Изобретение относится к сварке, а именно к контактной точечной сварке металлов неравных толщин, и может найти широкое применение при изготовлении ответственных металлоконструкций контактной точечной сваркой с проковкой околоточечной зоны. Цель изобретения - повышение качества сварного соединения и стойкости электродов. Указанная цель достигается тем, что согласно способу контактной точечной сварки, включающего операции сжатия свариваемых деталей в сварочных электродах и дополнительного обжатия деталей по кольцевой поверхности, концентричной сварочным электродам, в направлении оси электро- 5 дов, нагрева свариваемых деталей импульсом сварочного тока и охлаждения деталей в сварочных электродах, усилие сжатия со стороны детали меньшей толщины и дополнительное усилие сжатия, прикладываемое со стороны этой детали, равны усилию сжатия 20 со стороны детали большей толщины, а удельные давления на контактных поверхностях электродов равны между собой. На чертеже дана схема способа контактной точечной сварки. Способ контактной точечной сварки состоит из следующих операций. Свариваемые детали 1 и 2 с толщинами S,S2 сжимают в сварочных электродах З и 4). ДиаметрыJQ электродов d: и d2 (). Свариваемые детали I и 2 устанавливают в эЛектродах таким образом, что деталь 1 контактирует с электродом 3. Одновременно с этим со стороны детали 1 прикладывают дополнительное усилие сжатия Рз. Это усилие35 действует по кольцевой поверхности, концентричнои со сварочным электродом. Для передачи усилия РЗ используется пуансон 5. Приложение усилия РЗ препятствует деформации тонкой детали под влиянием терми-. ческого цикла сварки, стабилизирует контактное сопротивление зоны деталь-деталь, 5 )0 25 тем самым повышая качество сварного соединения. После закрепления деталей 1 и 2 в сварочных электродах 3 и 4 и нагружения пуансоном 5 пропускают импульс сварочного тока и охлаждают изделие. В случае необходимости к свариваемому изделию может прикладываться ковочное усилие, передаваемое по кольцу пуансоном 5. Соотношение усилий сжатия определяется условиями равновесия системы. По величине усилия сжатия PI Рг и РЗ выбираются таким образом, что обеспечивается равенство удельных давлений на контактных поверхностях электродов 3 и 4. В случае, если , наблюдается глубокое внедрение электродов в металл изделия, появление внутренних выплесков и значительное формоизменение электродов. При FI « р2 уменьщается площадь фактического контакта электрод - деталь и деталь - деталь, растут переходные сопротивления зон контакта. В результате этого возрастают контактные сопротивления и повышается температура в зонах контакта. В свою очередь интенсивное тепловыделение появлению выплесков и т. п дефектов сварного соединения. По этой же причине снижается и стойкость электродов. Внутренний диаметр пуансона 5 определяется экспериментально. Он зависит от прочностных свойств свариваемых материалов и выбирается из условий минимального изгиба деталей от воздействия дополнительного усилия сжатия РЗ, Диаметр пуансона 5 определяется также условиями приложения ковочного усилия (его величиной. местом приложения и т. п.). Значение усилия сжатия Pj, РЗ и РЗ также связаны со свойствами металла изделия и требованиями, предъявляемыми к сварному соединению.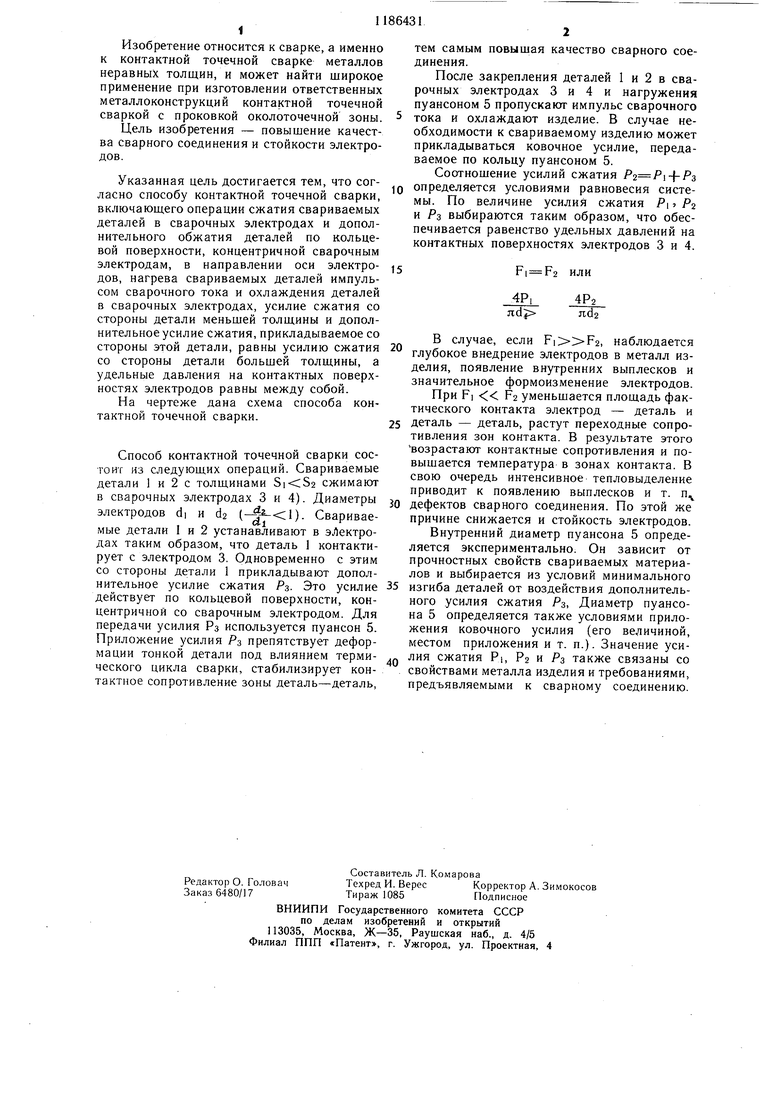
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной точечной сварки | 1982 |
|
SU1018825A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ОБЖАТИЕМ ПЕРИФЕРИЙНОЙ ЗОНЫ СОЕДИНЕНИЯ | 1992 |
|
RU2036759C1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1611641A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| Способ контактной точечной сварки | 1988 |
|
SU1669666A1 |
| Способ получения сварных соединений | 1983 |
|
SU1144821A1 |
| Способ контактной точечной сварки и электрод для его осуществления | 1989 |
|
SU1609577A2 |
| Электродный узел для контактной сварки | 1980 |
|
SU927446A1 |
| Способ контактной точечной сварки | 1990 |
|
SU1756067A1 |
| Способ контактной точечной и рельефной сварки | 1980 |
|
SU961895A1 |
СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДЕТАЛЕЙ РАЗНОЙ ТОЛfl ЩИНЫ, при котором со стороны детали меньшей толш,ины устанавливают электрод меньшего диаметра, со стороны детали большей толш,ины устанавливают электрод большего диаметра, сжимают свариваемые детали электродами с приложением концентрично основному усилию дополнительного усилия и пропускают сварочный ток, отличающийся тем, что, с целью повышения качества сварного соединения и стойкости электродов, дополнительное усилие прикладывают со стороны более тонкой детали, усилие сжатия со стороны более толстой детали равно сумме основного и дополнительного усилий со стороны тонкой детали, а удельные давления на контактных поверхi ностях сварочных электродов равны между собой. (Л i - 00 Od 4; oo
| Чулошников П | |||
| Л | |||
| Точечная и ре.пьефнзя сварка легированных сталей и сплавов | |||
| М. | |||
| Машиностроение, 1974, с | |||
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
| Орлов Б | |||
| Д | |||
| Технология и оборудование контактной сварки | |||
| М.: Машиностроение, 1975, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
