Изобретение относится к сварке, реимущественно к устройствам для варки неповоротных стыков труб, моет быть использовано в машиностроеии, судостроении, химической и друих отраслях промышленности и являтся усовершенствованием автомата о авт. св. № 742084.
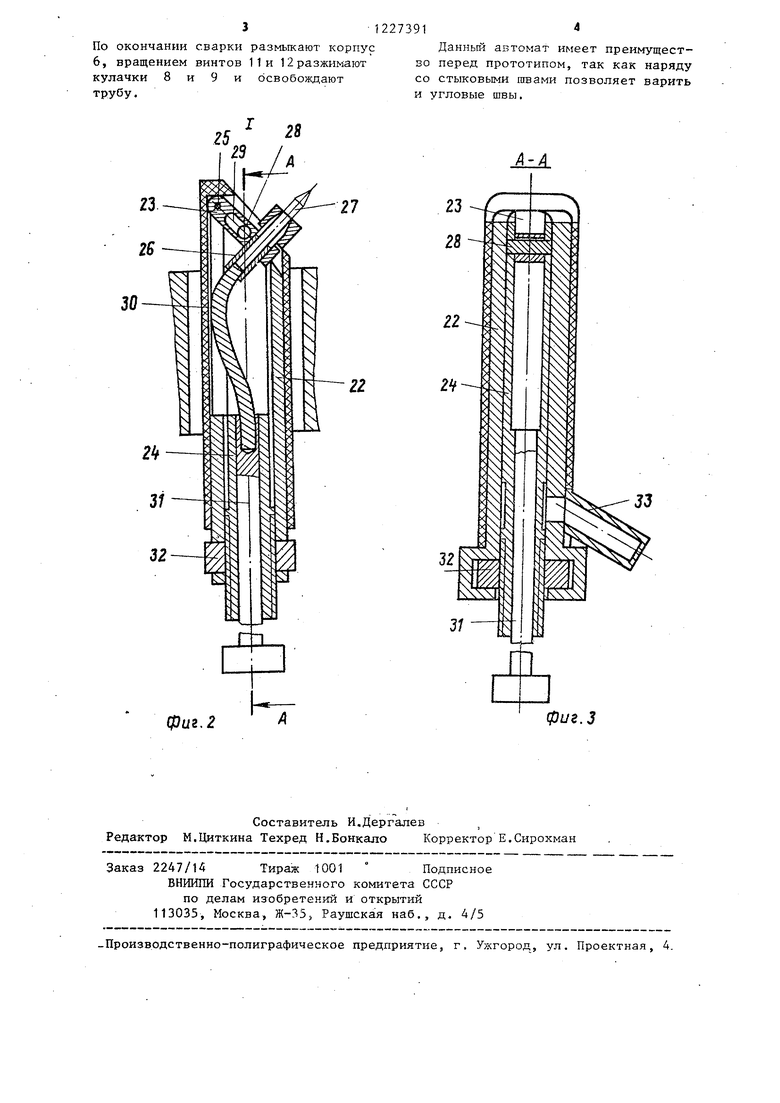
На фиг. 1 показан автомат для свари неповоротных стьков труб; на иг. 2 - механизм регулирования угла аклона электрода(узел I на фиг. 1); а фиг. 3 - разрез А-А на фиг. 2.
Автомат содержит станину 1, в коорую встроен привод 2, планшайбу , смонтированную в направляющих 4 5, разъемньзй корпус 6, сварочную орелку 7 J механизм крепления автомаа на трубе, вьшолненньй в виде двух ар кулачков 8 и 9, установленных, о обе стороны от горелки в направлящих станины 1, и стойки 10 механиза перемещения кулачков 9 в двух взаимно перпендикулярных направлениях. Зажим кулачков 8 и 9 осуществляется винтами 11 и 12 с правой и левой резьбой.
Винт 13 механизма настройки сварочной горелки 7 на стык смонтирован в вилке 14, закрепленной на корпусе 6. Механизм перемещения кулачков 9 содержит также ползун 15, установленный с возможностью перемещения в направляющих 16 станины 1. Ползун 15 имеет направляющие, в которых размещена стойка 10, Привод перемещения стойки 10 и ползуна 15 выполнен в виде двух эксцентриков 17 и 18 установленных на осях 19 и 20, жестко закрепленных соответственно в стойке 10 и ползуне 15. Разъемный корпус 6 снабжен лабиринтным уплотнением 21.
В корпусе 22 горелки 7 размещены планка 23 и толкатель 24. Планка 23 закреплена шарнирно в корпусе 22 щтиф том 25. В планке 23 имеется резьбовое отверстие, в котором установлена цан- т А 26 с электродом 27. Толкатель 24 соединен с планкой 23 штифтом 28, в планке 23 под штифт 28 вьшолнен продольный паз 29. Цанга 26 соединена гибким элементом 30 в виде двухслойной спирали с противоположной навивкой в слоях с рукояткой 31. На нижней части толкателя 24 нарезана резьба для гайки 32. На корпусе 22 имеется патрубок 33 для подвода тока и газа. Для выхода газа в камеру в планке 23 имеется отверстие (не обозначено) .
1227391
Автомат разом.
iO
15
20
25
Подготов танавливает ной горелки совмещения щва и зажим винта 11 о П навливается ется влево трубе и заж нием винта эксцентрико в вертикаль ниях относи стыка свари эксцентрика 19, стойка ется Б верт направляюще корпусом 6. 21 уменьшае При вращени ленного на со стойкой ся в попере ществляется риваемой де ба и привар НЫ5 осущест наклона эле мой деталь диаметра, т осью электр 35 го вращение катель 24 в привариваем проводная а ется угол 4 гайки 32 пе крайнее Htra ясь толкат 28 по продо чивает гшан в корпусе 2 Вращением р гибкого эле бовом отвер ливают необ электрода 2
30
40
4S
50
После эт перемещают направляющи 55 Бзя горелку пус 6, пода рубок 33, в ния планшай
работает следующим об
5
0
5
Подготовленная к сварке труба устанавливается с левой стороны сварочной горелки 7, подается вправо до совмещения с плоскостью сварочного щва и зажимается кулачками 8 вращением винта 11 о Привариваемая деталь устанавливается с правой стороны, подается влево до упора в торец зажатой трубе и зажимается кулачками 9 вращением винта 12, после чего с помощью эксцентриков 17 и 18 перемещается в вертикальном и поперечном направлениях относительно плоскости сварного стыка свариваемь1х изделий. Вращением эксцентрика 17, устанозлегшого на оси 19, стойка 10 с кулачками 9 перемещается Б вертикальном направлении по направляющей в ползуне 15 вместе с корпусом 6. Лабиринтное уплотнение 21 уменьшает утечку защитного газа. При вращении эксцентрика 18, закрепленного на оси 20, ползун 15 вместе со стойкой и кулачками 9 перемещается в поперечном направлении. Так осуществляется центровка трубы с привариваемой деталью. После того как труба и привариваенг. деталь сцектрирова - НЫ5 осуществляют регулировку угла наклона электрода. Если привариваемой деталью является труба того же диаметра, то устанавливают угол между осью электрода и горелки О. Для зто- 5 го вращением гайки 32 перемещают толкатель 24 в верхнее положение. Если привариваемой деталью является трубопроводная арматура, то устанавливается угол 45 з для чего вращением гайки 32 перемещают толкатель 24 в крайнее HtracHee положение. Перемещаясь толкатель 24 перемещает штифт 28 по продольному пазу 29 и повора™ чивает гшанку 23 вокруг штифта 25 в корпусе 22 на необходимый угол, Вращением рукоятки 31 :1осредством гибкого элемента 30 вращают в резьбовом отверстии цангу 26 и устанавливают необходимую ,:j, вылета электрода 27,
0
0
S
0
После этого вращением винта 13 перемещают вилку 14 с горелкой 7 по направляющим в корпусе 6, ус санавли- 55 Бзя горелку на стык. Замыкают-корпус 6, подают защитный газ через патрубок 33, включают привил, 2 враще- ния планшайбы 3 и про г)3водят сварку.
312273914
По окончании сварки размыкают корпус Данный автомат имеет преимущест- 6, вращением винтов 11 и 12 разжимают во перед прототипом, так как наряду кулачки 8 и 9 и освобождают со стыковыми швами позволяет варить трубу.и угловые швы.
фиг.2
фиг.З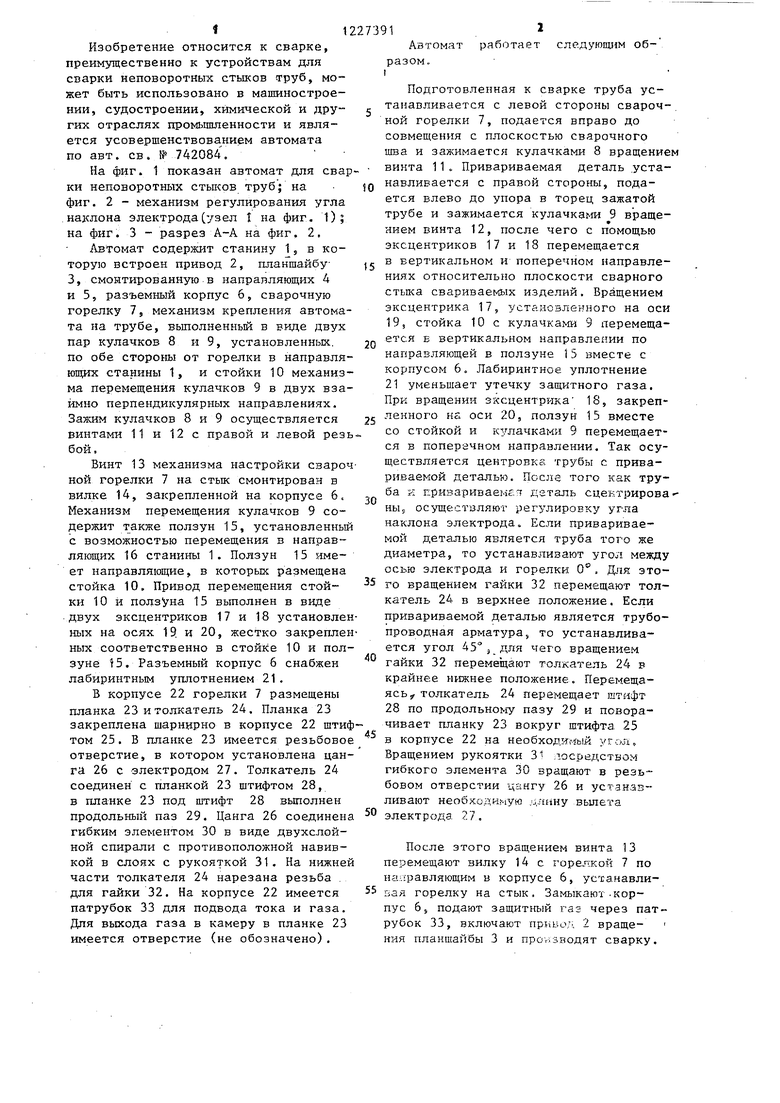
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротных стыков труб | 1978 |
|
SU742084A1 |
| Устройство для сварки с колебаниямиэлЕКТРОдА | 1979 |
|
SU841854A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| Устройство для слежения за стыком при сварке продольного шва свальцованной из ленты трубы | 1979 |
|
SU863270A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для автоматической сваркиНЕпОВОРОТНыХ КОльцЕВыХ СТыКОВ | 1979 |
|
SU823039A1 |

Составитель И.Дергалев Редактор М.Циткина Техред Н.Бонкало Корректор Е.Сирохман
Заказ 2247/14 Тираж 1001 ° Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. 4/5
-Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
| Автомат для сварки неповоротных стыков труб | 1978 |
|
SU742084A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
