Изобретение относится к обработке металлов давлением, а именно к устройствам для гибки изделий в винтовую форму.
Цель изобретения - расширение технологических возможностей путем изготовления деталей различного диаметра и повышение качества изделий.
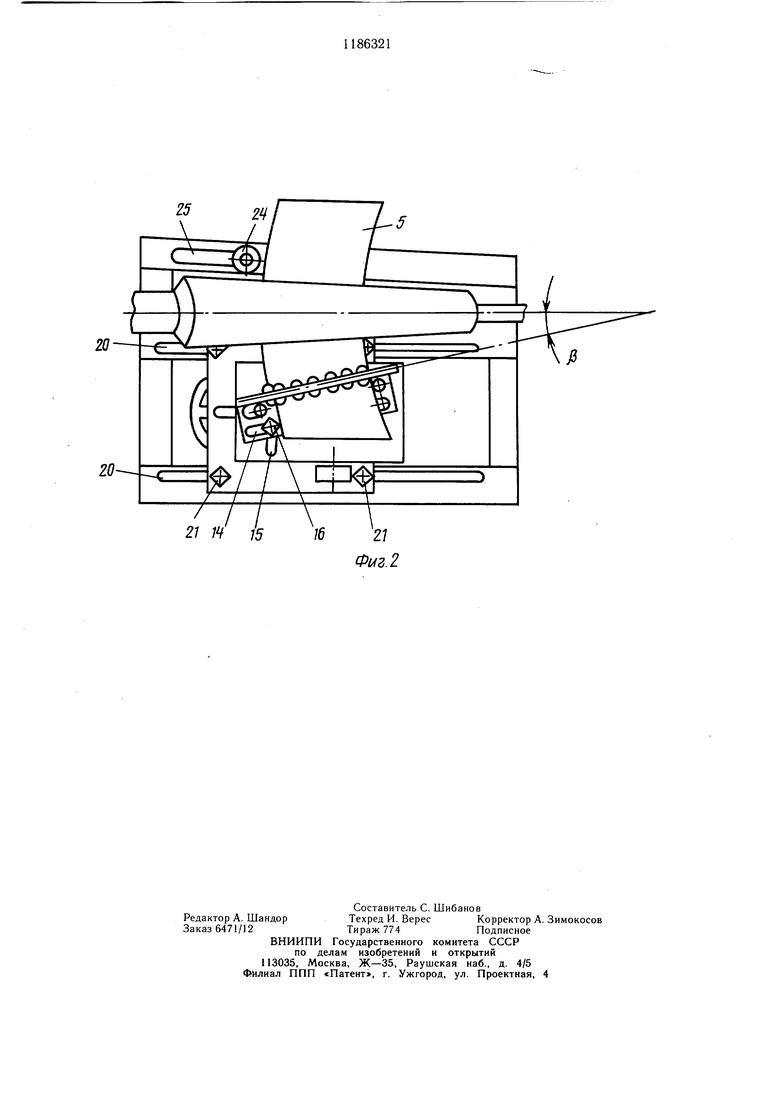
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид в плане.
Устройство содержит два ведуших конических валка 1, установленных с помощью осей 2, расположенных в одной плоскости на станине 3. Ведущие конические валки 1 расположены с регулируемым линейным зазором между конусами. Ось 2 одного из ведущих конических валков 1 связана с клиновой парой 4, обеспечивающей регулировку зазора между конусами. На пути заготовки 5 являющейся частью кольца, к коническим валкам 1 установлен направляющий механизм 6, выполненный в виде множества роликов 7 со сферической формой образующих, имеющих независимое вращение друг от друга на оси 8, что обеспечивает необходимые линейные скорости движения заготовки 5 в точках соприкосновения роликов 7, оси 8 которых параллельно закреплены в роликодержателе 9 с сохранением линейного разъема между роликами 7.
Роликодержатель 9 связан при помощи оси 10 и эксцентрика 11 с основанием 12. Последнее размещено на столе 13, причем етол и основание имеют взаимно перпендикулярные продольные пазы 14 и 15, позволяющие изменять двугранный угол р между плоскостями осей роликов 7 и осей конических валков 1, и фиксируются винтами 16. Стол 13 соединен с плитой 17 щарниром 18 и винтовой парой 19, щарнирно закрепленной в столе 13 и плите 17, с возможностью изменять угол оС , образованный двумя плоскостями , расположенными перпендикулярно к плоскости осей конических валков, одна из которых проходит через линейный зазор конических валков 1, другая через линейный разъем роликов 7.
Плита 17 установлена на станине 3, имеющей продольные пазы 20, обеспечивающие перемещение плиты 17 вдоль линейного зазора конических валков 1, и фиксируется винтами 21. Для корректировки движения заготовки 5 устройство содержит переставные ограничительные ролики 22 и 23, закрепленные на роликодержателе 9, и подвижный ролик 24, установленный в продольном пазу 25 станины 3.
Устройство работает следующим образом.
С помощью клиновой пары 4, соединенной с осью 2 одного из конических валков
1, устанавливают линейный зазор между конусами этих валков, соответствующий толщине обрабатываемой заготовки 5, после чего с помощью винтовой пары 19 устанавливают стол 13 на угол ос соответственно шагу и направлению получаемой винтовой поверхности. Плиту 17 перемещают вдоль линейного зазора конических валков 1 по продольным пазам 20 в соответствии с наружным радиусом обрабатываемой заготовки 5 и фиксируют винтами 21 с условием, чтобы точка пересечения линейного зазора конических валков и линейного разъема роликодержателя делила ширину заготовки при ее движении в определенной пропорции
и сохраняла ее при изменении требуемого угла наклона винтовой поверхности в процессе деформации. За счет перемещения основания 12 на столе 13 по взаимно перпендикулярным продольным пазам 14 и 15 устанавливают требуемый двугранный угол /з
так, чтобы плоскость осей роликов роликодержателя проходила через мнимую точку пересечения осей конических валков и фиксируют винтами 16. В соответствии с диаметром наружного направляющего цилиндра
винтовой поверхности устанавливают ролик 24 в продольном пазу 25 и переставляют ограничительный ролик 23 роликодержателя 9 на расстояние щирины заготовки 5 от ролика 22, что позволяет корректировать круговое движение заготовки 5.
В случае гибки заготовки с прогибом по длине, с целью правки или получения винтовой поверхности с прогибом по длине винтовой линии производят регулировку положения роликодержателя 9 относительно линейного зазора конусных валков 1, для этого эксцентриком 11 поворачивают роликодержатель 9 на оси 10 в плоскости осей роликов 7 и одновременно с помощью винтовой пары 19 восстанавливают угол стола 13.
После наладки устройства включают привод конических валков 1. Заготовка 5 подается в линейный разъем роликов 7 направляющего механизма 6 до линейного зазора конических валков 1, захватывается ими и протягивается через линейный разъем
роликов 7, в результате чего получается требуемая винтовая поверхность.
Предлагаемое устройство для гибки БИНТОВЫХ лопастей из кольцевых заготовок позволяет изменять угол J5 и перемещать
линейный разъем роликодержателя 9 вдоль линейного зазора конических валков 1, что дает возможность получать детали с широким диапазоном по диаметру наружного направляющего цилиндра винтовой поверхности.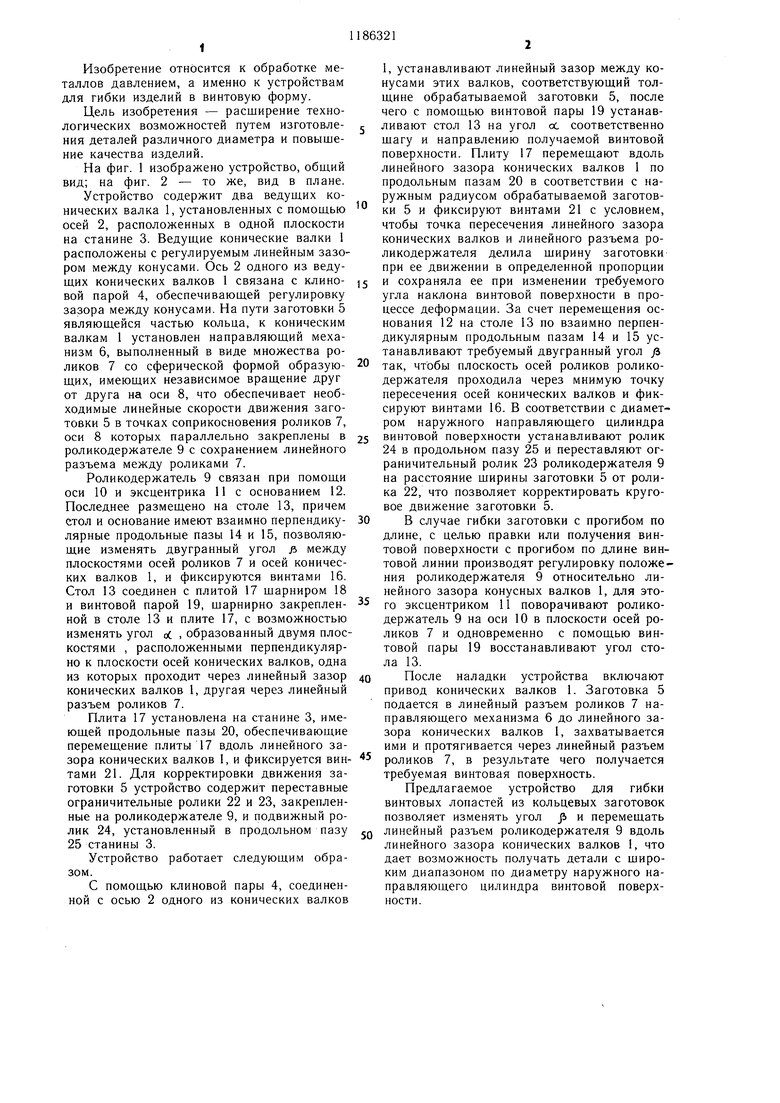
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки кольцевых заготовок в виток шнека | 1976 |
|
SU667282A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
1. УСТРОЙСТВО ДЛЯ ГИБКИ ВИНТОВЫХ ЛОПАСТЕЙ ИЗ КОЛБЦЕВЫХ ЗАГОТОВОК, содержащее установленные на станине два ведущих конических валка, оси которых расположены в одной плоскости, и смонтированный на станине направляющий механизм, выполненный в виде пары роликов, расположенных параллельно один другому в плоскости, наклонной к плоскости осей конических валков, установленных в роликодержателе с возможностью поворота в плоскости осей роликов, отличающееся тем, что, с целью расщирения технологических возможностей за счет изготовления деталей различного диаметра, оно снабжено плитой, установленной на станине с возможностью поступательного перемещения в плоскости, параллельной плоскости осей конических валков, столом, щарнирно установленным на плите с возможностью поворота в плоскости, параллельной плоскости осей конических валков, и основанием, которое установлено на столе с возможностью перемещения по поверхности стола во всех направлениях и фиксации относительно стола, а роликодержатель установлен на этом основании. 2. Устройство по п. 1, отличающееся I тем, что, с целью повыщения качества изделий, каждый из пары роликов направляю(Л щего механизма выполнен состоящим из нескольких расположенных на общей оси роликов, имеющих возможность независимого вращения один относительно другого, причем боковая поверхность роликов выполнена сферической.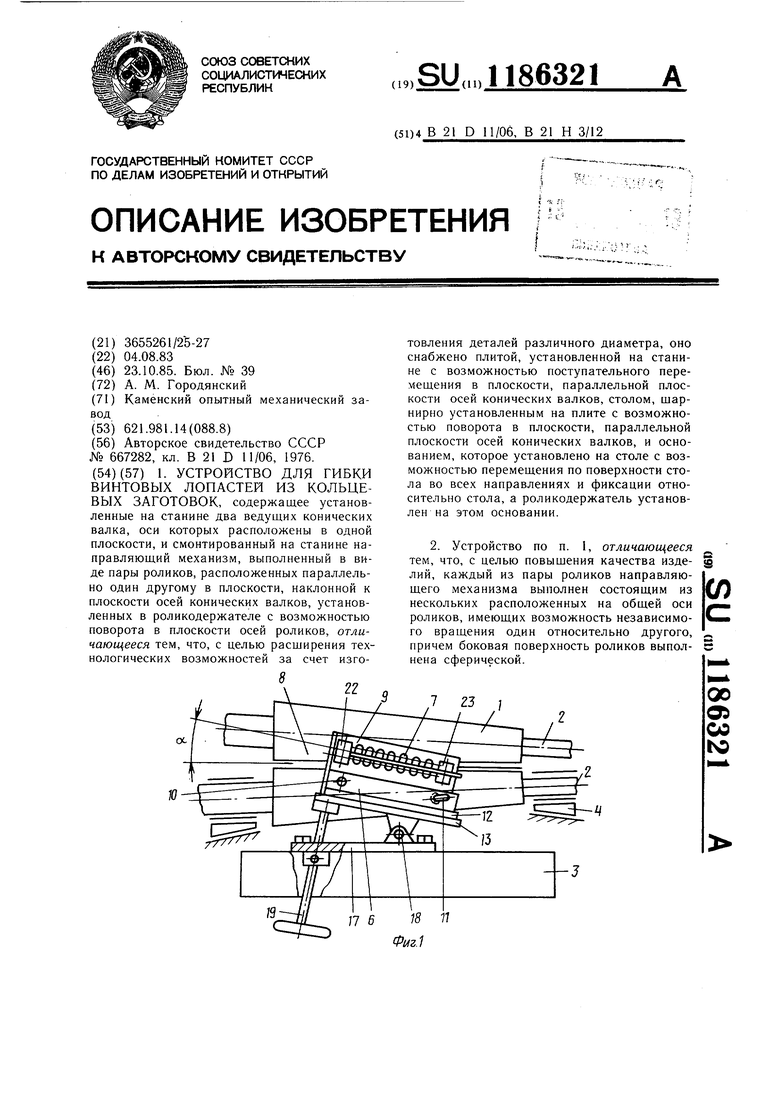
| Устройство для гибки кольцевых заготовок в виток шнека | 1976 |
|
SU667282A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
