00
4
Од 90
1n
Изобретение относится к камнелитейному производству и может быть использовано при массовом производстве камнелитых изделий, имеющих полости, в частности труб и втулок.
Цель изобретения - повышение производительности, расширение номенклатуры изделий и возможности разделения литых заготовок на мерные длины.
В результате экспериментов установлено, что время остановки, в течение которого происходит формирование поверхностной корочки отливки, лимитируется толщиной ее стенки. При обычно применяемой температуре заливки петрургических расплавов 12501280 С время остановки отливки с толщиной стенки 10-15 мм равно 5 с; 15-20 мм - 10 с; 20-25 мм - 20 с; 30-40 мм - 30 с; 45-50 мм - 40 с. Если время остановки дать менее 5 с то образуется очень тонкая поверхностная корочка, которая при вытяжке не выдерживает вытягивающего усилия и рвется. Время остановки более 40 с нецелесообразно, так как при этом падает производительность процесса.
Скорость вытяжки является функцией приведенного размера отливки R мм, равного отношению площади сечения отливки к ее периметру. Для R равного 5-10 мм, скорость вытяжки равна 50-60 мм/с; для 15-20 мм - 4050 мм/с; 25-30 мм - 30-40 мм/с; 3540 мм - 20-25 мм/с; 40-50 мм - 1015 мм/с. Если скорость вытяжки повысить более 60 мм/с, то происходит разрыв поверхностной корочки, а при скорости вытяжки менее 10 мм/с существенно падает производительность процесса.
Время протяжки определяется скоростью движения заготовки. Так при скорости вытяжки 50-60 мм/с время протяжки составляет 3-5 с; для скорости вытяжки 40-50 мм/с - 8-10 с; 30-50 мм/с - 10-12 с; 20-25 мм/с 12-15 с; 10-15 мм/с - 15-30 с.
На чертеже изображено устройство для реализации предлагаемого способа
Устройство содержит направляющее устройство 1, желоб 2 для подачи расплава, кристаллизатор 3, песочные трубки 4 с отбортовками, твердую коробочку 5, затравку 6.
В полость кристаллизатора 3 вводят трубку 4 с отбортовками для раз87 -2
деления отливки на мерные части. В отбортовках трубок имеются прорези для подачи расплава, питания отливок и связи отливок друг с другом. Трубки центрируют с помощью направляющего устройства 1. Для заливки петрургического расплава используют желоб 2 с подводом расплава в одну или две точки сечения отливки.
Начальный момент процесса осуществляют с помощью затравки 6, вторую вводят в кристаллизатор снизу. На затравку устанавливают трубку и начинают заливку расплава и протяжку. За-
тем затравку отделяют ,и продолжают процесс, постепенно доливая расплав и наращивая трубку при периодическом разделении отливок (разломка по перемычкам. Перемещение отливки происходит циклически - остановки чередуются с протяжками. Питание отливки осуществляется за счет жидкого расплава вышерасположенной зоны формирования, что обеспечивает высокую плотность
заготовки. При этом отбортовками трубок гасится гидродинамическое воздействие на затвердевшую корку струи расплава и уменьшается вероятность прорыва его через корку ниже кристаллизатора. За время формирования отливки в кристаллизаторе образуется достаточно прочная твердая поверхностная корка 5, позволяющая транспортировать заготовку без нарушения ее целостности в печь для термообработки. Кроме того, песочная трубка служит жесткой основой для отливки, не позволяя ей деформироваться при транспортировке. Это дает возможность сократить время формирования отливки в кристаллизаторе.
Таким образом, предлагаемый способ позволяет осуществить непрерьшный процесс отливки камнелитых издеЛИЙ с практически любой конфигурацией внутренней полости. При этом отпадает необходимость в перестройке или замене оснастки, очистке скардовин и сокращается цикл производства
отливки в кристаллизаторе. Это повышает производительность процесса.,
Прим е р. Реализация предлагаемого способа осуществлялась применительно к получению камнелитых втулок
0 250 мм и длиной 500 мм с толщиной стенки 15 и 40 мм. В установку для непрерывного литья камнелитых полых изделий предварительно устанавливали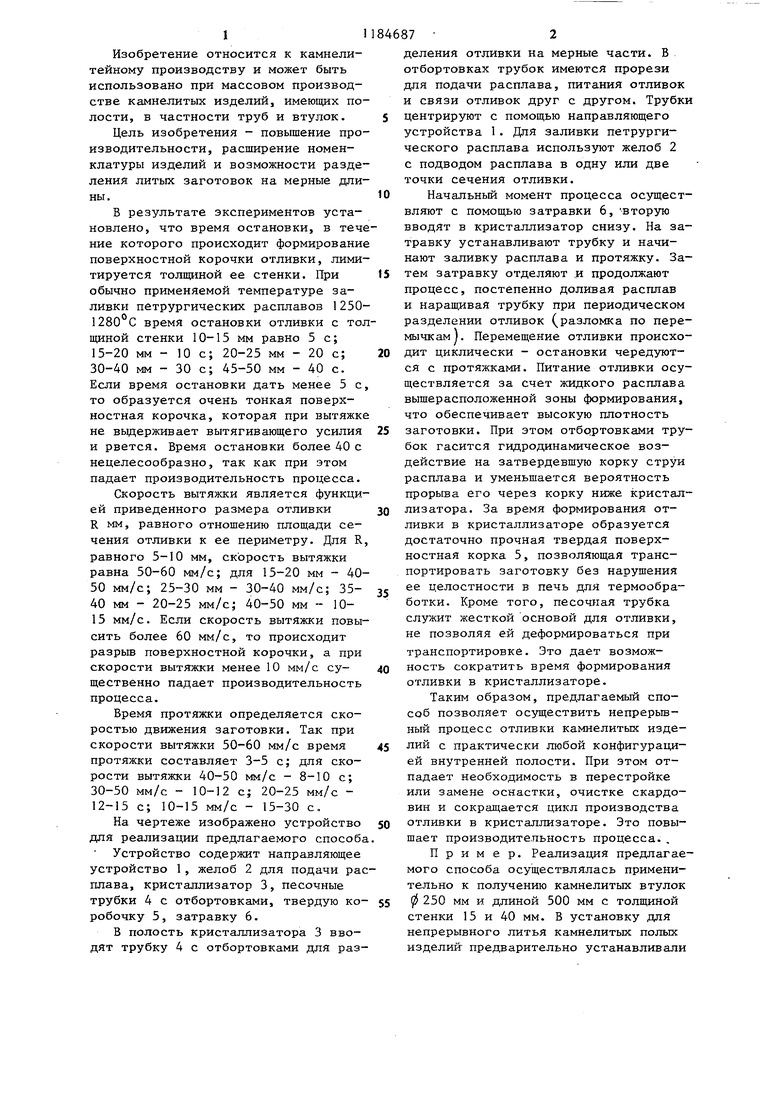
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения металлокаменных полых изделий | 1981 |
|
SU979120A1 |
| Способ получения камнелитых труб | 1984 |
|
SU1333583A1 |
| Способ изготовления рифленых камнелитых изделий | 1977 |
|
SU652133A1 |
| Устройство для изготовления камнелитных плиточных изделий | 1981 |
|
SU990525A1 |
| Устройство для изготовления камнелитых изделий | 1987 |
|
SU1444153A1 |
| Способ получения камнелитых изделий с поверхностным рисунком | 1981 |
|
SU996187A1 |
| Способ непрерывного горизонтального литья металлов и сплавов | 1980 |
|
SU1011329A1 |
| Способ изготовления фасонных камнелитых изделий | 1978 |
|
SU709365A1 |
| Устройство для производства камнелитых изделий | 1987 |
|
SU1556909A1 |
| Способ получения армированного каменного литья | 1982 |
|
SU1033330A1 |
СПОСОБ ПОЛУЧЕНИЯ КАМНЕЛИтах ПОЛЫХ ИЗДЕЛИЙ путем подачи расплава в зазор между корпусом охлаждаемого кристаллизатора и вставкой и вытягивания отливки, отличающийс я тем, что, с целью повышения производительности, расширения номенклатуры изделий и возможности разделения литых заготовок на мерные длины, при подаче расплава используюг вставку из набора песчаных трубок с отбортовками, а вытягивание осуществляют со скоростью 10-60 мм/с в течение 3-15 с, чередуя его с остановками в течение 5-30 с . о
| Липовский И.Е | |||
| и др | |||
| Основы металлургии | |||
| М.: Металлургия, 1972, с | |||
| Аппарат для передачи фотографических изображений на расстояние | 1920 |
|
SU170A1 |
| Авторское свидетельство СССР № 916306, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
