первые входы сумматоров являются входом блока, соединенным с первым входом нуль-органа, а второй вход первого сумматора соединен с выходом задатчика минимального момента, соединенным с вторым входом нуль-органа, второй вход вто
1186307
рого сумматора соединен с выходом задатчика максимального момента, соединенного с третьим входом нульоргана, выход которого соединен с входом управляемого ключа, вьпсод нелинейного элемента является выходом блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины полосы | 1974 |
|
SU500840A1 |
| Устройство для регулирования толщины полосы | 1988 |
|
SU1585039A1 |
| Устройство для ограничения натяжения полосы | 1981 |
|
SU1003950A1 |
| Система стабилизации размеров проката | 1984 |
|
SU1186308A1 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство автоматического регулирования толщины полосы | 1982 |
|
SU1044363A1 |
| Устройство компенсации влияния эксцентриситета прокатных валков | 1980 |
|
SU908455A1 |
| Устройство управления прокатным станом | 1977 |
|
SU741975A1 |
| Способ регулирования толщины прокатываемой полосы | 1974 |
|
SU512815A1 |
1. УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ, содержащее задатчик, измеритель и регулятор разности моментов и блок контроля отклонения разности моментов, один из входов которого соединен с выходом задатчика,разности моментов, а другой - с выходом измерителя разности моментов, выход которого соединен с входом регулятора разности моментов, выход которого соединен с входом блока управления скоростью прокатных валков, блок регулирования толщины полосы, один из выходов которого соединен с входом блока регулирования раствора валков, а вход - с измерителем отклонения толщины полосы, последовательно соединенные измеритель и блок контроля от клонения усилия деформации,первый из рходов которого соединен с выходом измерителя отклонения толщины, второй - с выходом блока регулирования ТОЛ1ЦИНЫ, третий - с выходой блока контроля отклонения разности моментов, выход которого соединен с первым входом блока установки зоны нечувствительности, отличающееся, тем, что, с целью повышения качества прокатываемой полосы и снижения затрат на прокатку, путем полного использования мощности прокатных электродвигателей, оно дополнительно содержит блок ключей и последовательно соединенные измеритель суммы модулей моментов и блок определения допуссл тимой разности моментов, выход которого через блок ключей соединен с вторым входом регулятора разности моментов, а также с вторым входом блока установки зоны нечувс твительности, выход которого через блок ключей соединен с блоком регулирования толщины полосы, выходы задатчика разности моментов и бло00 dd ка контроля отклонения усилия деформации через блок ключей соединеСО ны соответственно с третьим и чето .верть м входами регулятора разности моментов. 2. Устройство по п. 1, отличающееся тем, что блок определения допустимой разности моментов содержит два сумматора, задатчики минимального и максимального допустимых моментов, нуль-орган, управляемый ключ и нелинейный элемент, причем выходы сумматоров через управляемый ключ соединены с входом нелинейного элемента, а
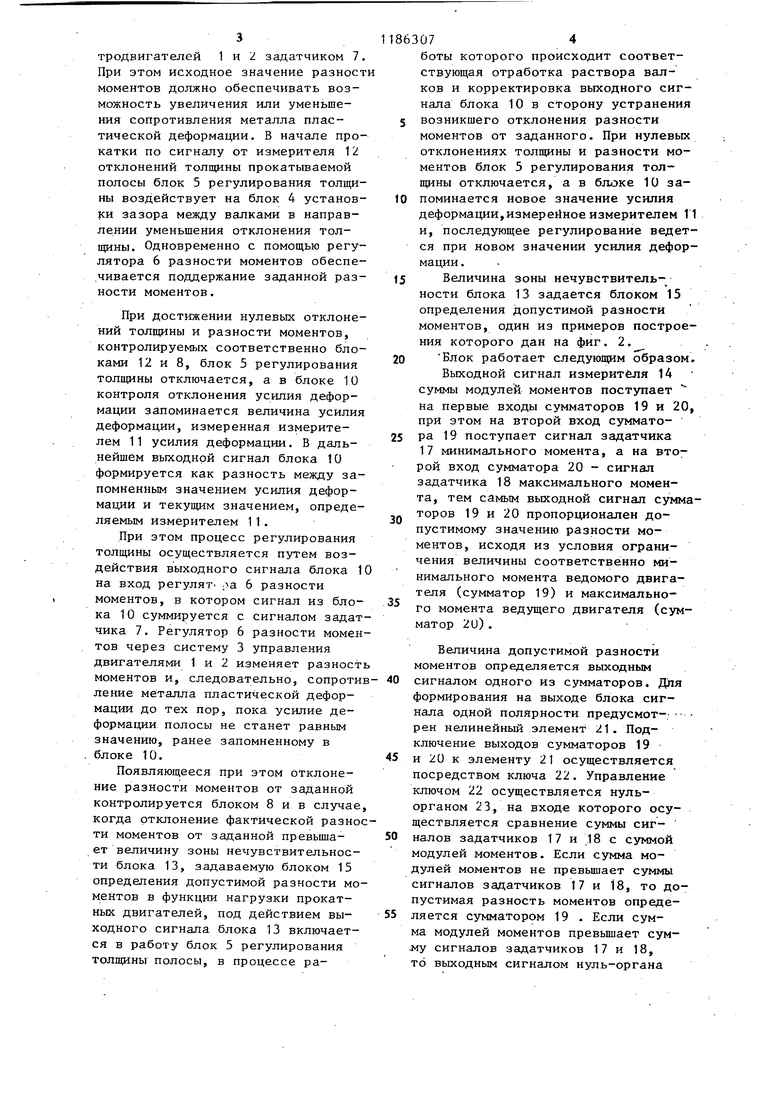
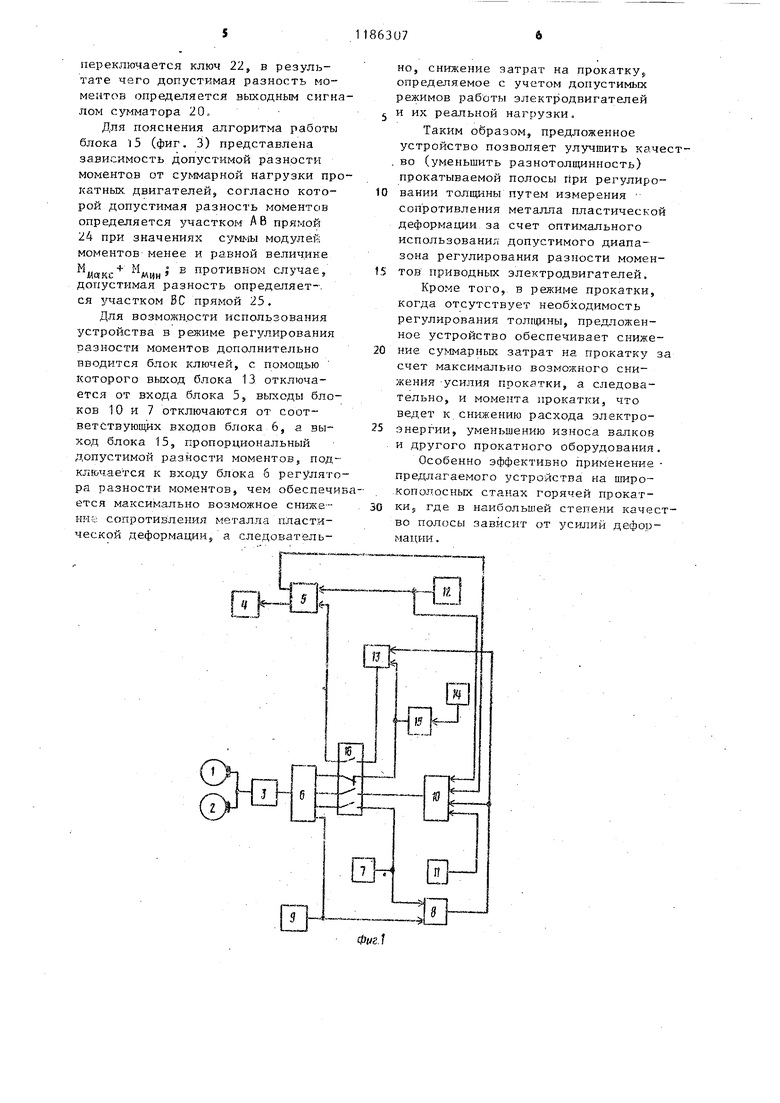
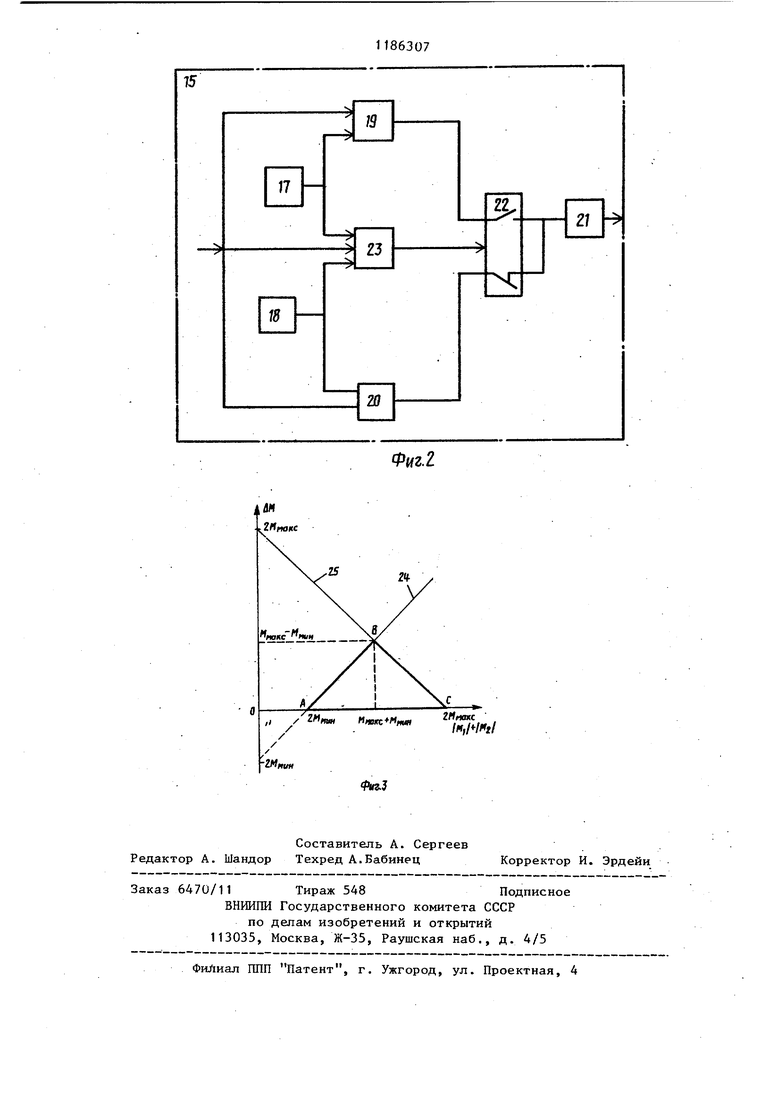
Изобретение относится к прокат; ному производству и может быть использовано при прокатке на листовых прокатных станах с индивидуальным электроприводом валков, Цель изобретения - повьпиение качества прокатываемой полосы и снижение затрат на прокатку путем полного использования мощности про катных электродвигателей. На фиг. 1 приведена блок-схема предложенного устройстваf на фиг. 2 - структура блока определения допустимой разности моментов приводных электродвигателейJ на фиг. 3 - график зависимости допустимой разности моментов от нагрузки прокатных двигателей. Устройство содержит электродвигатели 1 и 2 верхнего и нижнего пр каткого валков, блок 3 управления скоростью приводных валков, блок 4 регулирования раствора валков, бло 5 регулирования толщины полосы, регулятор 6 разности моментов, задатчик 7 разности моментов, блок 8 контроля отклонения разности моментов, измеритель 9 разности моментов, блок 10 контроля отклонения усилия, деформации, измеритель 11 усилия деформации, измери.тель 12 отклонения толщины полосы, блок 13 установки зоны нечувствительности, измеритель 14 суммы модулей моментов, блок 15 определения допустимой разности моментов, блок 16 ключей. Блок 15 (фиг. 2) определения допустимой разности моментов содер .жит задатчик 17 минимального момен та, задатчик 18 максимального момента, сумматоры 19 и 2U, нелинейный элемент 21, управляемый ключ 2 нуль-орган 23, причем выходы сумматоров 19 и 20 через управляемый ключ 22 соединены с входом нелинейного элемента 21, а первые входы сумматоров 19 и 20 являются входом блока 13, соединенным с первым входом нуль-ор.гана 23, второй вход сумматора 19 соединен с выходом задатчика 17 минимального момента, соединенным с вторым входом нуль-органа 23, второй вход сумматора 20 соединен с выходом задатчика 18 максимального момента, соединенным с третьим входом нуль-органа 23, выход которого соединен с входом управляемого ключа 22, выход нелинейного элемента 21 является выходом блока 15. На фиг. 3 приведены зависимости допустимого значения разности моментов, исходя из условия ограничения величины минимального момента ведомого приводного электро- двигателя (прямая 24); допустимого значени;я разности моментов, исходя из условия ограничения величины максимального момента ведущего приводного электродвигате- ля (прямая 25). На фИГ. 3 приняты следующие обозначения: ДМ - разность моментов приводных электродвигателей; /М./+ /Mj/- суммы модулей моментов приводных электродвигателей; мин соответственно максимально и минимально допустимые моменты приводных электродвигателей. Устройство работает следующим образом. Перед началом прокатки очередной полосы известного сортамента устанавливают задание исходной разности моментов приводных электродвигателей 1 и 2 задатчиком 7. При этом исходное значение разност моментов должно обеспечивать возможность увеличения или уменьшения сопротивления металла пластической деформации. В начале прокатки по сигналу от измерителя 12 отклонений толщины прокатываемой полосы блок 5 регулирования толщины воздействует на блок 4 установки зазора между валками в направлении уменьшения отклонения толщины. Одновременно с помощью регулятора 6 разности моментов обеспе.чивается поддержание заданной разности моментов.
При достижении нулевых отклонений толщины и разности моментов, контролируемых соответственно блоками 12 и 8, блок 5 регулирования толщины отключается, а в блоке 10 контроля отклонения усилия деформации запоминается величина усилия деформации, измеренная измерителем 11 усилия деформации. В дальнейшем выходной сигнал блока 10 формируется как разность между запомненным значением усилия деформации и текущим значением, определяемым измерителем 11.
При этом процесс регулирования толщины осуществляется путем воздействия выходного сигнала блока 1 на вход регулят 6 разности моментов, в котором сигнал из блока 10 суммируется с сигналом задатчика 7. Регулятор 6 разности моментов через систему 3 управления двигателями 1 и 2 изменяет разност моментов и, следовательно, сопротиление металла пластической деформации до тех пор, пока усилие деформации полосы не станет равным значению, ранее запомненному в блоке 10.
Появляющееся при этом отклонение разности моментов от заданной контролируется блоком 8 и в случае когда отклонение фактической разноти моментов от заданной лревьш1ает величину зоны нечувствительности блока 13, задаваемую блоком 15 определения допустимой разности моментов в функции нагрузки прокатных двигателей, под действием выходного сигнала блока 13 включается в работу блок 5 регулирования толщины полосы, в процессе ра1863074
боты которого происходит соответствующая отработка раствора валков и корректировка выходного сигнала блока 10 в сторону устранения 5 возникшего отклонения разности моментов от заданного. При нулевых отклонениях толщины и разности моментов блок 5 регулирования толщины отключается, а в 10 запоминается новое значение усилия деформации,измерейное измерителем 11 и, последующее регулирование ведется при новом значении усилия деформации .
15 Величина зоны нечувствитель- ности блока 13 задается блоком 15 определения допустимой разности моментов, один из примеров построения которого дан на фиг. 2.
20 Блок работает следующим образом,
Выходной сигнал измерителя 14 суммы модулей моментов поступает на первые входы сумматоров 19 и 20, при этом на второй вход сумматора 19 поступает сигнал задатчика 17 минимального момента, а на второй вход сумматора 20 - сигнал задатчика 18 максимального момента, тем самым выходной сигнал сумматоров 19 и 20 пропорционален допустимому значению разности моментов, исходя из условия ограничения величины соответственно минимального момента ведомого двигателя (сумматор 19) и максимального момента ведущего двигателя (сумматор 20) .
Величина допустимой разности моментов определяется выходным 40 сигналом одного из сумматоров. Для формирования на выходе блока сигнала одной полярности предусмот-; реи нелинейный элемент 21. Подключение выходов сумматоров 19
45 и 20 к элементу 21 осуществляется посредством ключа 22. Управление ключом 22 осуществляется нульорганом 23, на входе которого осуществляется сравнение суммы сиг-
50 налов задатчиков 17 и 18 с суммой модулей моментов. Если сумма модулей моментов не превышает суммы сигналов задатчиков 17 и 18, то допустимая разность моментов определяется сумматором 19 . Если сумма модулей моментов превьш ает сумj y сигналов задатчиков 17 и 18, то выходным сигналом нуль-органа
переключается ключ 22, в результате чего допустимая разность моментов определяется выходным сигналом сумматора 20.,
Для пояснения алгоритма работы блока 15 (фиг. 3) представлена зависимость допустимой разности моментов от суммарной нагрузки прокатных двигателей, согласно которой допустимая разность моментов определяется участком А В прямой 24 при значениях суммы модулей моментов менее и равной величине макс- мин противном случае, допустимая разность определяет-. ся участком ВС прямой 25,
Для возможности использования устройства в режиме регулирования разности моментов дополнительно вводится блок ключей, с помощью которого выход блока 13 отключается от входа блока 5, блоков 10 и 7 отключаются от соответствующих входов блока 6, а выход блока 15, пропорциональный допустимой разности моментов подключается к входу блока 6 регулятора разности моментов, чем обеспечиется максимально возможное снижение сопротивления металла пластической деформации, а следовательно, снижение затрат на прокатку определяемое с учетом допустимых режимов работы электродвигателей J и их реальной нагрузки.
Таким образом, предложенное устройство позволяет улучшить качест, во (уменьшить разнотолщинность) прокатываемой полосы при регулировании толщины путем измерения
сопротивления метал.па пластической деформации за счет оптимального использования допустимого диапазона регулирования разности моменS тов приводных электродвигателей.
Кроме того, в режиме прокатки, когда отсутствует необходимость регулирования толщины, предложенное устройство обеспечивает снижение суммарных затрат на прокатку за счет максимально возможного снижения -усилия прокатки, а следовательно, и момента прокатки, что ведет к.снижению расхода электроэнергии, уменьшению износа валков и другого прокатного оборудования. Особенно эффективно применение предлагаемого устройства на широ,копо.посньгх станах горячей прокат0 кИ; где в наибольшей степени качество полосы зависит от усилий деформации .
Фиг.2
гИлин
2Нптс
In,l4iftl
| Устройство для регулирования формы полосы | 1974 |
|
SU498993A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для автоматического регулирова-Ния фОРМы МЕТАлличЕСКОй пОлОСы | 1978 |
|
SU845758A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU500840A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
