133
Изобретение относится к камнелитейному производству и может быть использовано при массовом изготоЕзле НИИ камнелитых труб,
Целью изобретения является повышение прочности и снижение истираемости изделий.
Сущность способа заключается в создании благоприятных условий для формирования структуры материала, обеспечивающей достижение высоких эксплуатационных свойств, за счет и-нтенсивности процесса затвердевания внутренней поверхности трубы путем равномерного, регулируемого рхлаждения ее внутренней полости по всей длине трубы. Это достигается за счет охлаждения полости камнелитой трубы с интенсивностью в пределах 500-700 и одновременного деформирования затвердевающей поверхности трубы в интервале вязкопласти- ческого состояния камнелитого материала при давлении 0,2-2МПа при линейном увеличении его с понижением , температуры поверхности полости.
Интенсификацию процесса затвердевания внутренней поверхности трубы наиболее целесообразно проводить в интервале вязкопластического состояния камнелитого материала. В этом интервале происходит кристаллизация петрургического расплава с выделением моноклинного пироксена. Остаточная стеклообразная фаза обладает существенными неупругими свойствами, придающими всему литому материалу в целом вязкопластическое состояние. Это позволяет деформировать материал отливки, устранять волнистость внутренней поверхности трубы. Снижение температуры и переход камнелитого материала в вязкоупругое состояние
резко уменьшают неупругие характеристики стеклообразной фазы, при этом каменное литье значительно труднее деформируется и не происходит
формирование гладкой поверхности. Более высокий интервал температур, котором стеклообразная фаза обла5832
дает вязкотекучими свойствами, не пригоден для определения операции по деформированию материала внутренней поверхности трубы так как стекло- 1
образная фаза в этом реологическом состоянии прилипает к поверхности охлаждающего устройства.
Пример , Получение камнели10 тых труб ф 400 мм с толщиной стенки 40 мм из расплава на основе базальта. Петрургический расплав при заливают во вращающийся кокиль центробежной установки. Через 2 мин после
15 начала формирования отливки при температуре внутренней поверхности трубы (температуру замеряли ордометром) в ее полость вводят медный водоохлаждаемый цилиндр.
0 Цилиндру придают вращение за счет трения об охлаждающуюся поверхность трубы. Коэффициент теплоаккумуляцион- ной способности материала цилиндра равен около 35 «10 Вт - К.
Медный цилиндр прижимают к внутренней поверхности камнелитой трубы с уси- лием, создающим давление 0,2 МПа. Цо мере понижения температуры поверхности отливки давление медного цилинд ра на стенку трубы увеличивают и при . С его доводят до 2 МПа. Продол- исительность воздействия охлаждающего устройства на внутреннюю поверхность трубы Составляет 1,5 мин, а общее
5 время формирования отливки - 4,5- 6 мин. Термообработку всех отливок проводили в камерной печи по режиму: температура рабочего пространства печи в момент загрузки отливок 650 С;
W подъем температуры до 900 С со скоростью 20 град/мин; кристаллизация при 900 С в течение 30 мин; охлаждение до 700°С со скоростью 80 град/ч| выдержка при 700°С 25 мин; снижение
5 температуры печи до 550 С со скорое-: тью 40 град/ч. Дальнейшее охлаждение отливок производят вместе с печью.
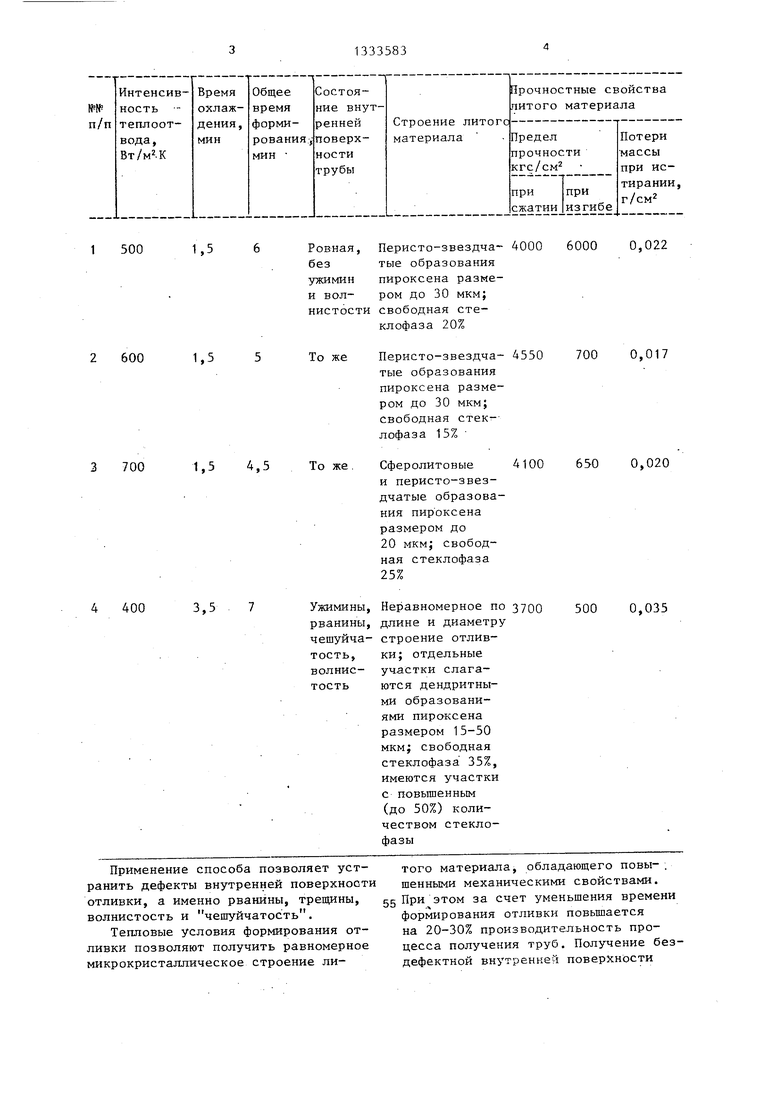
В таблице приведены примеры конкретного осуществления способа, ре0 зультаты излучения состояния внутренней поверхности отливки, строение литого -материала и его свойства.
500
1,5
600
1,5
700
1,5 4,5
400
3,5
Ровная, Перисто-звездча- 4000 без тые образования ужимин пироксена разме- и вол- ром до 30 мкм; нистости свободная сте- клофаза 20%
То же Перисто-звездча- 4550 тые образования пироксена размером до 30 мкм; свободная стек-- лофаза 15%
То же. Сферолитовые 4100 и перисто-звездчатые образования пироксена размером до 20 мкм; свободная стеклофаза 25%
Ужимины, Неравномерное по 3700 рванины, длине и диаметру чешуйча- строение отлив- тость, ки; отдельные волнис- участки слага- тость ются дендритными образованиями пироксена размером 15-50 мкм; свободная стеклофаза 35%, имеются участки с повышенным (до 50%) количеством стекло- фазы
Применение способа позволяет устранить дефекты внутренней поверхности отливки, а именно рванины, трещины, волнистость и чешуйчатость.
Тепловые условия формирования отливки позволяют получить равномерное микрокристаллическое строение ли6000 0,022
700 0,017
6SO 0,020
500 0,035
того материала, обладающего повы-. шенными механическими свойствами. 55 При этом за счет уменьшения времени формирования отливки повышается на 20-30% производительность процесса получения труб. Получение бездефектной внутренней поверхности
трубы способствует снижению гидравлического сопротивления движению транспортируемого по трубопроводам материала. Кроме того, отпадает необходимость в сооружении добавочных насосных подстанций, обеспечивающих создание необходимого напора, что имеет место при эксплуатации труб, изготовленных известным способом.
Формула изобретения
Способ получения камнелитых труб, включающий запивку петрургического расплава во вращакнцийся кокиль
Редактор М. Келемеш
Составитель А. Заславская
Техред И.Попович Корректор В.Бутяга
Заказ 3913/17 . Тираж 524 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
центробежной установки, формирование отливки с принудительным охлаждением ее внутренней поверхности и термическую обработку изделия, о т- ли чающийся тем, что, с цепью повьппения прочности и снижения истираемости изделий, внутреннюю полость отливки охлаждают с интенсивностью 500-700 с помощью водоохлаждаемого медного цилиндра, прижимая его к внутренней поверхности трубы в интервале вязкопластического состояния материала, причем давление
линейно увеличивают с понижением температуры материала от 0,2 до. 2 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения каменного литья | 1990 |
|
SU1735004A1 |
| Способ получения крупногабаритных камнелитых изделий | 1986 |
|
SU1447799A1 |
| Способ получения металлокаменных полых изделий | 1981 |
|
SU979120A1 |
| Каменнок литье | 1989 |
|
SU1694540A1 |
| Многоярусная конвейерная печь | 1986 |
|
SU1375580A1 |
| Способ получения камнелитых изделий с поверхностным рисунком | 1981 |
|
SU996187A1 |
| Способ получения камнелитых полых изделий | 1983 |
|
SU1184687A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАМНЕЛИТЫХ ИЗДЕЛИЙ С ОБЪЕМНЫМ РИСУНКОМ | 1992 |
|
RU2040393C1 |
| Способ изготовления рифленых камнелитых изделий | 1977 |
|
SU652133A1 |
| Способ получения каменного литья | 1988 |
|
SU1640133A1 |
Изобретение относится к производству камнелитых труб. С целью повьппения прочности и снижения истираемости изделий камнелитые трубы получают путем заливки петрургичес- кого расплава во вращающийся кокиль центробежной установки последукяцего формирования отливки с принудительным охлаждением ее внутренней поверхности и термической обработки. Внутреннюю полость отливки охлаждают с интенсивностью 500-700 и i одновременно деформируют ее с помощью водоохлаждаемого медного цилиндра. Внутренняя поверхность трубы находится в вязкопластическом состоянии. Давление цилиндра на внутреннюю поверхность увеличивают с понижением температуры материала от 0,2 до 2 МПа. Предел прочности при сжатии полученных изделий 4000-4550 кгс/см , при изгибе 600-700 кгс/см, потери массы при истирании 0,017-0,022 г/см 1 табл. i (Л СО 00 со ел 00 со
| Липовский И.Е | |||
| и др | |||
| Основы пет- рургйи, М.: Металлургия, 1972, с.170- 176 | |||
| Хан Б.Х | |||
| и др | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| - В KHit Теория и практика производ-- ства камнелитых труб, Алма-Ата, 1972, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
