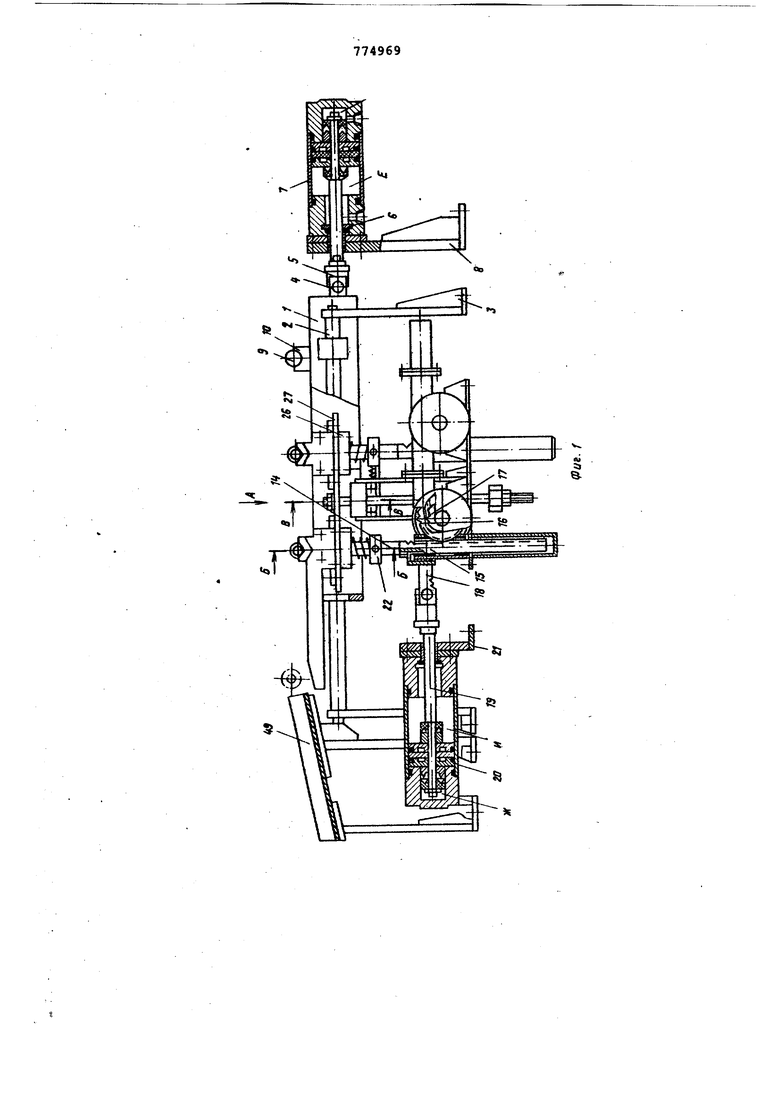
Изобретение относится к области кузнечно-прессового оборудования и может быть использовано для подачи в пресс заготовок с удлиненной осью Известно устройство для подачи заготовок с удлиненной осью к гориэонташьному прессу, содержащее уста новленную в направляющих станины и выполненную в виде полого короба ка ретку, несущую на боковых стенках передаточные призмы для заготовок, привод возвратно-поступательного пе ремещения каретки в направлении под чи, размещенный в проеме станины и смонтированный на вертикальной штан ге, подъемный от индивидуальнЪго привода кронштейн с установочными призмами для заготовок, а также закрепленный на штанге регулируемый упор, взаимодействующий с торцом жест1 о связанного со станиной корпуса направля1эщей втулки, охватываю щей штангу lJ. Однако известным устройством нел зя осуществить последующее удаление заготовки с полученным на ней утолщением. Цель изобретения - обеспечение в можности последующего удаления заго .тонок с утолщениями. . Для этого устройство снабжено смонтирова;нными на каретке оппозитно относительно оси подачи поворотными, подпружиненными калиброванными пластинами, заходящими на рабочую позицию между торцом корпуса направляющей втулки и регулируемым упором. На фиг. 1 показано устройство для подачи заготовок к прессу, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-Ё на фиг. 1 (при заталкивании заготовки); на фиг. 5 - то же (при выталкивании поковки). Устройство содержит каретку 1, установленную на направляющих 2, закрепленных на кронштейнах 3. Каретка 1 выполнена коробчатой формы со свободным внутренним пространством Г. С помощью оси 4 и проушин 5 каретка связана со штоком б цилиндра 7 привода возвратно-поступательного перемещения . Цилиндр 7 установлен на кронштейне 8 и имеет пораневую D и штоковую Е полости. Для укладки заготовок 9 каретка 1 внутри пространства Г имеет сменные призмы 10, которые с помощью средств крепления 11-13 установлены на боковых стенках каретки с возможностью вертикальной регулировки. На рабочих позициях расположены вертикальные подвижные подъемники 14, которые с помощью зубчато-реечной передачи (рейка 15, шестерни 16 и 17, горизонтальная зубчатая рейка 18) взаимодействуют со штоком 19 силового цилиндра 20 (привод подъема и опускания заготовок, имеющего штоковую Ж и поршневую И полости. Цилиндр 20 установлен на кронштейне 21. Подъемник 14 имеет демпфирующее устройство, выполненное из неподвижной упорной шайбы 22, пружины 23 и подвижног фланца 24.
Подвижный фланец 24 с помощью отверстия К по ходовой посадке посажен на подъемник 14 и закреплен на нем ,с возможностью вертикального перемещения посредством пальца 25 и вертикального паза.
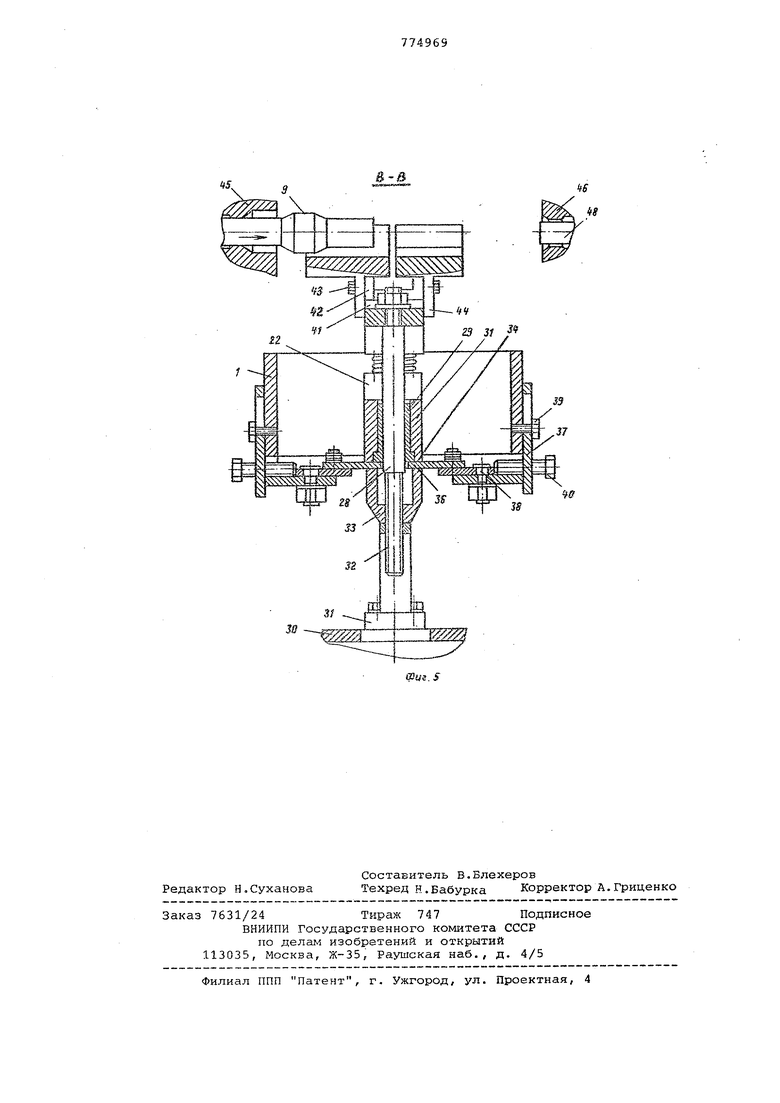
На подвижных фланцах 24 установлена с помощью средств крепления 26 планка 27, связьшающая подъемники 14 между собой. Планка 27 несет на себе направляющую штангу 28, которая размещена в направляющей втулке 29, установленной на станине 30 с помощью кронштейна 31. Направляющая, штанга 28 имеет на конце резьбу 32, на которую навинчен кулачок 33, выполненный в виде гайки и одним торцом периодически взаимодействующий с жестким упором 34, являющимся корпусом и кронштейном, на котором установлена направляющая втулка 29, а другим торцом периодически взаимодействующей с убирающимися подпружиненными пружинами 35 калиброванными пластинами 36, размещенными на регулируемом по высоте кронштейне 3,7, установленном на каретке 1 с помощью средств крепления 38 и 39. Пластины в крайнем положениивзаимодействуют с регулируемым упором 40.
На подпружиненной планке с возможностью продольной регулировки установлена планка 41, на которой с возможностью поперечной регулировки установлены взаимно перемещающиеся кронштейны 42. На боковых вертикально расположенных сторонах кронштейно 42 посредством крепежа 43 с возможностью вертикальной регулировки установлены попарно разделенные приз1 1ы 44 подъемников 14, на которые укладываются заготовки 9 цилиндрической, ступенчатой или сплошной формы.
Предлагаемое устройство имеет позицию загрузки и выгрузки и две рабочих позиции, на которых расположены подвижная 45 и неподвижная 46 матрицы, снабженные выталкивателями 47 и 48. На позиции выгрузки установлен лоток выгрузки 49.
Работает устройство следующим образом.
Каретка 1 в исходном положении находится на позиции загрузки где с помощью загрузочного устройства (не показано) на призмы 10 укладывается заготовка 9. Подъемники 14 . находятся в нижнем положении, а призмы 44 находятся ниже призм 10. Подпружиненная поворотная планка находится под жестким упором 34. Давление подается в поршневую полость цилиндра 7 привода возвратно поступательного перемещения и движение через шток 6, ось 4 и проушины 5 передается на каретку 1, которая перемещается влево и переносит заготовку 9 на рабочую позицию. Затем
5 давление подается в поршневую полость цилиндра 20 и движение через шток 19, рейку 18, шестерни 17 и 16, рейки 15 передается на подъемники 14, которые перемещаются вверх, призмы
Q 44 снимают заготовку 9 с призм 10 и поднимают их в рабочие зоны матриц 45 и 46 пресса. При этом направляющая штанга 28, установленная на подпружиненной планке 27, перемещаясь
f во втулке 29, обеспечивает дополнительное направление подъемникагл 14, а кулачок в верхнем положении, упираясь торцом в жесткий упор 34, обеспечивает жесткое точное соосное положение заготовки 9 относительно
В матриц 45 и 46. При движении подвижной матрицы 45 происходит точное заталкивание заготовки в матрицы, удержание и зажим заготовки. После чего,подается давление в штоковую
5 полость цилиндра 20 и подъемники вместе с призмами опускаются и каретка возвращается в исходное положение. При этом подпружиненные поворотные пластины подходят под жесткий
Q упор 34. Матрица 45 под действием технологического усилия, передвигаясь, производит технологическую операцию (редуцирование и высадку головки) , после чего происходит ее обратный ход. Заготовка 9 остается в
одной из матриц.
Подается давление в поршневую полость цилиндра 20, подъемники 14 поднимаются. При этом направляющая штанга 28, установленная на подпружиненной планке 27, перемещаясь во втулке 29, обеспечивает направление подъемникам 14 При этом в верхнем положении кулачок 33 торцом упирается в иоворотные пластины 36, которые взаимодействуют с жестким упором 34, а призмы подъемников не доходят до первоначального положения на величину толщины поворотной планки, которая выбирается в зависимости от размера
утолщения высаженной головки. Далее выталкиватель производит выталкивание заготовки из матрицы. При этом призмы находятся ниже утолщения диаметра высаженной головки и не мешают свободному движению (выталкиванию) заготовки. Заготовка свободно, не касаясь призм, выталкивается с помощью толкателей из матрицы и укладывается на призмы подъемников. После чего давление подается в штоковую полость Ж цилиндра 20 и движение через рейку 18, шестерни 17, 16 и рейку 15 передается на подъемники, которые опускают заготовки 9 на призмы 10 каретки 1, а сами продолжают двигаться вниз, освобождая место для перемещения каретки 1 влево. На позиции загрузки происходит очередная загрузка заготовки. При дальнейшем движении каретки 1 влево обработанная заготовка 9 переносится на следующую позицию. Процесс загрузки, подъема в рабочую зону, зажима, заталкивания, выталкивания, опускания, переноса заготовки с позиции на позицию повторяется.
После обработки заготовки 9 на всех позициях происходит ее выгрузка
Под обработанную заготовку подходит рычаг подъемника 14 и при движении вверх своими наклонными плоскостями толкает вверх заготовку. Заготовка ск;атывается по наклонным плоскостям рычага подъемника 14 на наклонный лоток 49 выгрузки, откуда она поступает в тару.
Для наладки и точной установки заготовки 9 в рабочей зоне по отношению к матрицам 45 и 46 в автоматическом цикле поднимают призмы 44 в рабочую зону, укладывают на них заготовку 9, отпускают крепеж и, передвигая планки 41 вместе с призмами 44 и заготовками 9, выставляют их в горизонтальном направлении по отношению к матрице.
В вертикальном положении призмы 44 вместе с заготовками выставляются
посредством подъема и опускания их в пазах крепежа, для чего необходимо отпустить, а затем затянуть крепеж 43. В продольном направлении призмы по отношению к заготовке выставляют также методом перемещения в пазах кронштейнов 42 вместе с призмами 44. Таким образом обеспечивается точная |егулировка и установка заготовок вместе с призмами на рабочих позициях.
формула изобретения
Устройство для подачи заготовок с удлиненной осью к горизонтальному прессу, содержащее установленную в направляющих станины и выполненную
в виде полого короба каретку, несущую на боковых стенках передаточные призмы для заготовок, привод возвратно-поступательного перемещения каретки в направлении подачи, размещенный
в проеме станины и смонтированный на вертикальной штанге, подъемный от индивидуального привода кронштейн с установочными призмами для заготовок, а также закрепленный на штанге регулируемый упор, взаимодействующий с торцом жестко связанного со станиной корпуса направлякяцей втулки, охватывающей штангу, отличающеес я тем, что, с целью возможности последующего удаления заготовок с
утолщениями, оно снабжено смонтированными на каретке оппозитно относительно оси подачи поворотш тш, подпружиненными калиброванными пластинами, заходящими на рабочую позицию
между торцом корпуса направляющей втулки и регулируемым упором. Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 48-37306,
кл. 73-В5, опублик. 1973.
ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи заготовок | 1980 |
|
SU935168A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Устройство для подачи заготовок с удлиненной осью | 1979 |
|
SU880576A2 |
| Устройство для подачи штучных заготовок в зону обработки | 1980 |
|
SU882685A1 |
| Автооператор | 1969 |
|
SU344701A1 |
| Устройство для вырубки заготовок из полосового и ленточного материала | 1979 |
|
SU871926A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU899210A1 |
| Пресс А.С.Кривовязюка для вырубки заготовок из плоского материала | 1984 |
|
SU1242282A1 |
| Автоматическая линия спутникового типа | 1991 |
|
SU1784445A1 |


а
30
ifS
s
