Изобретение относится к области обработки металлов давлением, в частности к редуцированию трубных заготовок, и может быть использовано на предприятиях тракторного и сельскохозяйственного машиностроения.
Цель изобретения повышение несущей способности матрицы.
На чертеже изображено устройство, обш,ий вид.
Устройство состоит из матрицы 1 с прямым конусом 2, цилиндрической ленточкой 3 и обратным конусом 4, которая запрессована в обойму 5. На торцах матрицы 1 выполнены дополнительные наклонные поверхности 6- 9 с плоскими ленточками 10 и И между соответственно конусными поверхностями 7 и 8, 6 и 9. Дополнительные конусные поверхности 6 и 7 выполнены большими основаниями внутрь матрицы 1, а конусные поверхности 8 и 9 - раструбами наружу, причем угол наклона ср, f, 92 и фз образуюших дополнительных конусных поверхностей 6-9 равен 45°. Дополнительные конусные поверхности 8 и 9 контактируют с ответными поверхностями установочных втулок 12 и 13. Установочные втулки 12 и 13 посажены в отверстие 14 обоймы 5 с зазором. Установочная втулка 13 опирается на дистанционную шайбу 15. Дистанционная шайба 15, установочная втулка 13, матрица 1 и установочная втулка 12 зажаты в обойме 5 гайкой 16. Гайка 16 зафиксирована в обойме 5 винтом 17. Пространства 18 и 19, образованные поверхностями дополнительных конусов 6 и 7, поверхностью отверстия 14 обоймы 5 и торцами установочных втулок 12 и 13, заполнены свинцом. Необходимое давление в этих полостях создается болтами 20 и 21. Ширина в ленточках 10 и 11 составляет 0,05-0,33 толшины t стенки матрицы 1.
Сборка устройства производится в следующей последовательности.
Матрица 1 с установочной втулкой 13 устанавливается в отверстие 14 обоймы 5. Для обеспечения создания необходимого натяга между наружной поверхностью матрицы 1 и отверстия 14 поверхность отверстия 14 выполняется конусной с величиной конусности 1:1000-1:500. После установки матрицы 1 с установочной втулкой 13 в обойму 5 замеряется размер между торцом установочной втулки 13 и дном обоймы 5. Исходя из необходимого натяга на матрицу определяется необходимая толщина дистанционной шайбы 15, После чего матрица и установочная втулка вынимаются из обоймы, и сборка производится в следующей последовательности. В обойму 5 устанавливается дистанционная шайба 15 необходимой толщины, установочная втулка 13, затем свинцовая шайба для заполнения пространства 18, матрица 1,свинцовая шайба для заполнения пространства 19 и сверху установочная втулка 12. Под прессом установочная втулка 12 нагружается силой, в два раза превышающей силу редуцирования. Снимается нагрузка и завинчивается гайка 16 с силой, равной двукратной силе редуцирования. После чего ввинчивается винт 20 и в обойме свинца 18 создается давление q, равное
8Q
где Q - сила редуцирования;
D - наружный диаметр матрицы; d - диаметр отверстия матрицы.
Затем болтом 21 создается такое же давление в объеме 19. Болты 20 и 21 фиксируются контргайками.
Работает устройство следующим образом.
При редуцировании заготовки радиальная сила, действующая на матрицу 1, частично воспринимается матрицей, а частично- обоймой 5. При этом наличие на торцах матрицы дополнительных конусных поверхностей 6-9, выполненных с углом наклона образующих, равным 45°, и находящихся в контакте либо с установочными втулками 12 и 13, либо с пластичным металлом, находящимся под давлением, позволяет увеличить нагрузку на матрицу без ее разрушения.
Основным преимуществом предлагаемого устройства для редуцирования заготовок является то, что оно обеспечивает возможность производить редуцирование заготовок с отнощением толщины стенки к диаметру до 0,6, в то время как в устройствах известной конструкции возможно осуществлять редуцирование заготовок с относительной толщиной стенки до 0,3. Несущая способность предлагаемого устройства в 1,8-2,2 раза выше по сравнению с известным.
Технологические возможности предлагаемого устройства шире, так как в предлагаемом устройстве можно обрабатывать заготовки из высокопрочных и труднодеформируемых металлов и сплавов, а также толстостенные заготовки. При этом, если ширину поясков на торцах выполнить менее 0,05 толшины стенки матрицы, то в процессе эксплуатации наблюдается разрушение маттрицы у торцов. Если толщину ленточек на торцах выполнить более 0,33 толщины стенки матрицы, то при больших нагрузках наблюдается скалывание материала матрицы у торцов по линиям наибольших касательных напряжений (примерно под углом 45°), что снижает несущую способность матрицы. Если угол наклона образующих дополнительных конусов выполнить меньше или больще 45°, то несущая способность матрицы снижается из-за того, что наблюдается скалывание материала матрицы у торцов по линиям наибольших касательных напряжений под углами 45° к оси матрицы, что приводит к ее разрушению. Заполнение пространства, образованного поверхностями дополнительных конусов, поверх,ностьюотвер
311832474
стия обоймы и торцами установочных втулок,гические возможности за счет того, что на
пластичным материалом, например свинцом,пряженное состояние в матрице в процессе
дополнительно повышает несущую способ-работы в этом случае приближается к услоность устройства и расширяет его техноло-виям всестороннего сжатия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Динамометр для определения контактных давлений | 1989 |
|
SU1719933A1 |
| Способ деформирующего протягивания | 1988 |
|
SU1523318A1 |
| Сборная деформирующая протяжка | 1979 |
|
SU772758A1 |
| Устройство для образования соляной пыли | 2023 |
|
RU2830463C1 |
| Сборная прошивка | 1979 |
|
SU874282A1 |
| Устройство для профилирования трубных заготовок | 1990 |
|
SU1791056A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2111809C1 |
| Устройство для подачи заготовок с удлиненной осью | 1977 |
|
SU774969A1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Устройство для ротационного выдавливания заготовок | 1988 |
|
SU1530299A1 |
1. УСТРОЙСТВО ДЛЯ РЕДУЦИРОВАНИЯ ЗАГОТОВОК, содержащее установленную в обойме матрицу, рабочая повехность которой образована соцряженными между собой посредством цилиндрической ленточки прямого и обратного конусов, при этом на матрице со стороны прямого конуса выполнены наклонная поверхность. установочные втулки и зажимные элементы, отличающееся тем, что, с целью повышения несущей способности матрицы, на ее корпусе выполнены дополнительные наклонные поверхности, расположенные на обоих торцах матрицы со стороны ее наружной поверхности и образующие с внутренней поверхностью обоймы кольцевые полости, а также на торце матрицы, расположенном со стороны отверстия обратного конуса, причем наклонные поверхности сопряжены между собой посредством выполненных на торцовых поверхностях матрицы ленточек шириной, равной 0,05-0,33 толщины стенки матрицы. 2. Устройство по п. 1, отличающееся тем, что полости, образованные наклонными поверхностями матрицы и внутренней поверхностью втулок, а также полости, образованные торцами установочных втулок и внут(Л ренней поверхностью обоймы, заполнены пластичным материалом, например свинцом. 00 со го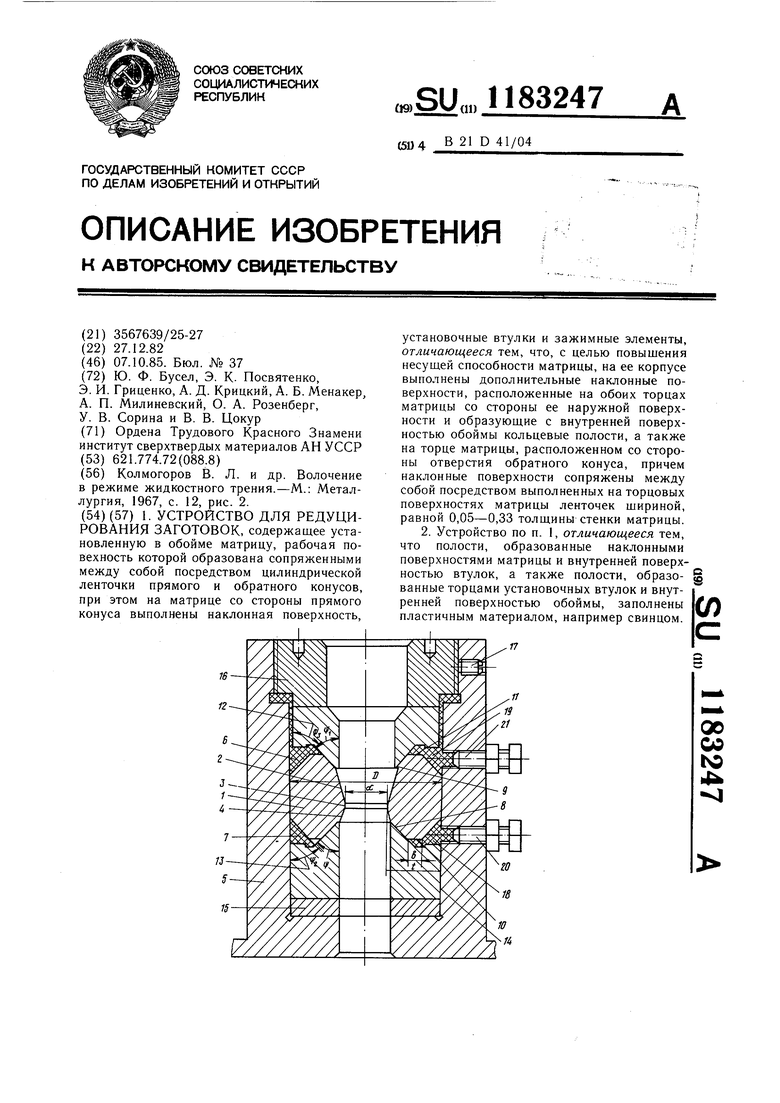
| Колмогоров В | |||
| Л | |||
| и др | |||
| Волочение в режиме жидкостного трения.-М.: Металлургия, 1967, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
