Изобретение относится к области обработки металлов давлением, в частности к выдавливанию изделий типа стаканов.
Цель изобретения - повышение качества изделий за счет уменьшения разнотолщинности их стенок.
На чертеже показана схема штампа, общий вид.
Схема содержит подвижную верхнюю плиту 1 с пуансоном 2. На пуансоне смонтирована с возможностью перемещения вдоль его оси втулка с цилиндрической направляющей частью 3 и конической заходной частью 4, расположенных при штамповке в полости матрицы 5, установленной на неподвижной нижней плите 6. В нижней части матрицы установлен выталкиватель 7. Коническая заходная часть втулки составлена из двух полуколец с плоскостью разъема, проходящей через ось пуансона, и соединена с цилиндрической направляющей частью замковым соединением с возможностью радиального разнонаправленного смещения относительно оси пуансона. На подвижной верхней плите 1 смонтированы гидроцилиндры 8, штоки которых соединены с втулкой. В полукольцах конической заходной части втулки выполнена полость для размещения верхней части исходной заготовки 9.
Штамп работает следующим образом.
При ходе пуансона 2 вниз втулка, находящаяся в крайнем нижнем положении, вводится в полость матрицы 5, в которую предварительно помещается исходная заготовка
9. В первый момент верхняя часть исходной заготовки 9 входит в полость полуколец конической заходной части втулки, раздвигая их от оси пуансона благодаря фаске, выполненной в заходной части полости у нижнего торца полуколец (не показана). При дальнейшем ходе пуансона под действием усилия гидроцилиндров 8 наружные конические поверхности полуколец, взаимодействия с ответными коническими поверхностями полости матрицы 5, центрируют исходную заготовку 9 в матрице и обжимают верхнюю часть заготовки в зависимости от колебаний размеров исходной заготовки по диаметру, так как диаметр полости полуколец выполнен не большим минимального значения диаметра исходной заготовки в пределах его поля допуска. После упора нижнего торца полуколец в ответную поверхность полости матрицы движение вниз втулки прекращается и, начиная с этого момента, ее цилиндрическая направляющая часть 3 обеспечивает направление и центрирование пуансона в матрице 5 в течение всего последующего процесса выдавливания изделия типа стакана. После окончания процесса выдавливания изделие выталкивается из матрицы выталкивателем 7 и снимается с пуансоном той же втулкой под действием гидроцилиндров 8.
Благодаря точному центрированию ис.ходной заготовки в полости матрицы и пуансона при помощи охватывающей его втулки уменьшается до минимума разнотолщинность стенок выдавленного изделия.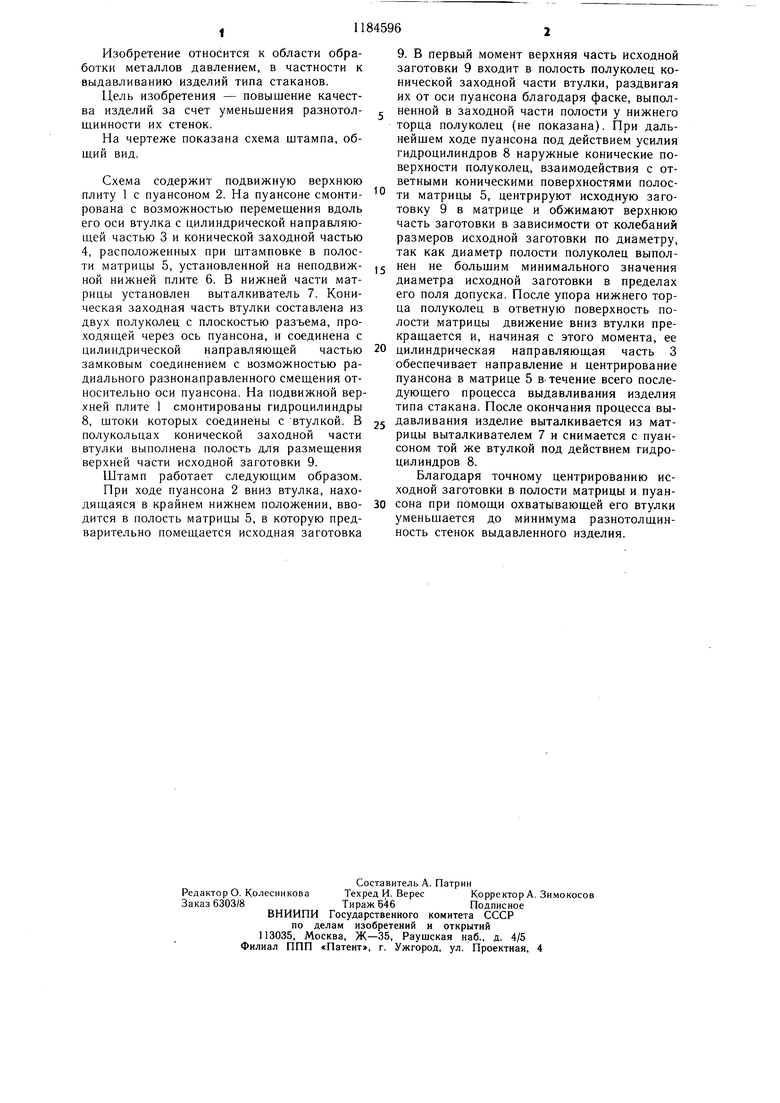
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания | 1979 |
|
SU804168A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Штамп для штамповки выдавливанием | 1979 |
|
SU837539A1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Устройство для многопереходной штамповки | 1989 |
|
SU1756009A1 |
| Штамп для выдавливания изделий с полостями | 1982 |
|
SU1142210A1 |
| Штамп для изготовления деталей сложной конфигурации | 1977 |
|
SU650707A1 |
| Штамп для выдавливания | 1979 |
|
SU837542A1 |
ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ИЗДЕЛИИ ТИПА СТАКАНОВ, содержащий подвижную верхнюю плиту со смонтированным на ней пуансоном и охватывающей его втулкой с конической заходной и цилиндрической направляющей частями, а также неподвижную нижнюю плиту с матрицей и выталкивателем, отличающийся тем, что, с целью повыщения качества изделий за счет уменьщения разнотолщинности их стенок, Коническая заходная часть втулки выполнена в виде отдельного блока, состоящего из двух полуколец с плоскостью разъема, проходящей через ось пуансона, связанного с цилиндрической направляющей частью замковым соединением с возможностью радиального разнонаправленного смещения относительно оси пуансона. (П 00 ел QO О5
| Штамп для выдавливания | 1979 |
|
SU804168A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
