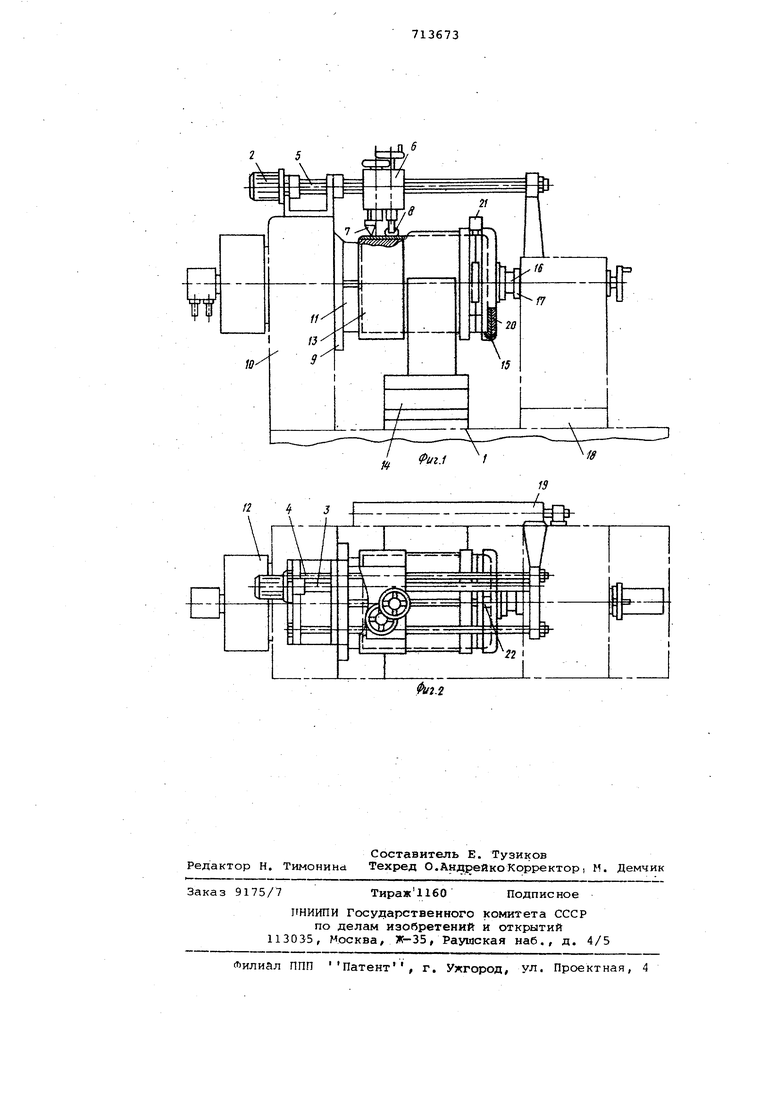
(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ Работа устройства начинается с калибровки размеров оЛечайки и ее взаимного псхпожения с днищем. Для этого диаметр выступа разжиМного пуансона 11 с псзмощью пневмоцилиндра 12 устанавливается меньше, че внутренний диаметр обечайки. Каретка 14 с калибрующей матрицей 13 отодвигается от пуансона 11 вправо/ и обечайка устанавливается внутрь матрицы 13таким образом, чтобы ее сваривае1«1й стнк совпадал с продольнсй проре зью матрицы. После этого каретка 14 вместе с обечайкой подается влево к пуансону 11. При этом Обечайка насаживается на пуайсон lit а тялинальны размер выступа пуансона устанавливается пневмоиилишшом 12, и обечайка tvtoTtio приясимается пуансомсж в матрице 13. Затем в ну прижима 15 устанавливается дно котла. Выступы с вращаЮМИМ1НСЯ калибруюетми опорами 21 служат для уставовки и калибровки дна по внешнему . Задняя бабка 18 с псАющью пиевмоцилИ1Шра 19 подается влево, насаживает Дно на пуансон 11 и при}|а1маёт его к обеча йке. Этим эа:канчиваетея калибровка раз меров и взаимного положения, а также пойдготовка деталей котла к сварке. .Сначала осуйествляется сварка про дольного шва. 1 %1ншхеяь iO остаётся {мепсццвижным Двигатель 2 вращае хо довой винт 3,и каретка б пер€ виается по направлякмойм 4 и 5 над продоль ной-прорезью матрицы. При этом ролик 8 громки обечайки к ffpyfyt л сварочная головка осуществляет их аргоио-дуговую сварку. В конце сварки ролик наезжает на кли новиднМй упор 22 и приподнимается. Яри этом каретка б останавливается, а шпинделю 10 сообщается вращательное Движение, чТо позволяет сварить коль1хевой шов. На этом сварка заканчивается . Съем изделия производится после отвода задней бабки 18, каретки 14 с калибрующей матрицей 13 в исходное положение, а также уменьшения диаметра выступа пуансона 11. Использование данного устройства позволит повысить производительность труда. Кроме того, освобождаются рабочие силы, производственное оборудЪвание и оснастка. Формула изобретения Устройство для автоматической сварки изделий, преимугпественно цилиндрической формы, содержащее размеМвншле на корпусе переднюю бабку, установленную с возможностью вращения, заднюю бабку, смонтированную с возможностью перемемения вдоль продольной оси изделия и каретку со сварочной головкой, отличаюцее с я тем, что, с целью повышения качества сварки за счет обеспечения калибровки соединяемых элементов, устройство снабжено узлом калибровки, выполненным в виде матрицы с прорезью, установленной йа корпусе с возможностью перемещения вдоль продольной оси изделия, разжимного пуансона, закрепленного в передней бабке и тсфцового прижима, выполненного, В свою очередь, в виде корпуса, в котором по окружности установлены с возможностью радиального перемеиения вршцакедиёся {юлики, и клиновидный упор, при этом сварочная головка оснащена прижимным роликом, взаимодействующим с упомянутым упором. Источники информа11ии, принятые во внимание при экспертизе , 1. Каталог-справочник, Сварочное оборудование , Институт электросварки им. Е. О. Патона, АН УССР, Наукова Думка , 1968, с. 257.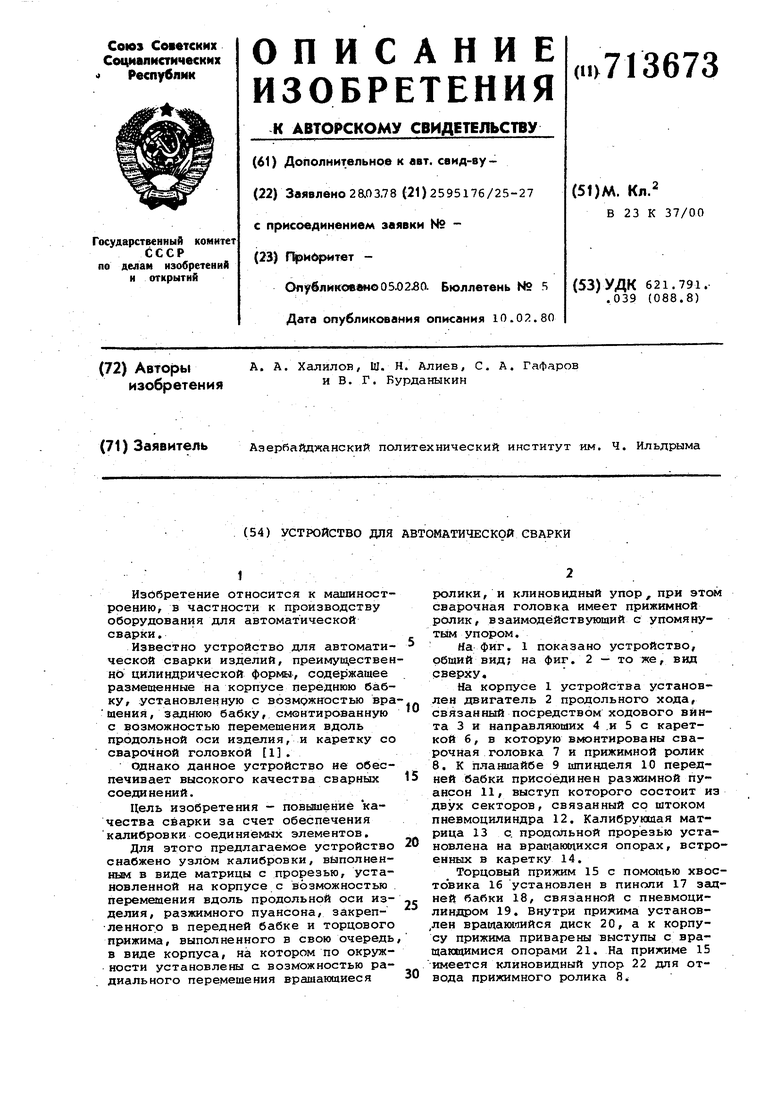
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки | 1982 |
|
SU1034865A2 |
| Устройство для автоматической сварки | 1981 |
|
SU946862A2 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1982 |
|
SU1192935A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОЛЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2011 |
|
RU2457930C1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |