00 Од j:
Од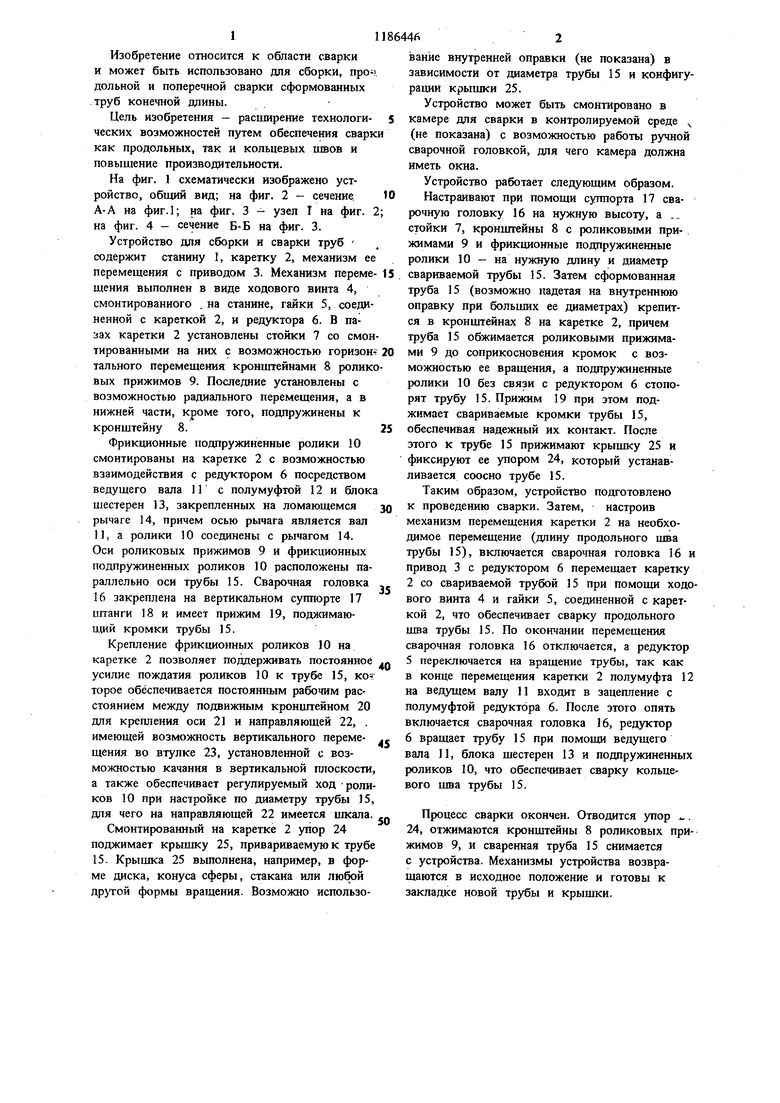
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб | 1980 |
|
SU902888A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| Устройство для сварки труб | 1978 |
|
SU747561A2 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1980 |
|
SU893457A1 |
| Электродная головка для контактной шовной сварки металлов | 1981 |
|
SU1016109A1 |
| Устройство для сборки под сварку обечаек | 1989 |
|
SU1729723A1 |
УСТЮЙСТВО ДЛЯ СБОРКИ И СВАРКИ ТРУБ, содержащее станину, штангу со сварочной головкой и каретку для труб, оснащенную механизмом ее перемещения с приводом и роликовыми прижимами, о т личающееся тем, что, с целью расщирения терснологических возможностей путем обеспечения сварки как. продольных, : ;. так и кольцевых июов и повышения производительности, оно снабжено механизмом вращения труб, выполненным в виде смонтированных на каретке подъемной направляющей с подпружиненными фрикционными роликами для труб, вала, установленного с возможностью соединения с приводом механнзма перемещения каретки, и установленного на валу ломающегося рычага с системой шестерен, смонтирован. ч ных с возможностью взаимодействия с фрнкциi онньпли роликами, при этом роликовые прижимы со стороны расположения фрикционных (Л роликов вьшолнены подпружиненными.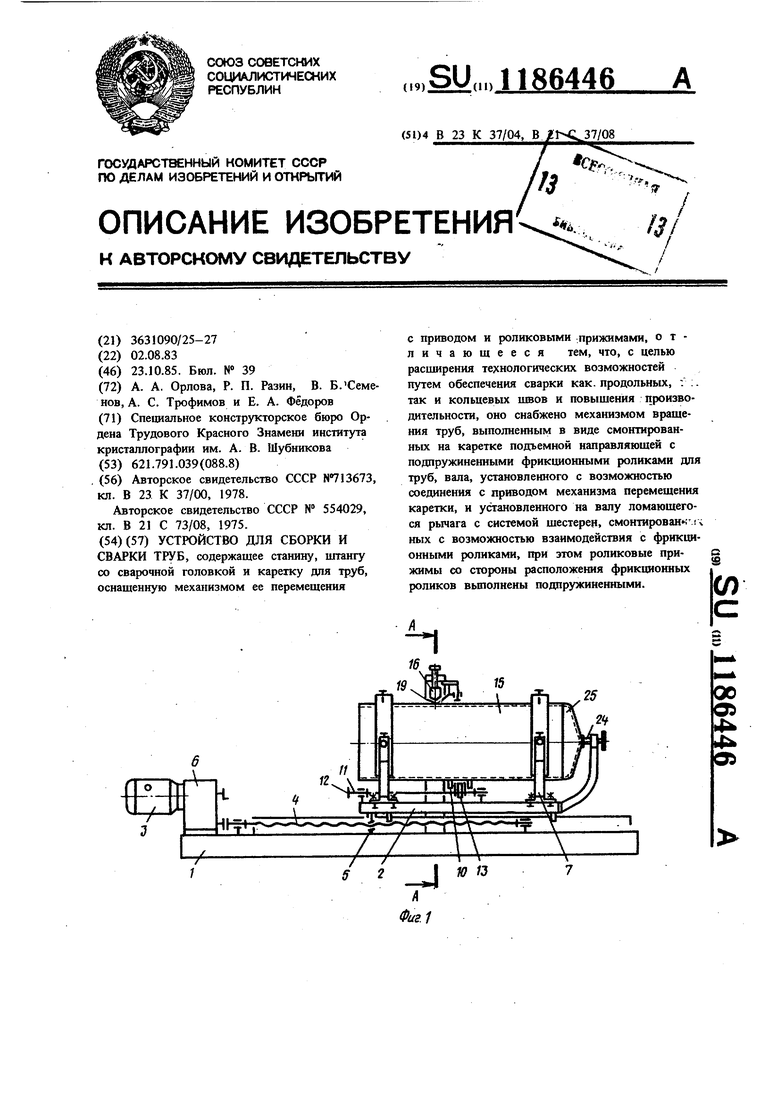
/ 2 J ю /3
к
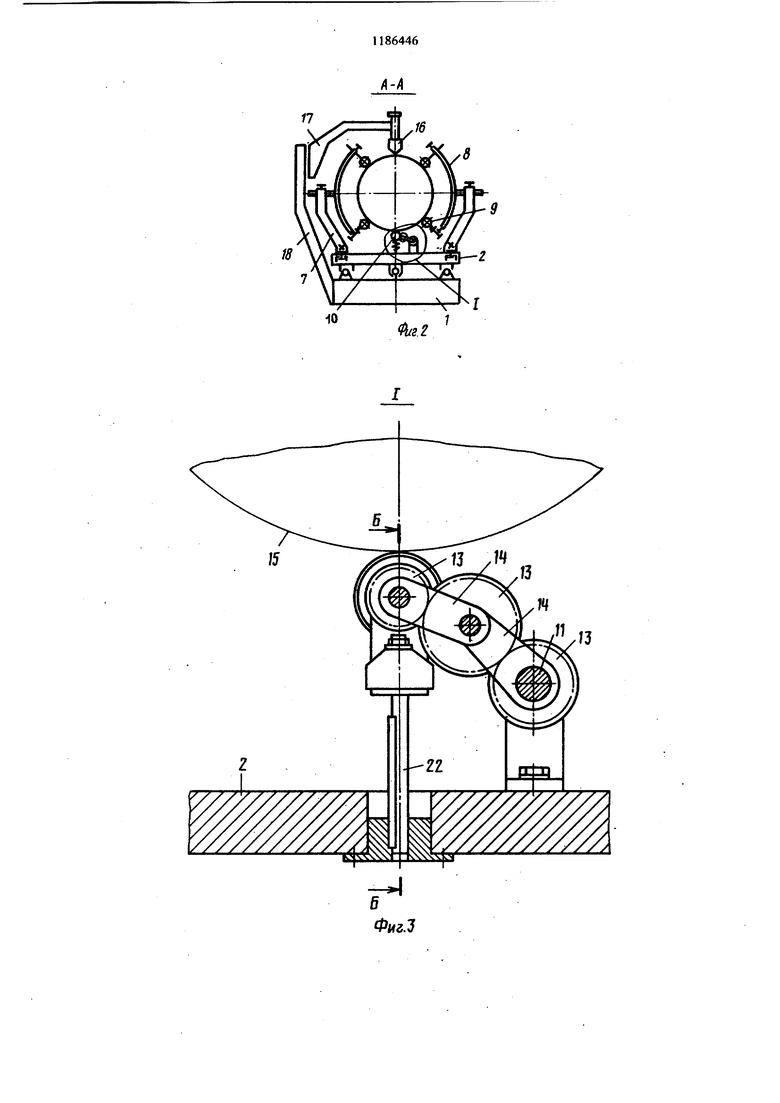
Фиг.1 Изобретение относится к области сварки и может быть использовано для сборки, про-), дольной и поперечной сварки сформованных .труб конечной длины. Цель изобретения - расширение технологических возможностей путем обеспечения сварки как продольных, так и кольцевых швов и повышение производительности. На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 - сечение. А-А на фиг.1; на фиг. 3 - узел I на фиг. 2 на фиг. 4 - сечение Б-Б на фиг. 3. Устройство для сборки и сварки труб содержит станину 1, каретку 2, механизм ее перемещения с приводом 3. Механизм перемещения выполнен в виде ходового винта 4, смонтированного .на станине, гайки 5, соединенной с кареткой 2, и редуктора 6. В пазах каретки 2 установлены стойки 7 со смонтированными на них с возможностью горизон- 20 тального перемещения кронштейнами 8 роликовых прижимов 9. Последние установлены с возможностью радиального перемещения, а в нижней части, кроме того, подпружинены к кронштейну 8.25
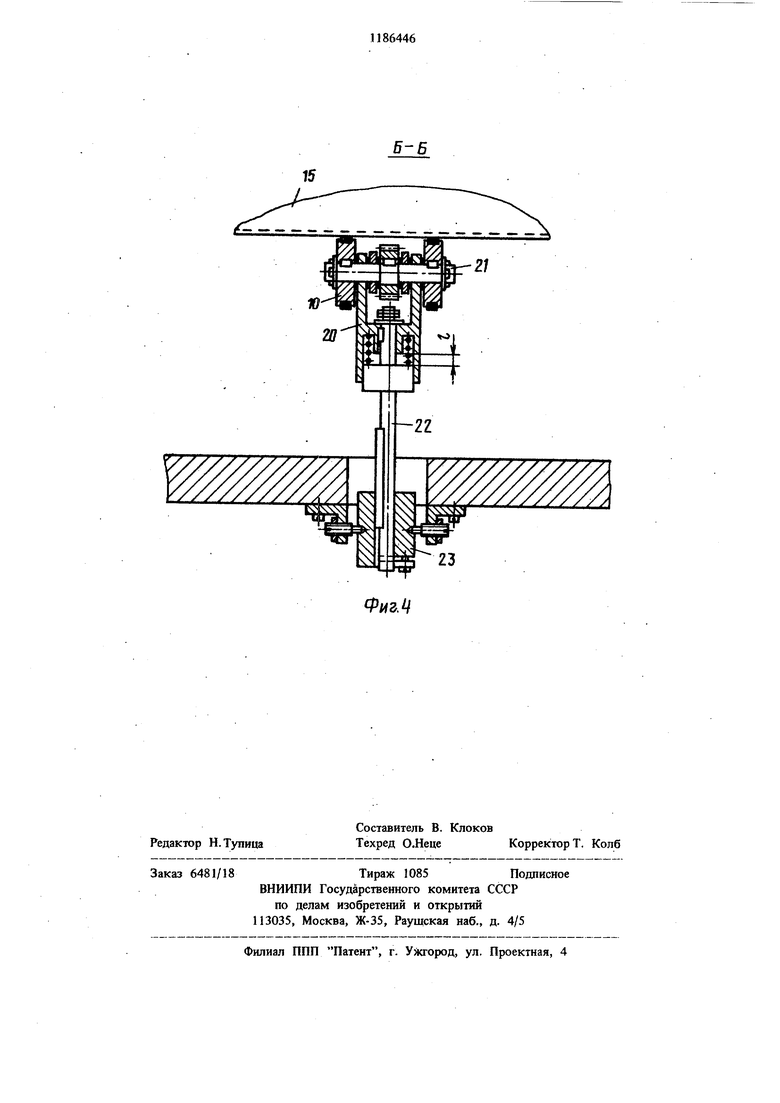
Фрикционные подпружиненные ролики 10 смонтированы на каретке 2 с возможностью взаимодействия с редуктором 6 посредством ведущего вала 11 с полумуфтой 12 и блока шестерен 13, закрепленных на ломающемся зо рычаге 14, причем осью рычага является вал 11, а ролики Ю соединены с рычагом 14. Оси роликовых прижимов 9 и фрикционных подпружиненных роликов 10 расположены параллельно оси трубы 15. Сварочная головка ., ., fm 16 закреплена на вертикальном суппорте 17 штанги 18 и имеет прижим 19, подясимаюишй кромки трубы 15. Крепление фрикционных роликов 10 на каретке 2 позволяет поддерживать постоянное усилие пождатия роликов 10 к трубе 15, ког торое обеспечивается постоянным рабочим расстоянием между подвижным кронштейном 20 для крепления оси 21 и направляющей 22, . имеющей возможность вертикального перемещения во втулке 23, установленной с возможностью качания в вертикальной плоскости, а также обеспечивает регулируемый ход роликов 10 при настройке по диаметру трубы 15, для чего на направляющей 22 имеется илсала. Смонтированный на каретке 2 упор 24 поджимает крышку 25, привариваемую к трубе 15. Крышка 25 вьшолнена, например, в форме диска, конуса сферы, стакана или любой др)той формы вращения. Возможно использо1
труба 15 (возможно надетая на внутреннюю оправку при больших ее диаметрах) крепится в кронштейнах 8 на каретке 2, причем труба 15 обжимается роликовыми прижимами 9 до соприкосновения кромок с возможностью ее вращения, а подпружиненные ролики 10 без связи с редуктором 6 стопорят трубу 15. Прижим 19 при этом поджимает свариваемые кромки трубы 15, обеспечивая надежный их контакт. После этого к трубе 15 прижимают крышку 25 и фиксируют ее упором 24, который устанавливается соосно трубе 15.
Таким образом, устройство подготовлено к прюведению сварки. Затем, настроив механизм перемещения каретки 2 на необходимое перемещение (длину продольного щва трубы 15), включается сварочная головка 16 привод 3 с редуктором 6 перемещает каретк 462 ванйе внутренней оправки (не показана) в зависимости от диаметра трубы 15 и конфигурации крышки 25. Устройство может быть смонтировано в камере для сварки в контролируемой среде (не показана) с возможностью работы ручной сварочной головкой, для чего камера должна иметь окна. Устройство работает следующим образом. Настраивают при помощи суппорта 17 сварочную головку 16 на нужную высоту, а .. стойки 7, кронштейны 8 с роликовыми прижимами 9 и фрикционные подпружиненные ролики 10 - на нужную длину и диаметр свариваемой трубы 15. Затем сформованная 2 со свариваемой трубой 15 при помощи ходол евого винта 4 и гайки 5, соединенной с кареткой 2, что обеспечивает сварку продольного шва трубы 15. По окончании перемещения сварочная головка 16 отключается, а редуктор 5переключается на вращение трубы, так как в конце перемещения каретки 2 полумуфта 12 на ведущем валу 11 входит в зацепление с полумуфтой редуктора 6. После зтого опять включается сварочная головка 16, редуктор 6вращает трубу 15 при помощи ведущего вала 11, блока щестерен 13 и подпружиненных роликов 10, что обеспечивает сварку кольцевого шва трубы 15. Процесс сварки окончен. Отводится упор . 24, отжимаются кронштейны 8 роликовых прижимов 9, и сваренная труба 15 снимается с устройства. Механизмы устройства возвращаются в исходное положение и готовы к закладке новой трубы и крыщки.
17
в
1
| Устройство для автоматической сварки | 1978 |
|
SU713673A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки труб | 1975 |
|
SU554029A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
