовки. Цель - увеличение высоты вытягиваемых изделии путем уменьшения сил трения на поверхности контакта заготовки с прижимом. Г1е- ред заполнением центральной части заготовки 1 смазкой на ее краевой части со стороны, противоположной имеющемуся утолщению, образуют дополнительное кольцевое утолщение, величина которого составляет 0,1-0,25 толщины заготовки 1. При вытяжке в результате повышения давления смазка разделяет поверхность контакта заготовки 1 с прижимом 4, уменьшая на этом поверхности силы трения. Смазка имеет вязкость, исключающую ее стекание с заготовки до начала процесса вытяжки. 1 з.п. ф-лы, 5 ил.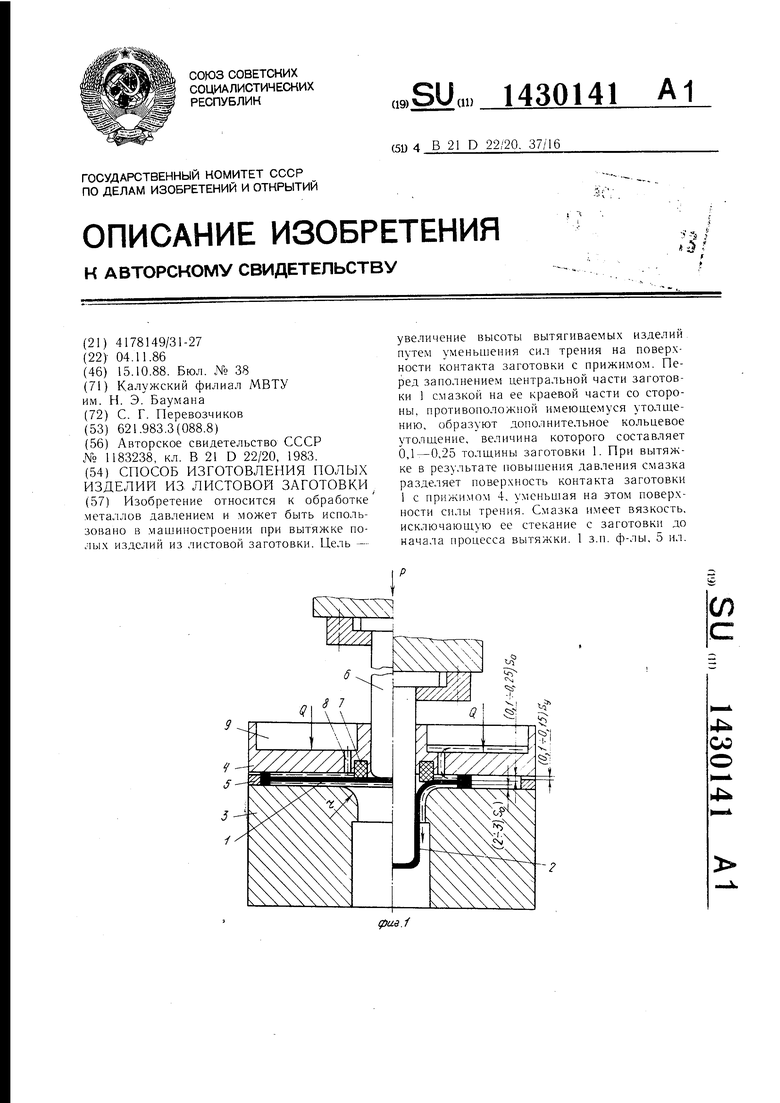
.2
фие.З
| Способ вытяжки полых изделий из листовой заготовки | 1983 |
|
SU1183238A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
