ОТ)
&д со
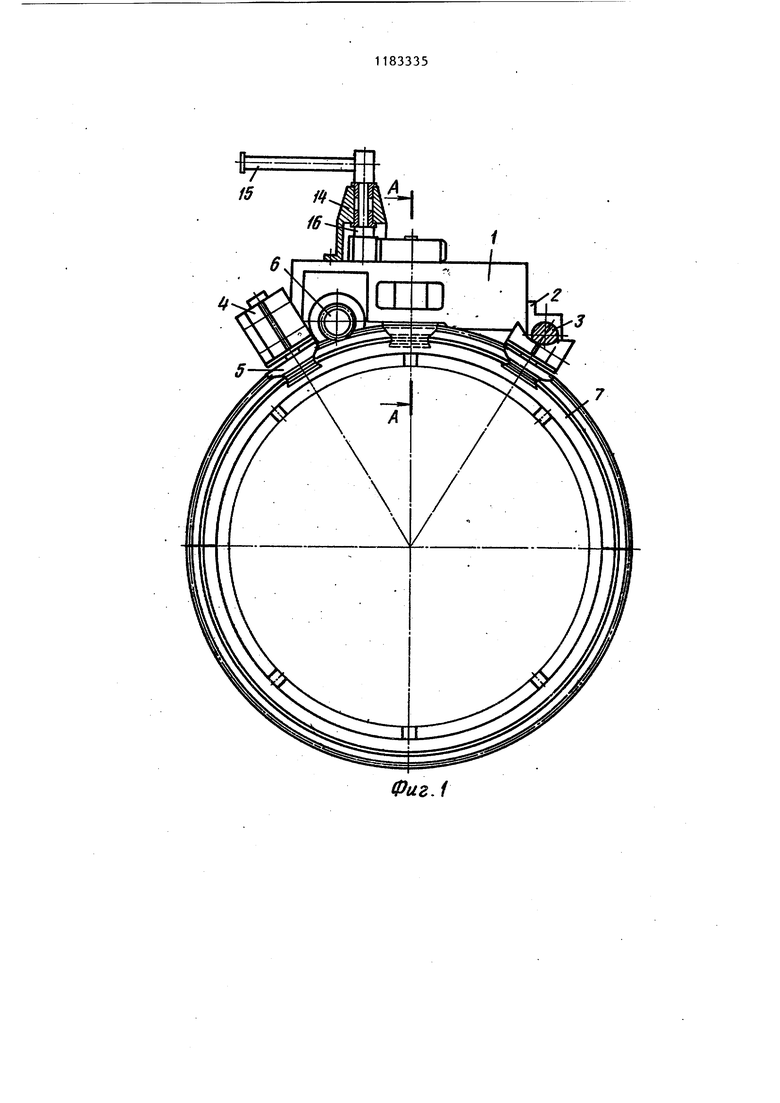
€ СП Изобретение относится к устройствам для дуговой сварки и может быть использовано в автоматах для сварки неповоротных кольцевых швов применяемых в химической, энергети ческой и других отраслях промышленности. Цель изобретения - повьпаение производительности путем сокращения времени переналадки устройства с одного диаметра трубы на другой. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1, Устройство для сварки неповорот ньгх Стыков труб содернсит корпус 1 с двумя кронштейнами 2, относитель но которых могут поворачиваться хвостойики 3 штоков 4 с зажатыми в них боковыми опорными роликами 5 С корпусом 1 шарНИРно связан зубча тый привод 6 вращения, входящий в зацепление с зубчатым венцом раз ного кольца 7, закрепленного кон1|;ентрично относительно трубы при помощи упорных винтов 8.- Внутри корпуса 1 по его оси, параллельной оси трубы, размещен подвижный шток 9 с зажатым в нем центральным опорным опорным роликом 10. поджатым к кольцевому выступу кольца 7 за счет усилия пружины 11, упирающейся в торец направляющей втулки 12, жестко связанной с корпусом 1. От вращения вокруг продольной оси шток 9 с центральным опорным родиком 10 предохраняет шпонка 13. С целью отведения центрального опорного ролика 10 для сцятия кзретки с кольца 7 используется механизм 14, при повороте рукоятки 15 которого связанная с ней вал-шестерня 16 поворачивает шестерню 17, с кот рой в свою очередь жестко связан 52 эксцентрик 18, взаимодействующий при повороте с торцом штока 9, вызывая его перемещение и сжимая при этом пружину 11. В отведенном положении шток 9 с центральным опорным роликом 10 удерживается с помощью шарикового фиксатора 19, размещенного внутри шестерни 17. Устройство работает следующим образом. Выбранное из комплекта требуемое кольцо 7 -зажимается на трубе с помощью винтов 8. В зависимости от используемого кольца 7 штоки 4 с роликами 5 предварительно поворачиваются так, что оси боковых опорных роликов 5 совпадают с радиусами трубы (фиг. 1), после чего их хвостовики 3-зажимаются в кронштейнах 2 корпуса 1. Устройство устанавливается на направляющее кольцо 7, после чего поворотом рукоятки 15 механизма 14 освобождается шариковый фиксатор 19 и поворачивается эксцентрик 18, вызывая тем самым перемещение штока 9 с центральным опорным роликом 5 к направляющему кольцу 7 за счет усилия пружины 11 (фиг. 2). V --; Направление каретки автомата при вращении вокруг трубы обеспечивается тремя опорными роликами 5 и 10, конические канавки которых взаимодействуют с кольцевАВМ выступами кольца 7 вследствие усилия прилсима центрального опорного ролика. Применение предлагаемого устройства цозволяет сократить вспомогательное время, затрачиваемое на Установку и снятие устройства скольца5 и как следствие повьшает производительность сва15очных работ.
Фиг. 1
W
г
iU/y
Фиг Z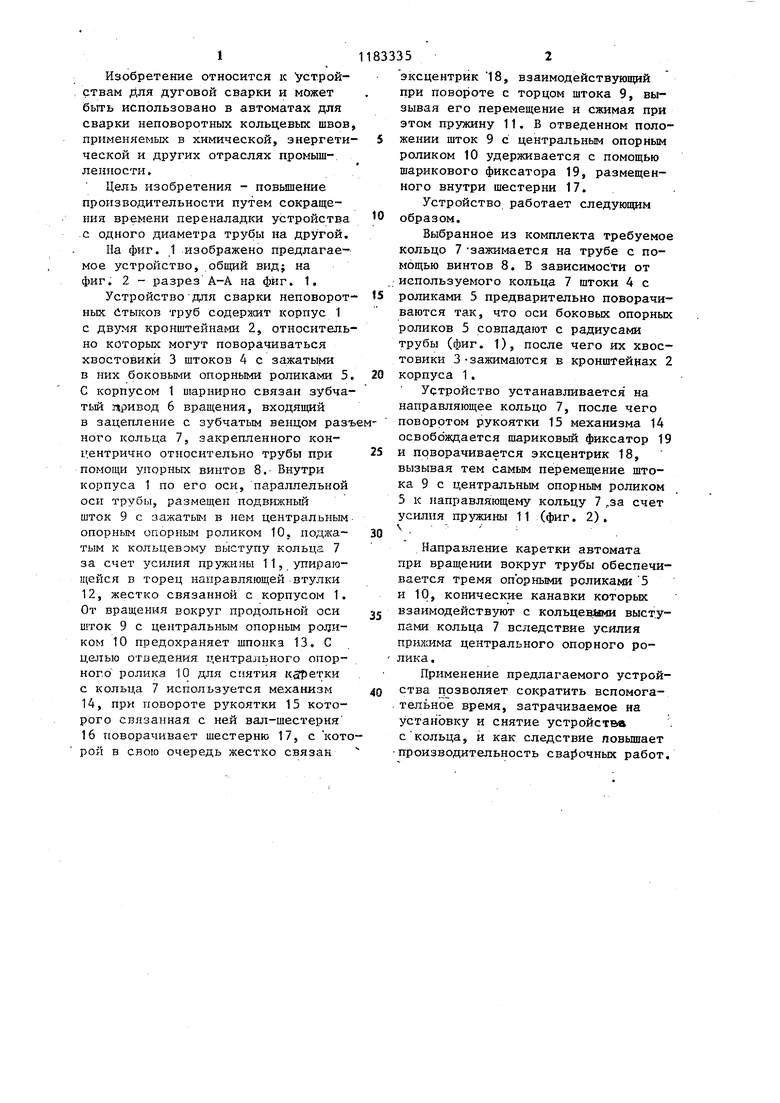
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| Зажимное устройство | 1984 |
|
SU1222475A1 |
| Автомат для сварки неповоротных стыков труб | 1978 |
|
SU742084A1 |
| Устройство для сварки неповоротных стыков труб | 1980 |
|
SU959959A1 |
| Автомат для сварки неповоротных стыков труб | 1984 |
|
SU1227391A2 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1969 |
|
SU238703A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU300283A1 |
| Многоступенчатый редуктор электропривода для механизма подачи проволоки | 1982 |
|
SU1074677A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU1018832A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
1. УСТРОЙСТВО ДНЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ, содержащее корпус и направляющий механизм, выполненный в виде кольца, центрального и б.оковых опорных роликов. смонтированных с возможностью взаимодействия с кольцом, отличающееся тем, что, с целью повышения производительности путем сокращения времени переналадки устройства с одного диаметра трубы на другой, центральный опорный ролик смонтирован в средней части корпуса по одну сторону кольца с возможностью перемеще1дая относительно него в радиальном направлении, а боковые опорные ролики смонтированы по другую сторону кольца симметрично относительнс центрального опорного ролика. 2. Устройство по п. 1, отли« чающееся тем, что центральный опорный ролик смонтирован с возможностью перемещения относите.1Ьно кольца в осевом направлении.
| Устройство для автоматической сварки криволинейных элементов | 1974 |
|
SU656776A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
