Изобретение относится к области металлургии, конкретнее к непрерывной разливке металлов. Целью изобретения является предотвращение образования трещин на. фронте затвердевания слитка при вьшрямлении. В процессе непрерьшной разливки стали на криволинейных .УНРС выпрямление слитка осуществляют по заранее намеченной кривой, которая реализуется за счет расположения роликов по заранее выбранной конструктивно кривизне на участке выпрям ления. В случае выпрямления полноетью затвердевшего слитка разгиб осу 1цествляется по тем переходным величинам кривизны, которая и заложена конструктивно в технологической линии УКРС, т.е. от 1/Кгпхдо 1/ктх , от i/RUflp I/R;;,,- от I/R; до 1/Rjj. Если выпрямляют заготовку в двухфазном состоянии, т.е. при ск ростях вытягивания УНРС более 0,5 м/мин, то на участке выпрямлени исходная кривизна слитка изменяется под действием ферростатического дав ления, по сравнению с запроектирован ной . При этом по вогнутой стороне слитка.исходная кривизна и кривизна формирующая под дейстзием ферростатического давления, имеют разный знак, т. е. под действием ферростатического давления формируется результирующая кривизна (1/R) поверхности слитка, которая уменьшается по сравнению с исходной (1/R,). За тем последующий этап выпрямления, предлагаюп91й уменьшение от до запроектированной на первом этапе выпрямления , происходит в действительности от 1/R до l/Rrnx В процессе непрерывной разливки при дополнительном выпрямлении слит ка на криволинейном участке слиток изгибают с результирующей кривизны технологической линии УНРС 1/R, которая представляет собой алгебраиче кую сумму исходной кривизны и кривизны затвердевшей ободочки по действием ферростатического давлени (учитьшая знак кривизны), т. е. 1/R 1/RO/O на кривизну 1/R LX 1/R,| Аналогичные действия осуществляются на последующих стадиях выпрямления вплоть до достижения кривизны 1/С. : Для осуществления дополнительного выпрямления слитка путем уменьш.ения кривизны технологической оси в процессе разливки измеряют величину прогиба f между соседними роликами на криволинейном участке и сдвигают изгибной ролик на 4f в сторону увеличения радиуса технологической линии, в результате чего кривизна технологической линии уменьшается. Аналогичную операцию осуществляют последовательно на всех отрезках криволинейного участка вплоть до полного выпрямления. Выбор дополнительного уменьшения кривизны технологической линии на величину кривизны затвердевшей оболйчки, вызванной ферростатическим давлением, на каждом отрезке между роликами обусловлен тем, что если кривизна будет больше или меньше, то в оболочке возникнут дополнительные деформации от выпрямпения, которые, суммируясь с деформацией оболочки слитка от воздействия ферростатического давления, приводят в любом случае к возникновению трещин на фронте кристаллизации. На чертеже показаны положения, обуславливающиевеличину.сдвига ролика . АН СВ f - расстояние между роликами /4 , В и С участка вьшрямления-, АРБ принадлежит исходной кривизне 1/Rmx слитка с центром .окружности 0-, АРБ принадлежит результирующей кривизне слитка 1/R, формирующейся под действием, ферростатического давления металла и исходной кривизны технологической линии .установки с центром окружности. Рассмотрим йАБС и 3 ABC . LABC 2 KW 2/3 2(90- о); LABC 2.АБО 2ft 2(90 - oL) Откуда СВС LABC - LABC 2(/J- ft) . 2(o/ - ). Из ЛКВР и в связи с малой величинойtg od где КР и - расстояниемежду UАРБ и хордой АБКБ - - половина расстояния между роликами. Аналогично из лКВР ., КР 2л 2(Л - f) tg 0 17 Т - Г 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки электротехнической стали | 1990 |
|
SU1726113A1 |
| Способ непрерывной разливки металла | 1990 |
|
SU1770052A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1989 |
|
RU1681454C |
| Непрерывный восьмигранный слиток | 1978 |
|
SU854561A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066585C1 |
| (США) | 1973 |
|
SU404201A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ НА УСТАНОВКАХ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1998 |
|
RU2127168C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА ИЗ СТАЛЕЙ И СПЛАВОВ С ПОНИЖЕННОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2018 |
|
RU2691481C1 |
| Способ непрерывной разливки металлов | 1980 |
|
SU950487A1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВ МЕТАЛЛОВ, включающий подачу жидког металла в кристаллизатор, вытягивание слитка из кристаллизатора по радиальной направляющей последующее выпрямление слитка в двухфазном состоянии на криволинейном участке, отличающийся тем, что, с -целью пр отвращения образования трещин на фронте затвердевания слитка при выпрямлении, измеряют прогиб оболочки слитка между роликами криволинейного участка и уменьшают кривизну технологической линии пу- , тем смещения разгибного ролика на величину, равную четырем прогибам, на соответствующих участках между роликами.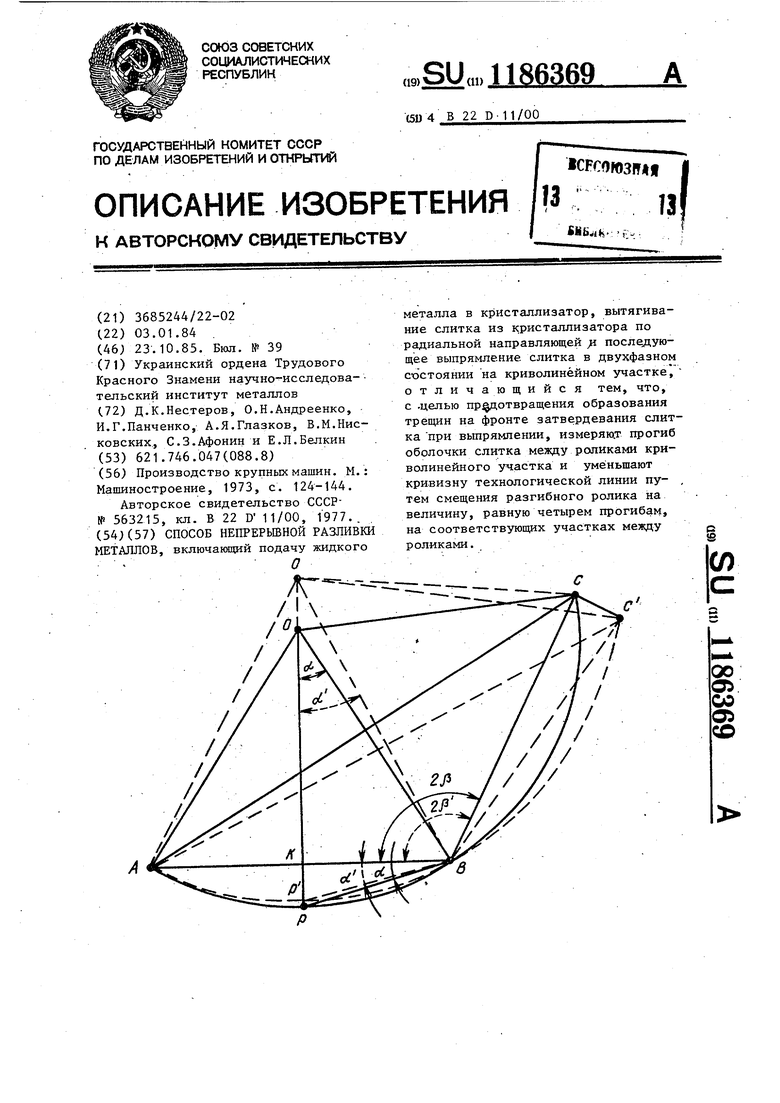
| Производство крупных машин | |||
| М Машиностроение, 1973, с | |||
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
| Способ непрерывной разливки металлов | 1975 |
|
SU563215A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
