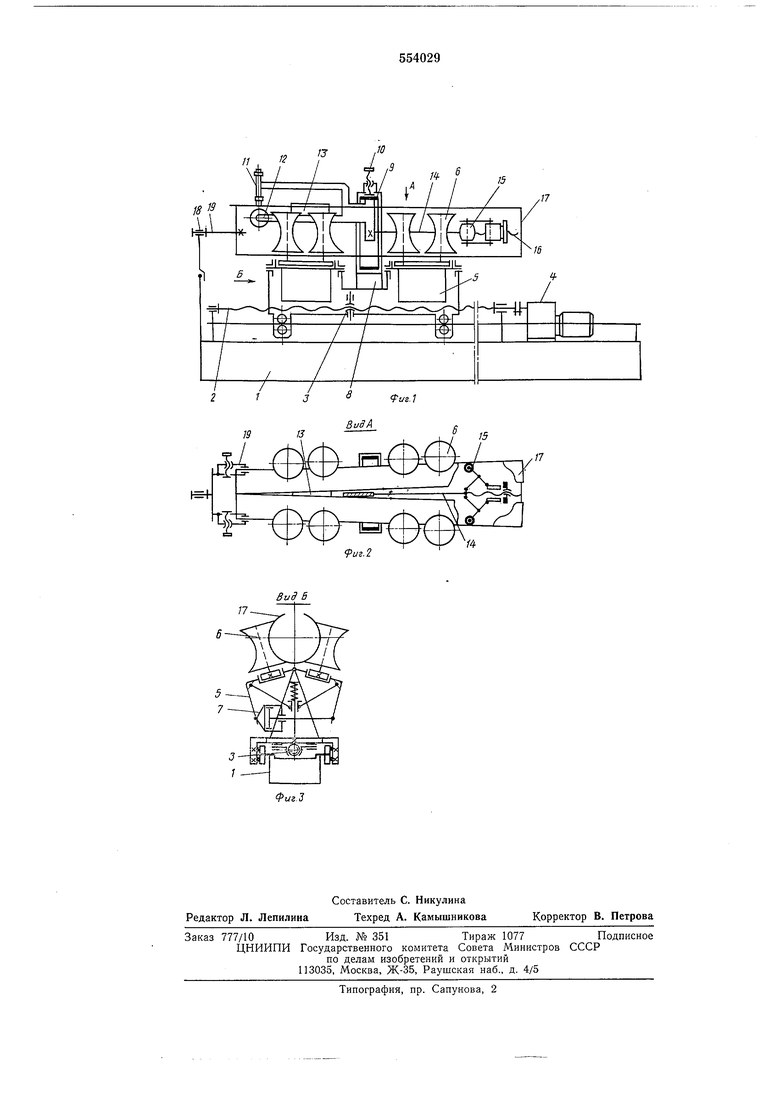
трубы с выступом 13. При обжиме свариваемой трубы 17 роликами 6 кольцо 9 расфиксировано относительно стойки 8 при помощи фиксатора 10. Это позволяет всей штанге и сварочной головке 11 занять соответствующее положение, при котором кромки трубы 17 будут прижаты к клинообразному выступу 13 с одинаковым усилием, т. е. поворотное кольцо 9 позволяет щтанге и сварочной головке 11 встать нормально к поверхности свариваемой трубы и выставить сварочную горелку симметрично свариваемому щву, исключив тем самым смятие свариваемых кромок. После обжатия трубы 17 роликами 6 поворотное кольцо 9 стопорится относительно стойки 8 фиксатором 10. Шарнир 18 захвата 19 никогда не стопорится, позволяя трубе 17 поворачиваться вокруг собственной оси как при обжиме, так и при сварке, что делает возможным сваривать трубы, имеющие щов различной конфигурации, например винтообразный, наклонный и т. д.
Каретка 5 формующей клети перед закладкой трубы 17 отводится ходовым винтом 2 к захвату 19. С этого положения начинается сварка путем включения редуктора 4 и головки 11. Разъемная гайка 3 позволяет при настройке устройства вручную передвигать каретку 5 в нужное положение. По окончании сварки труба 17 освобождается от захвата 19,
который отбрасывается влево, и свободно снимается с устройства.
Для закладки новой трубы 17 каретка 5 клети отводится к захвату 19, ролики 6 разводятся в исходное положение, поворотное
кольцо 9 снимается со стопора.
Формула изобретения
Устройство для сварки труб конечной длины, содержащее стапину, сварочную головку и щтангу, отличающееся тем, что, с целью исключения смятия свариваемых кромок для повыщения качества сварного шва и для
сварки щвов различных конфигураций, станина снабжена шарнирно-укрепленным удерживающим трубу захватом, а сварочная головка и штанга смонтированы на кольце, охватывающем трубную заготовку и установленном
с возможностью поворота вокруг оси трубы и продольного осевого перемещения.
3
2
Риг.2
15
77
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб | 1978 |
|
SU747561A2 |
| Устройство для сварки труб | 1980 |
|
SU902888A1 |
| Устройство для сварки труб | 1983 |
|
SU1094636A1 |
| Устройство для сборки и сварки труб | 1983 |
|
SU1186446A1 |
| Устройство для автоматической сварки угловых швов | 1983 |
|
SU1123819A1 |
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |
| Устройство для сборки под сварку и сварки двутавровых балок | 1980 |
|
SU897454A1 |
| АГРЕГАТ ДЛЯ CBAS>&KM ПРОДОЛЬНЫХ ШВОВ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1968 |
|
SU206779A1 |
| Устройство для сварки продольных швов обечаек | 1977 |
|
SU727385A1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
17
