(54) УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб | 1978 |
|
SU747561A2 |
| Устройство для сварки плоских трубок | 1979 |
|
SU804319A1 |
| Установка для сварки электрозаклепками | 1978 |
|
SU827285A1 |
| Устройство для сварки труб | 1975 |
|
SU554029A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Устройство для сварки пересекающихся труб | 1977 |
|
SU722711A1 |
| Устройство для закатки обрезиненного корда | 1983 |
|
SU1100126A1 |
| Устройство для сварки труб | 1978 |
|
SU697283A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
1
Изобретение относится к сварке и может быть использовано для продольной сварки предварительно сформованных труб.
Известно устройство для сварки изделий конечной длины, содержащее обжимт ные ролики и сварочное устройство с возможностью их совместного перемещения при сварке концевых участков изделия 1. Это устройство обеспечивает качественную сварку концевых участков трубы без несплавлений и прожогов.
Однако следует отметить низкую производительность устройства за счет использования труда оператора.
Наиболее близким к изобретению техническим рещением является устройство для сварки труб конечной длины, содержащее станину, сварочную головку и внутреннюю штангу, а также щарнирный захват и роликовые прижимы, смонтированные на каретке 2.
Недостатком этого устройства является отсутствие автоматизации процесса сварки концевых участков и, следовательно, низкая производительность устройства.
Целью изобретения является обеспечение автоматизации сварочного процесса и увеличение производительности труда.
Поставленная цель достигается тем, что устройство для сварки труб конечной длины, содержащее станину, сварочную головку и внутреннюю щтангу, а также щарнирный захват и, роликовые прижимы, вмонтированные на каретке, снабжено кареткой, на которой смонтирован щарнирный захват, и закрепленной на этой каретке дополнительной щтангой с подвижным и неподвижным упорами, а также подпружиненным фиксатором, шарнирно закрепленным на станине и установленным с возможностью взаимодействия с кареткой
J5 роликовых прижимов и подвижным упором щтанги.
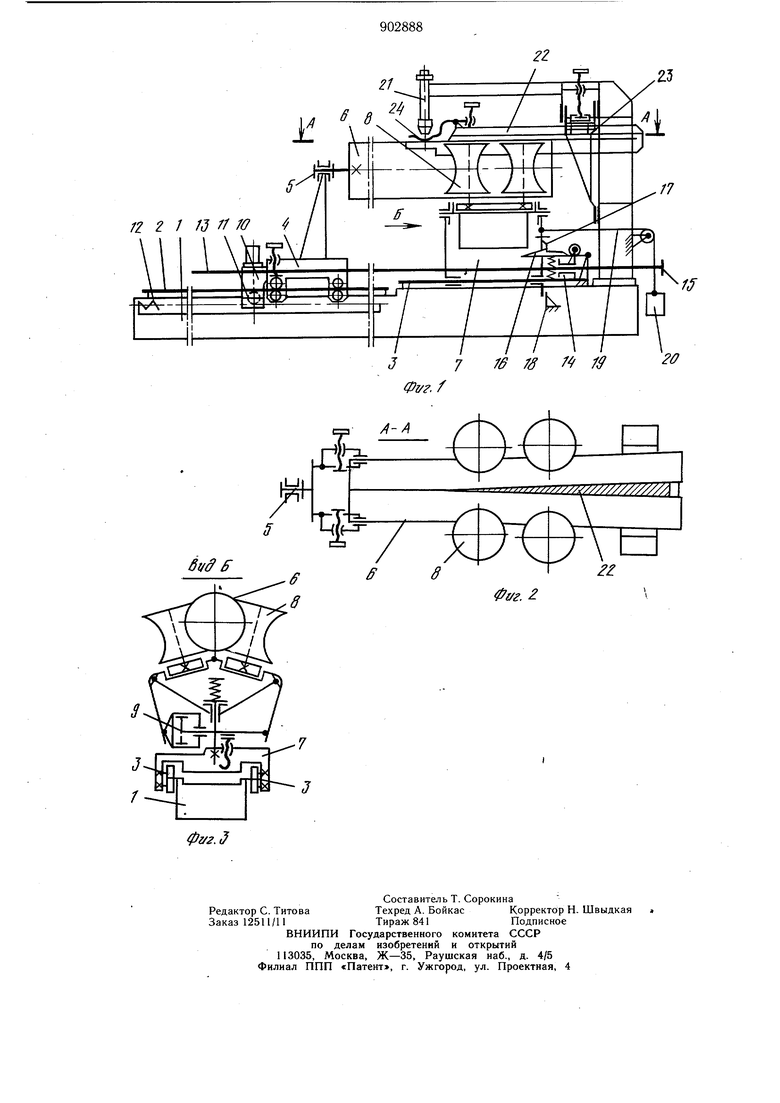
Такое техническое рещенне позволяет осуществить полную автоматизацию процесса сварки изделия с обеспечением бесступенчатой установки начала совместного перемещения сварочной горелки и обжимных роликов и освободить операторов от монотонной работы. На фиг. 1 показано предложенное устройство; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. I. Устройство для сварки труб содержит станину 1, размещенные на ней направляю щие 2 и 3, по которым перемещаются карет ка 4 с шарнирным захватом 5, удерживающим свариваемую трубу 6, и каретка 7 с роликовыми прижимами 8, сжимающими свариваемую трубу при помощи пневмоцилиндра 9. На каретке 4 закреплен редуктор 10, взаимодействующий при помощи щестерни 11 с рейкой 12, смонтированной на станине 1 и приводящей в движение свариваемую трубу 6. К каретке 4 с возможностью продольного перемещения прикреплена щтанга 13, имеющая подвижный 14 и неподвижный 15 упоры. Подвижный упор 14 взаимодействует с подпружиненным фиксатором 16, щарнирно закрепленным на станине 1 и сцепляемым с упором 17 каретки 7, которая для обеспечения возврата до упора 18 станины 1 имеет трос 19 с грузом 20. Сварочная горелка 21 и подкладка 22 смонтированы на вертикальном суппорте 23, закрепленном на стойке станины 1. На выступающей из трубы подкладке 22 установлен прижим 24, поджимающий свари ваемые кромки трубы 6 к подкладке 22. Работа устройства начинается с настройки при помощи суппорта 23 сварочной горелки 21 на нужную высоту и выдвижения штанги 13 относительно каретки 4 на длину трубы минус межцентровое расстояние между роликовыми прижимами 8. Затем свариваемая труба 6, имеющая предварительное раскрытие кромок, надевается на подкладку 22 и при помощи захвата 5 крепится к каретке 4. После этого труба 6 обжимается роликовыми прижимами 8 до соприкосновения кромок трубы с клинообразным выступом подкладки 22, а прижим 24 прижимается к кромкам свариваемой трубы, обеспечивая надежный контакт кромок с подкладкой 22. Затем включается сварочная горелка 21 и редуктор 10, который при помощи щестерни 11 и рейки 12 перемещает каретку 4 по направляющим 2 станины 1. Так как штанга 13 короче свариваемой трубы 6, то неподвижный упор 15 подойдет раньше окончания сварки к подБижному упору 14, который опустит фиксатор 16 вниз и освободит упор 17, каретка 7 подхватывается щтангой 13 посредством упоров 14 и 15 и перемещается совместно со свариваемой трубой 6, удерживая стык сжатым до конца сварки, что исключает прожоги и несплавления в конце трубы. После окончания сварки роликовые прижимы 8 отводятся от сваренной трубы 6 пневмоцилиндром 9, сваренная труба снимается и каретка 4 со щтангой 13 отводится редуктором 10 назад, неподвижный упор 15 освобождает подвижный упор 14. Каретка 7 при помощи троса 19 и груза 20 возвращается по направляющим 3 до упора 18 и своим упором 17 сцепляется с фиксатором 16, механизмы устройства возвращены в исходное положение и готовы к закладке новой трубы. Использование данного устройства позволяет вести качественную сварку на всем протяжении стыка, исключая в конце стыка прожоги и несплавления. Формула изобретения Устройство для сварки труб конечной длины, содержащее станину, сварочную головку и внутреннюю штангу, а также шарнирный захват и роликовые прижимы, смонтированные на каретке, отличающееся тем, что, с целью обеспечения автоматизации сварочного процесса и увеличения производительности труда, устройство снабжено кареткой, на которой смонтирован шарнирный захват, и закрепленной на этой каретке дополнительной штангой с подвижным и неподвижным упорами, а также подпружиненным фиксатором, шарнирно закрепленным на станине и установленным с возможностью взаимодействия с кареткой роликовых прижимов и подвиж ньш упором щтанги. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 345740, кл. В 21 С 37/08, 1970. 2.Авторское свидетельство СССР № 554029, кл. В 21 С 37/08, 1975 (прототип).
