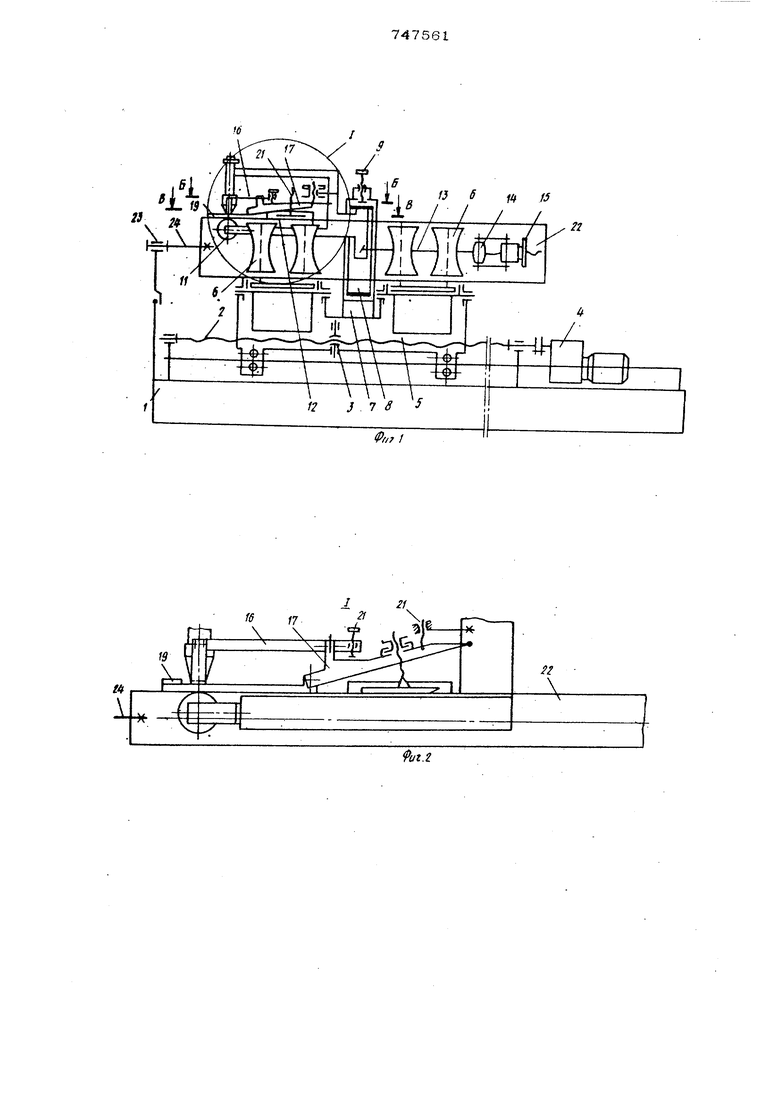
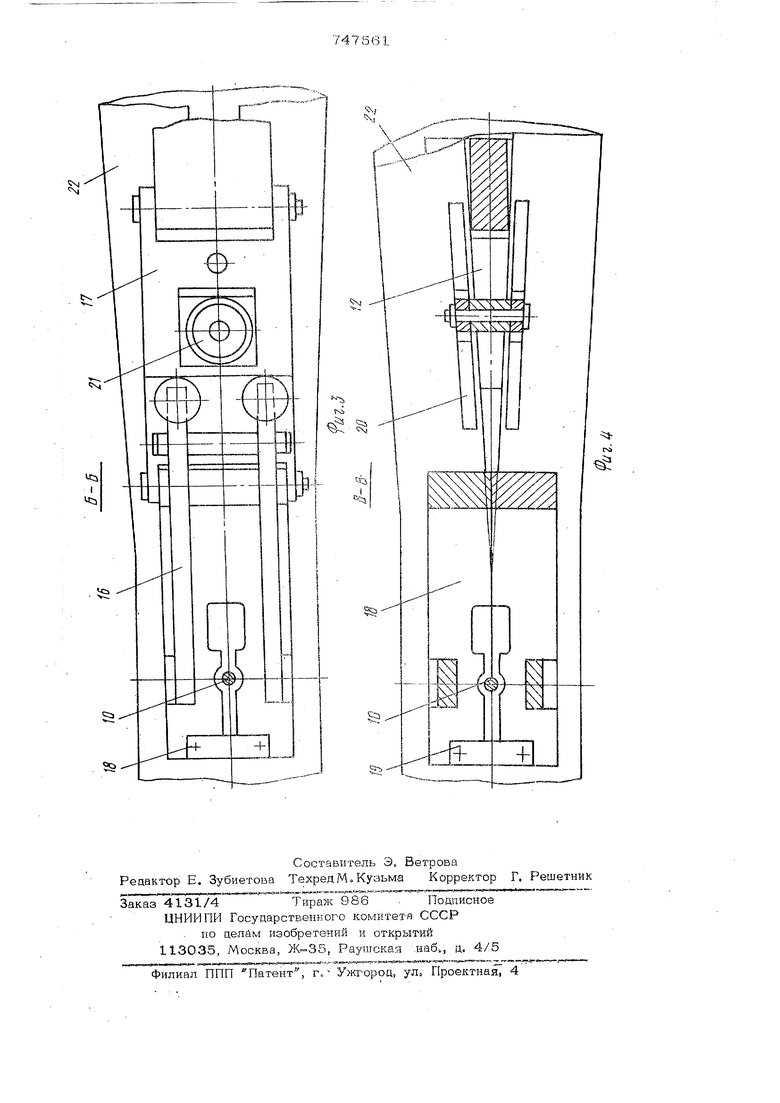
Изобретение относится к области свар ки и может быть использовано цля прогдольной сварки предварительно сформован ных труб конечной плины. По основному авт. св. № 554О29. из вестно устройство сщя сварки труб, содер жащее станину с шарнирно-укрепленными захватом трубы, сварочную головку, и шгангу, смонтированные на кольце, охватьшающем трубную заготовку и установленном с возможностью поворота вокруг оси трубы и продольного осевого перемещения. Недостатком этого устройства является появление частых прожогов из-за неравномерного прилегания свариваемых кромок к штанге. Цель изобретения - исключение прожогов путем обеспечения гарантированного зазора между свариваемыми кромками и штангой. С этой целью известное устройство снабжено механизмом поджатия свариваемых кромок, выполненным в виде двух ползунов, связанных через рычажную систему с кольцом, охватьшающим заготовку, ползуны размещены вдоль оси штанги, каждый из них выполнен из двух симметричных Оси штанги частей, снабженных индивипуальными подпружиненными винтовыми прижимами, при этом первый по хоцу движения ползун выполнен с . отверстием для размещения сварочной головки и снабжен гибким элементом, cBstзывающим обе его части. На фиг. I показано предлагаемое уст«- ройство на фиг. 2 - узел 1 на фиг. 2; на фиг. 3 - разрез Б-Б на фиг. 1| на фиг. 4 - разрез В-В на фиг. I, Устройство цля сварки труб содержит станину 1, размещенные на ней ходовой БИНТ 2 с разъемной гайкой 3 и редуктор 4. Гайка 3 установлена на винте с возможностью взаимоцейсгвия с кареткой 5, на которой укреплены формовочные ролики 6, работающие от пневмоцилиндров, и стойка 7, внутри которой на роликах раоположено поворотное кольцо 8 с фиксатором у. На поворотном кольце смонтированы сварочные головки Ю и штанга 11 с клинообразным выступом 12 и разжимным хвостовиком 13. В хвостовике 13 с возможностью взаимодействия с роликом 14 размещен винт 15, К поворотному кольцу 8 при помощи упругих поворотных рычагов 16 и 17 п(эикреплен ползун 18,выпо ненный из двух симметричных оси штанги частей, связанных упругой пластинкой 19. Ползун 18 выполнен с отверстием s для размещения сварочной головки 10. К тем же поворотным рычагам 16 и 17 закреплен ползун 20, охватывающий клинообразный выступ 12 штанги, и выполненный также из двух частей. Каждая часть обоих псмтзунов оснащена винтовым прижимом 21, обеспечивак щим необходимое усилие поджима кромок к штанге 11. Для крепления трубы 22 к станине на последней при помощи шарнира 23 укреплен захват 24. Работа устройства начинается с настройки захвата 24 и роликов 6 разжимног хвостовика 13.штанги на нужный диаметр свариваемой трубы 22. Затем свариваемая труба, имеющая предварительное раскрытие кромок одевается на штангу и при помощи захвата 24 крепится к сани не. После этого труба 22 обжимается роликами 6 до соприкосновения кромок . трубы с выступом 12. Ползуны 19 и 20 при помощи винтовых прижимов 21 поджи маются к свариваемым кромкам с необхо димым индивидуальным усилием. Ползун 20 подготавливает свариваемые кромки , выставляя их по высоте, снимая заусеницы и защищая кромки. Ползун 18 прижимает свариваемые к-ромки трубы к подклаоке штанги, обеспечивая стабильый теплоотвод со свариваемых кромок. Каретка 5 формующей клети перед закладкой трубы 22 отводится ходовым вин том 2 к захвату 24. С этого положения начинается сварка путем включения редуктора 4 и головки 10. Разъемная гайка 3 позволяет при настройке устройства вручную передвигать каретку 5 в нужное положение. По окончании сварки труба 22 освобожаае1х;я от захвата 24 который отбрасьшается влево и свободно снимается с устройства. Такое конструктивное решение устройства позволяет исключить прожоги за счет надежного прижатия свариваемых кромок к штанге с гарантированным зазором и тщательной их подготовки, что повышает Производительность устройства в 1,5 раза. Формула изобретения; Устройство для сварки труб по авт. св. N9 554029, о т л и ч а ю- щ е е с я тем, что, с целью повьпиения качества труб путем исключения прожогов, оно снабжено механизмом поджатия свариваемых кромок, выполненным в виде двух ползунов, связанных через рычажную систему с кольцом, охватывающим заготовку, ползуны размещены вдоль оси щтанги. каждый из них выполнен из двух симметричных оси и1танги частей, снабженных индивидуальными подпружиненными винтовыми прижимами, при этом первый по ходу движения ползун выполнен с отверстием для размещения сварочной головки и снабжен гибким элементом, связыЬающим обе его части.
/
I
11
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб | 1980 |
|
SU902888A1 |
| Устройство для сварки труб | 1975 |
|
SU554029A1 |
| Устройство для сварки труб | 1983 |
|
SU1094636A1 |
| Устройство для сварки труб | 1978 |
|
SU697283A1 |
| Устройство для сварки плоских трубок | 1979 |
|
SU804319A1 |
| Устройство для сборки и сварки труб | 1983 |
|
SU1186446A1 |
| Устройство для сварки | 1983 |
|
SU1123818A1 |
| Способ дуговой сварки деталей в среде защитных газов | 1985 |
|
SU1318370A1 |
| Установка для дуговой сварки полос встык | 1979 |
|
SU785007A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |